Навигация
1.4 Прошивание
Формирование сурового прошивного покрытия происходит на прошивных машинах путем прошивания готовой грунтовой ткани ворсовой нитью, подающейся со шпулярника.
На прошивных машинах фирмы «Зингер» (США) выпускаются прошивные ковровые покрытия с петлевым ворсом.
На прошивной машине «Пантера» фирмы «Cobble» (Англия) возможен выпуск прошивных ковровых покрытий:
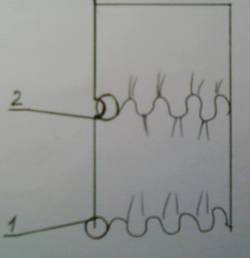
с петлевым ворсом;
с разрезным ворсом;
с рельефным ворсом, когда рисунок создается за счет сочетания
ворсовых петель разной высоты;
с комбинированным ворсом, когда рисунок создается за счет сочетания петлевого и разрезного ворса.
Прошивные машины механического действия характеризуются классом. Класс прошивных машин обозначает расстояние между продольными осями двух соседних игл, выраженное в долях дюйма (25,4 мм). В настоящее время изготавливают прошивные машины различных классов.
1.4.1 Технологический процесс получения ворсового материала на прошивной машине
Суровые полотна изготавливают на прошивных машинах, где осуществляется процесс ворсообразования, т. е. формирования петлевого или разрезного ворса на поверхности каркасного материала. Образование петлевого ворса происходит в результате взаимодействия иглы с заправленной в ее ушко ворсовой нитью и петлителя; при образовании разрезного ворса в процессе взаимодействия иглы и петлителя дополнительно участвует разрезной нож.
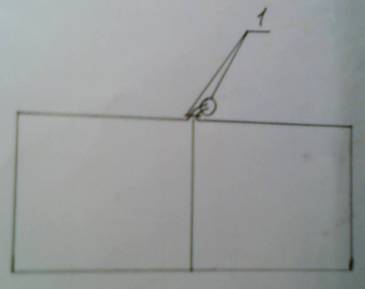
Ворсовые нити сматываются с бобин, установленных на шпулярнике 1 (рисунок 3), заправляются в специальные трубки 2, из которых поступают к питающим валикам 3 с наждачной поверхностью. Скорость питающих валиков можно изменять. Соответственно меняется величина подачи ворсовой нити в зависимости от требуемой высоты ворса.
Заправка нити в трубку производится пневматическим устройством с помощью специального сопла. Концы нитей при обрыве не связывают, а склеивают путем нанесения тонкого слоя клея специальным приспособлением на конец нити. Затем нить заправляется в эмалированные глазки нитенаправителей 4 и в отверстие иглы 5. Каркасный материал 6 огибает игольчатый валик 7, при помощи которого подается в зону прошива. После прошива, который осуществляется с помощью иглы и петлеобразователя 8, образованное нетканое полотно выводится игольчатым валиком 9 из зоны прошива.
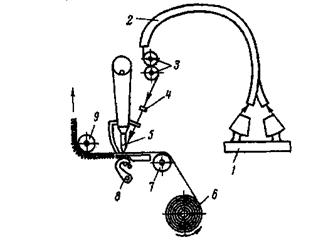
Рисунок 3 Технологическая схема прошивной машины
Прошивание осуществляется на двух машинах: «Пантера» фирмы «Cobble» и фирмы «Зингер». Механизм петлеобразования на машине «Пантера» : петлевой, разрезной, скролл; на машине фирмы «Зингер»: петлевой. Высота ворса на машине «Пантера» - 3,0![]() 19,0, на машине фирмы «Зингер» - 19,0. Частота вращения главного вала на машине «Пантера» - 900
19,0, на машине фирмы «Зингер» - 19,0. Частота вращения главного вала на машине «Пантера» - 900![]() 10 мин
10 мин![]() , на машине фирмы «Зингер» - 700
, на машине фирмы «Зингер» - 700![]() 10 мин
10 мин![]() .Теоретическая производительность машины «Пантера» 878,0 м
.Теоретическая производительность машины «Пантера» 878,0 м![]() /час (174,2 м.п/час), машины фирмы «Зингер» 682,9 м
/час (174,2 м.п/час), машины фирмы «Зингер» 682,9 м![]() /час (135,5 м.п/час).
/час (135,5 м.п/час).
![]()
![]()
![]() 1.4.2 Производительность прошивной машины
1.4.2 Производительность прошивной машины
Теоретическая и фактическая производительность прошивной машины (м/ч) определяется по формулам:
![]()
![]()
где n – число проколов игл в минуту, мин![]() ;
;
l – длина стежка, мм,
![]()
![]() - плотность прошивания по вертикали (длине), количество стежков на 10 см;
- плотность прошивания по вертикали (длине), количество стежков на 10 см;
Кпв - коэффициент полезного времени, равный 0,35-0,5.
Фактическая производительность прошивных машин значительно меньше теоретической из-за простоев, вызванных перезаправками шпулярника, ликвидацией обрывов нитей, устранением неисправностей в работе машины и др.
Производительность прошивных машин для производства изделии с неразрезными петлями ворса в 1,5 раза выше, чем производительность машин для производства изделий с разрезным ворсом. Производительность прошивных машин изменяется в зависимости от вида сырья, числа стежков и скорости вязания.
Похожие работы

... , что позволяет подвезти пачки к любому рабочему месту. Планировка цеха с расстановкой оборудования представлена на рисунке 5 5.3 Организация технологического процесса в швейном цехе Начальник цеха на еженедельном собрании получает задание на свой цех. В задании указывается наименование изделия, его размеры и количество. Из раскройного цеха поступают пачки кроя вместе с картами раскроя. В ...
... этот путь сейчас является базовым в оптимизации административно-управленческой деятельности и автоматизации прогрессивных производств. 1.2 Уровень развития ИТ в российском легпроме: оценка ситуации По оценкам исследователей, средний уровень развития информационных технологий на предприятиях легкой промышленности классификации CobiT соответствует второй модели зрелости («регулярной»). Это ...
... управления предприятием, создание эффективной финансово-экономической системы и переподготовки кадров управленческого звена [23, 5]. Представляется, что предприятиям легкой промышленности поиск потенциала роста необходимо осуществить в области системы управления и её структуры. Систему управления ОАО «Ростовская трикотажная фабрика» прежде всего определяет его организационно – правовая форма – ...

... уровнем образования, с месячным доходом более 375 грн, мужчины, женщины и дети в любом возрасте. Раздел 3. Экономическое обоснование затрат на создание предприятия и технологический процесс производства Таблица 3.1 Расчет затрат на оплату труда в процессе организации предприятия № Наименование работ Продолжительность работы, дни Численность занятых, чел. Заработная плата в день, грн ...
0 комментариев