Навигация
Транспортные средства цеха
37891
знак
4
таблицы
12
изображений
3.1.3.2 Транспортные средства цеха
Типы и конструкции транспортных устройств (конвейеров) разнообразны как по технологическому назначению, так и по конструктивным решениям.
Внутрицеховые технологические транспортные устройства разделяются:
по расположению трассы – на горизонтально-замкнутые и вертикально-замкнутые;
по числу ярусов и линий – на одно-, двух- и многоярусные, а также на одно-, двух- и многолинейные;
по числу пар изделий, находящихся в люльке, – на одно-, двух- и многопарные;
по технологическому назначению – для раскройных, вырубочных, заготовительных и пошивочных цехов.
На данном предприятии применяется конвейер UROSCARPA–MEM41 – горизонтально-замкнутый, многоярусный, двухлинейный, многопарный (емкость люльки: 4 пары), с относительно регламентированным ритмом работы.
Далее приведена характеристика многолинейного конвейера КО–14М.
Назначение конвейера – параллельная подача различных деталей низа обуви к рабочим местам при заданном на каждой линии ритме. Конвейер представляет собой несколько самостоятельно движущихся в одном направлении линий люлек с индивидуальными приводными и натяжными устройствами. Все линии вмонтированы в один каркас, состоящий из стоек, соединенных направляющими уголками. Ходовая часть конвейера состоит из четырех отдельных линий, каждая из которых имеет вертикально-замкнутую цепь с приваренными через шесть звеньев (420 мм) площадками. На каждой площадке жестко закреплены две люльки с шагом 210 мм. Конструкции концевых станций конвейера аналогичны, но в плане они взаимно повернуты на 180![]() . Каждая концевая станция имеет натяжное и сблокированное с ним приводное устройства на две линии трассы. Скорости каждой линии конвейера устанавливаются в зависимости от заданной производительности. Рабочий укладывает детали (согласно графику запуска) в люльки конвейера. На другом конце конвейера детали снимает контролер или упаковщик. Скорость каждой линии в течение смены можно изменять. Конвейер может быть четырех-, трех- и двухлинейным. Детали конвейера унифицированы. Его каркас собирается из стандартных секций длиной 1250 мм каждая, что позволяет поставлять конвейер любой длины; на каждой секции с обеих сторон конвейера смонтированы коробки, в которых крепятся штепсельные разъемы для подключения оборудования и трубы для силовой и световой проводок. Люльки конвейера выполнены из пластмассы.
. Каждая концевая станция имеет натяжное и сблокированное с ним приводное устройства на две линии трассы. Скорости каждой линии конвейера устанавливаются в зависимости от заданной производительности. Рабочий укладывает детали (согласно графику запуска) в люльки конвейера. На другом конце конвейера детали снимает контролер или упаковщик. Скорость каждой линии в течение смены можно изменять. Конвейер может быть четырех-, трех- и двухлинейным. Детали конвейера унифицированы. Его каркас собирается из стандартных секций длиной 1250 мм каждая, что позволяет поставлять конвейер любой длины; на каждой секции с обеих сторон конвейера смонтированы коробки, в которых крепятся штепсельные разъемы для подключения оборудования и трубы для силовой и световой проводок. Люльки конвейера выполнены из пластмассы.
Основные технические данные конвейера КО-14М
Габарит люльки, мм:
ширина …………………………………………………… 130
длина ……………………………………………………... 118
глубина …………………………………………………… 147
Шаг люлек, мм ………………………………………………… 210
Ширина конвейера, мм, при количестве линий:
четыре …………………………………………………….. 764
три ………………………………………………………… 584
две ………………………………………………………… 404
Высота конвейера, мм ………………………………………… 944
Длина конвейера, м ……………………………………….... 20 – 50
Скорость, м/мин …………………………………………. 0,29 – 0,7
Количество электродвигателей, шт. ……………………………. 4
Мощность электродвигателя, кВт …………………………….. 0,6
Конвейер выпускает серийно Елецкий механический завод.
На предприятии используются специальные пластмассовые ящики, вмещающие до 25 пар. Ящики вставляются друг в друга для экономии места. Применяется ручная тележка для перемещения относительно больших по объему грузов. Также используются передвижные четырехъярусные контейнеры с размерами ячейки 70![]() 48
48![]() 56 см .
56 см .
