Организация дипломного проектирования
Структура расчетно-пояснительной записки
Основные разделы пояснительной записки и их примерное содержание
Конструкторская часть
Краткое описание проектной разработки
Содержание графической части проекта
Построение пояснительной записки
Провести испытания пяти труб, каждая длиной 5 м
Оформление приложений
Сноски
Ссылки на использованные источники
Общие правила выполнения планов
Оформление технологической и программной документации
Правила оформления программной документации
Консультанты по проекту (с указанием относящихся к ним разделов проекта)
Расчет штата производится по методике, изложенной в [7]
Навигация
Оформление технологической и программной документации
Методические рекомендации дипломного проектирования для студентов
129782
знака
8
таблиц
15
изображений
6 Оформление технологической и программной документации
6.1 Основные правила оформления технологической документации
Основные правила оформления технологической документации должны соответствовать требованиям стандартов Единой системы технологической документации (ЕСТД):
ГОСТ 3.1102-81. Стадии разработки и виды документов;
ГОСТ 3.1103-82. Основные надписи;
ГОСТ 3.1104-81. Общие требования к формам, бланкам и документам;
ГОСТ 3.1105-84. Формы и правила оформления документов общего назначения;
ГОСТ 3.1118-82. Формы и правила оформления маршрутных карт;
ГОСТ 3.1404-86. Формы и правила оформления документов на технологические процессы и операции обработки резанием;
ГОСТ 3.1702-79. Правила записи операций и переходов. Обработка резанием;
ГОСТ 3.1703-79. Правила записи операций и переходов. Слесарные, слесарно-сборочные работы;
ГОСТ 3.1705-81. Правила записи операций и переходов. Сварка;
Р 50-60-88. Правила оформления документов на технологические процессы ремонта.
При проектировании технологических процессов разрабатывают соответствующую документацию: маршрутные карты, карты эскизов, операционные карты, карты технологических процессов, карты типовых технологических процессов, ведомости оснастки.
По степени детализации различают маршрутное, операционное и маршрутно-операционное описание технологических процессов.
При разработке маршрутного процесса приводят сокращенное описание всех технологических операций в маршрутной карте в последовательности их выполнения без указания переходов и технологических режимов.
В операционном технологическом процессе маршрутная карта содержит только наименование всех операций в технологической последовательности. Сами операции разрабатываются на операционных картах.
В маршрутно-операционном процессе предусматривается краткое описание содержания отдельных операций в маршрутной карте, а остальные операции оформляются на операционных картах.
Технологическая документация может быть представлена в ПЗ дипломного проекта в виде приложения или на листах формата А1 в виде наглядных пособий.
При разработке технологических процессов восстановления деталей основными документами являются: ремонтный чертеж детали, КТП, КТПД и КЭ.
Ремонтный чертеж - основной документ, по которому разрабатывается технологический процесс восстановления детали.
Ремонтные чертежи выполняют в соответствии с правилами, предусмотренными ГОСТ 2.604-88 "Чертежи ремонтные", в соответствии с которым предусмотрены следующие правила выполнения ремонтных чертежей:
1) Места детали, подлежащие ремонту (восстановлению), или обработке выделяются сплошной толстой основной линией, остальные - сплошной тонкой линией.
2) Размеры и их предельные отклонения, значение шероховатостей следует указывать только для восстанавливаемых элементов детали.
3) На ремонтных чертежах изображаются только те виды, разрезы, сечения, которые необходимы для проведения восстановления детали.
4) Для поверхности, подвергаемой механической обработке перед наращиванием (гальванопокрытием, наплавкой и т. п.), необходимо указывать размер, до которого производится обработка. На чертеже в этом случае рекомендуется вычерчивать эскиз подготовки соответствующего участка детали.
5) При разработке ремонтного чертежа на сборочную единицу в спецификацию должны быть записаны детали, которые восстанавливают, дополнительные детали, а также детали, подлежащие замене.
6) При восстановлении поверхности детали применением дополнительной детали, ремонтный чертеж оформляется как сборочный. Дополнительная деталь вычерчивается на этом же чертеже или на нее разрабатывают свой чертеж.