3.1.3.3 Объем транспортируемых партий и тара
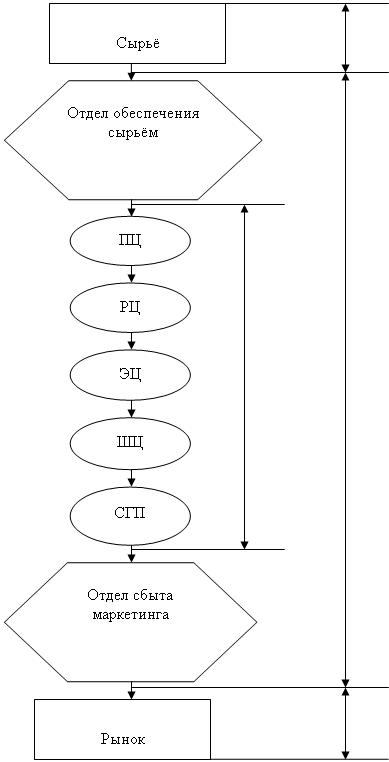
После пошивочного участка полученный полуфабрикат комплектуется по 60-120 пар и поступает в четырехъярусных контейнерах на сборочный участок. Далее колодки и полуфабрикат комплектуется по 4 пары и запускаются на конвейер. Полученная обувь со сборочного участка поступает в зону упаковки. Упаковка осуществляется в картонные коробки. Для транспортировки готовой обуви и полуфабриката на территории цеха используют также специальные пластмассовые ящики, вместимостью до 25 пар. Емкость люльки конвейера не превышает 4 пары.
3.2 Технология изготовления обуви
3.2.1 Характеристика модели обуви
Данная модель обуви – полуботинки мужские осенне-весеннего периода носки, с закреплением при помощи резинок, клеевого метода крепления, на формованной подошве с низким каблуком, тип заготовки – полуплоская, материал верха – натуральная кожа, материал подошвы – резина, черного цвета. Модель является повседневной.
Узел верха состоит из таких деталей как союзка с язычком, задинка, берцы, мягкий кант, подкладка под берцы, подкладка в пяточной части, подкладка под союзку, задник.
3.2.2 Технологический процесс одного из участков
В таблице 3 представлен технологический процесс сборки обуви (подготовительные и натяжные операции).
Таблица 3.
Технологический процесс сборки обуви (подготовительные и натяжные операции).
| № опер. | Наименование операции | Способ работы | Разряд рабочего | Оборудование |
| 1 | Запуск колодок и полуфабрикатов | Р | 2 | конвейер UROSCARPA –MEM41 |
| 2 | Прикрепление стелек к колодке | М | 2 | Vigeuano – OBE |
| 3 | Установка пяточного узла | Р | 4 | пневмопистолет |
| 4 | ВТО | Elettrotechnica – 267 | ||
| 5 | Удаление тексов из пяточной части | Р | 1 | кусачки |
| 6 | Обтяжка и затяжка носочно-пучковой части | М | 6 | Cerim – K78 |
| 7 | Обтяжка и клеевая затяжка заготовки на колодке | Р | 4 | клещи |
| 8 | Обтяжка и затяжка геленочной части на клей-расплав и пяточной части на гвозди | М | 6 | Cerim – K24SZ |
| 9 | ВТО | Elettrotechnica – 267 | ||
| 10 | Удаление временных крепителей | Р | 1 | стол, кусачки |
| 11 | Обработка заготовки феном | М | 3 | Elettrotechnica |
Похожие работы

... , что позволяет подвезти пачки к любому рабочему месту. Планировка цеха с расстановкой оборудования представлена на рисунке 5 5.3 Организация технологического процесса в швейном цехе Начальник цеха на еженедельном собрании получает задание на свой цех. В задании указывается наименование изделия, его размеры и количество. Из раскройного цеха поступают пачки кроя вместе с картами раскроя. В ...
... этот путь сейчас является базовым в оптимизации административно-управленческой деятельности и автоматизации прогрессивных производств. 1.2 Уровень развития ИТ в российском легпроме: оценка ситуации По оценкам исследователей, средний уровень развития информационных технологий на предприятиях легкой промышленности классификации CobiT соответствует второй модели зрелости («регулярной»). Это ...
... управления предприятием, создание эффективной финансово-экономической системы и переподготовки кадров управленческого звена [23, 5]. Представляется, что предприятиям легкой промышленности поиск потенциала роста необходимо осуществить в области системы управления и её структуры. Систему управления ОАО «Ростовская трикотажная фабрика» прежде всего определяет его организационно – правовая форма – ...

... уровнем образования, с месячным доходом более 375 грн, мужчины, женщины и дети в любом возрасте. Раздел 3. Экономическое обоснование затрат на создание предприятия и технологический процесс производства Таблица 3.1 Расчет затрат на оплату труда в процессе организации предприятия № Наименование работ Продолжительность работы, дни Численность занятых, чел. Заработная плата в день, грн ...
0 комментариев