7) Категорийные и пригоночные размеры поверхностей представляются буквенными обозначениями, а их численные значения приводятся в таблице. Таблица помещается в правой верхней части чертежа.
8) На поле ремонтного чертежа, кроме таблицы ремонтных размеров, помещают таблицу, в которой приводят номера, наименования дефектов, коэффициенты повторяемости дефектов, основной и допускаемый способы их устранения. В качестве основного принимают обоснованный ранее рациональный способ восстановления. При восстановлении деталей сваркой, наплавкой, напылением и др. в таблице следует указать наименование и обозначение (марку) материала и защитной среды. Под таблицей дефектов указывают условия и дефекты, при которых деталь не принимают на восстановление, а также приводят технологический маршрут восстановления по основному способу устранения дефектов. Размеры граф и строк таблицы дефектов определяются объемом текстовой части и наличием свободного места на чертеже.
9) На поле чертежа над основной надписью излагают технические требования, относящиеся к восстанавливаемым поверхностям: термическая обработка и твердость; предельные отклонения размеров, форм и взаимного расположения поверхностей и др.; требования к качеству поверхностей (наличие пор, раковин, отслоений и т. д.) и другие.
10) При необходимости на свободном поле чертежа приводят указания по базированию.
11) Ремонтные чертежи рекомендуется выполнять на листах форматов А1-А3. При этом изображение детали, спецификацию, технические требования и таблицу категорийных размеров выполняют на первом листе, а виды, разрезы, сечения, таблицу дефектов можно выполнять на последующих листах;
12) При обозначении ремонтного чертежа к обозначению рабочего чертежа детали добавляют букву "Р" (ремонтный). В случае применения дополнительных деталей добавляют также буквы "СБ".
КТП – обязательный документ технологического процесса восстановления деталей, который включает в себя последовательное описание технологического процесса по всем операциям с указанием оборудования, приспособлений, инструмента, режимов обработки, приемов и методов выполнения, расходных материалов и трудовых нормативов. КТП выполняют по РТМ 10.0024-94. При оформлении КТП следует выполнять следующие основные требования.
Наименование операций записывают кратко в именительном падеже: "Наплавочная", "Токарная" и т. д. Операциям присваивают номера, кратные пяти: 005, 010, 015, 020 и т. д. Содержание операций (переходы) записывают кратко и четко глаголом в повелительном наклонении, например: "Наплавить поверхность (1) до Æ 56".
КТПД – обязательный элемент технологического процесса восстановления деталей, который включает в себя наименование дефектов и способы их устранения, методы и средства контроля, допустимые без ремонта и предельные размеры.
КТПД разрабатывается в соответствии с ГОСТ 3.1115-89. Графы "Номер цеха", "Количество рабочих", "Код тарифной сетки", "Код вида нормы", "Тпз, Тшт", "Код профессии" в проекте допускается не заполнять. В графе "Номер операции" указывают номер дефекта, а в графе "Наименование, содержание операции" допускается указывать наименование дефекта. В графе "Особые указания" дают заключение: браковать, восстанавливать (допускается указывать способы восстановления (железнение, наплавка и др.).
КЭ – это графический документ технологического процесса восстановления деталей. Ее разрабатывают для операций и переходов. При оформлении КЭ следует выполнять следующие основные требования.
1) Необходимое количество изображений (видов, разрезов и сечений) на эскизе обрабатываемой детали должно быть достаточным для наглядного и ясного представления обрабатываемых поверхностей и возможности простановки размеров, технологических баз и зажимных усилий. При выполнении КЭ дефектации необходимое число изображений на эскизе устанавливают из условия обеспечения наглядности и ясности расположения контролируемых поверхностей детали, что позволит качественно провести технологический процесс дефектации.
2) Обрабатываемые, контролируемые и дефектные поверхности обводят сплошной основной линией, в 2…3 раза толще сплошной линии и нумеруют на эскизе арабскими цифрами. Номер поверхности проставляют в окружности (кружке) диаметром 6…8 мм, соединяют выносной линией с изображением этой поверхности и нумеруют в направлении движения часовой стрелки.
3) На операционном эскизе обрабатываемая деталь показывается в том состоянии, которое она приобретает в результате выполнения данной операции. На КЭ для данной операции указываются по ГОСТам ЕСКД размеры, предельные отклонения, характер соединения, шероховатость обработанной поверхности, базы, технические условия и т. д.
4) Для обозначения баз и зажимных усилий пользуются условными знаками.
5) На эскизах в том же масштабе, что и обрабатываемое изделие, должны быть упрощенно изображены режущие инструменты в конечном для обработки положении, а инструменты для обработки отверстий (сверла, зенкеры, метчики и т. п.) в исходном положении.
При многоинструментальной обработке на операционном эскизе должны быть показаны все режущие инструменты. КЭ выполняют по РТМ 10.0024-94.
Похожие работы





... образное мышление, фантазию, совершенствует вкус и творческие способности, дает профессиональные навыки и знания для развития направления моды и моделирования одежды. Глава ІІ. Методические особенности обучения моделированию одежды студентов направления технологическое образование 2.1 Основные теоретические и практические сведения о моделировании и оформлении основы женского платья ...
... для обучения физике и математике, в силу их отсутствия на рынке. Исходя из вышеизложенных соображений, я считаю, что тема моей дипломной работы «Разработка электронного учебника по математике для студентов I курса отделения информатика-иностранный язык» является актуальной в силу того, что потребность в таком электронном учебнике несомненно есть, а самих учебников по данной теме либо совсем нет, ...
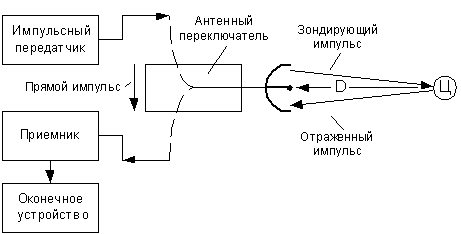
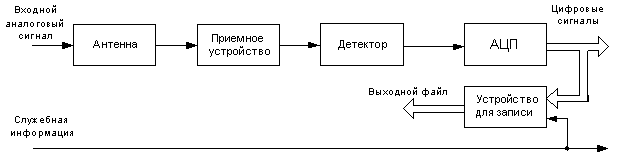
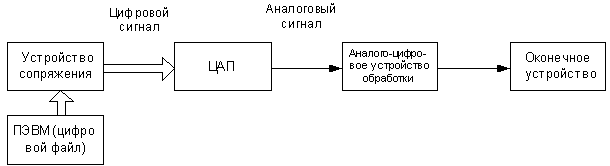
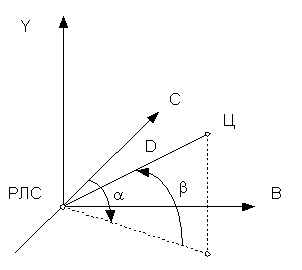
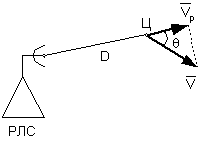
... на разработку и материальные затраты. Таким образом, цель дипломного проектирования – разработка программного комплекса для моделирования радиолокационной обстановки на персональном компьютере, позволяющего моделировать радиолокационную обстановку по заданным параметрам, создавать выходной файл, содержащий рассчитанную модель, использовать полученный файл для проверки реальных устройств обработки ...
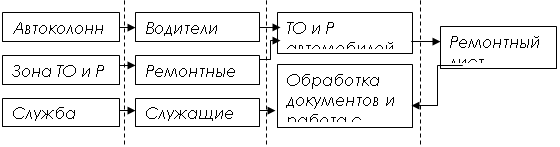
... турный номер). Если использовать штриховое кодирование в рамках всей отрасли (АТП, автозаводы, СТОА, магазины запасных частей Рисунок 3. Схема потоков информации в авторемонтных мастерских 4.2 Выбор метода организации технологического процесса на объекте проектирования. В зоне диагностики, технологический процесс может быть организован методом универсальных или специализированных ...
0 комментариев