Навигация
Сведения об ассортименте продукции, пошиваемой на предприятии
37891
знак
4
таблицы
12
изображений
2.1 Сведения об ассортименте продукции, пошиваемой на предприятии
ОАО «Знамя индустриализации» - первенец первых пятилеток. Фабрика вступила в строй 7 ноября 1930 года.
Сегодня это большое, современное предприятие с четко налаженным циклом.
На фабрике 4 пошивочных цеха. В настоящее время предприятие специализируется по выпуску мужской и женской верхней одежды: пальто, полупальто, плащи, костюмы.
В начале 80-х в швейной отрасли сложилось неблагоприятное положение на потребительском рынке вследствие того, что не обновлялся ассортимент швейных изделий. Тогда и началась борьба за покупателя. Результаты изучения и прогнозирования спроса стали исходными данными для формирования новых видов ассортимента.
В настоящее время предприятие пошивает одежду для ведущих фирм Америки, Дании, Голландии, а также ближнего зарубежья («Зима-Лето», «РНВ», «Морис», «RoyalSpirit», «Sanito Fortuno»).
Производственная мощность предприятия составляет 240 тыс. ед. швейных изделий.
Режим работы на предприятии – односменный.
Структура предприятия следующая: 4 пошивочных цеха, подготовительный, раскройный. Имеется вспомогательное производство: механический цех, ремонтно-строительный цех, ПСХ, электроцех, сортировочный, склад готовой продукции, автотранспортный участок.
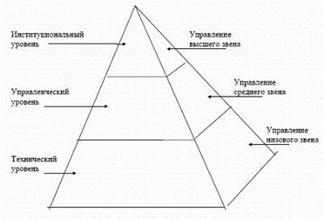
На рисунке 10 представлена схема организационной структуры ОАО «Знамя индустриализации».
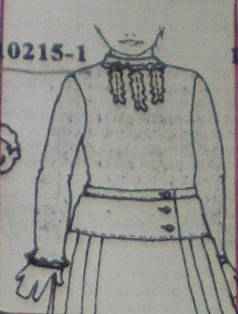
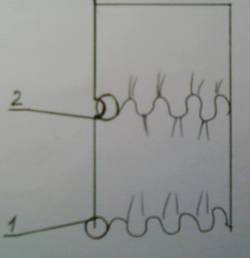
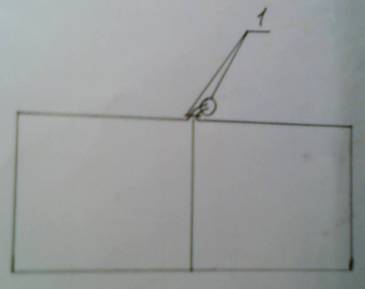
На рисунке 11 представлен внешний вид одного из пошиваемых на предприятии изделий (полупальто мужское).
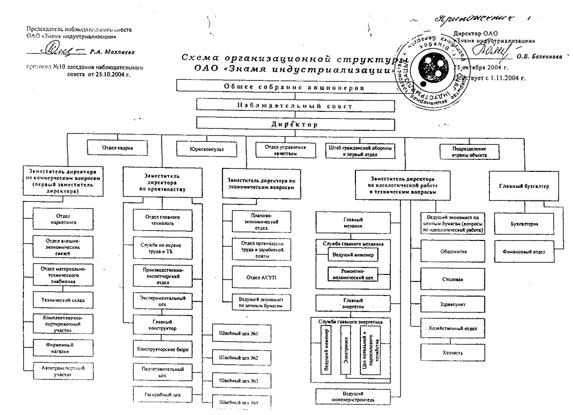
Рисунок 10 Схема организационной структуры ОАО «Знамя индустриализации»
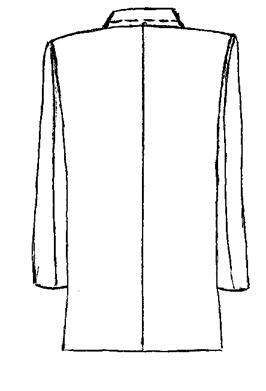

Рисунок 11 Внешний вид изделия
Описание внешнего вида изделия
Полупальто мужское с центральной бортовой застежкой на тесьму-молнию, скрытую напуском из переда.
Перед с боковыми прорезными карманами с втачной листочкой. В шов обтачивания листочки вставлен кожаный кант.
Спинка со средним швом.
Воротник отложной с отрезной стойкой.
Рукава втачные двухшовные.
Внутренние края подбортов и обтачки горловины окантованы тесьмой из подкладочной ткани.
Полупальто на подкладке и утепляющей прокладке до низа. Подкладка соединена с утепляющей прокладкой на многоигольной машине ромбами 5![]() 5 см. Подкладка по низу притачная. Подкладка переда с внутренними карманами с двумя обтачками из подкладочной ткани.
5 см. Подкладка по низу притачная. Подкладка переда с внутренними карманами с двумя обтачками из подкладочной ткани.
Карманы застегиваются:
на правом переде подкладки – на петлю на отделочном треугольнике и пуговицу;
на левом переде – на тесьму-молнию.
На левом переде подкладки обработан дополнительный внутренний карман с двумя обтачками из подкладочной ткани.
Изделие с пристежкой, состоящей из двух слоев. Внешний слой пристежки из подкладочной ткани, внутренний слой состоит из двух частей: верхняя часть соединена с утеплителем на многоигольной машине ромбами 5![]() 5 см, нижняя часть из пледа с утеплителем. В шов стачивания частей внутреннего слоя пристежки вставлен кант с наполнителем. На верхней части левого переда пристежки обработан внутренний карман с двумя обтачками из подкладки, застегивающийся на тесьму-молнию. На нижней части левого переда пристежки обрабатывается вертикальный внутренний карман с двумя обтачками из подкладки, застегивающийся на тесьму-молнию. Пристежка крепится к верху на тесьму-молнию и на навесные петли и пуговицы в верхних и нижних точках пройм. Края пристежки окантовываются тесьмой из подкладочной ткани.
5 см, нижняя часть из пледа с утеплителем. В шов стачивания частей внутреннего слоя пристежки вставлен кант с наполнителем. На верхней части левого переда пристежки обработан внутренний карман с двумя обтачками из подкладки, застегивающийся на тесьму-молнию. На нижней части левого переда пристежки обрабатывается вертикальный внутренний карман с двумя обтачками из подкладки, застегивающийся на тесьму-молнию. Пристежка крепится к верху на тесьму-молнию и на навесные петли и пуговицы в верхних и нижних точках пройм. Края пристежки окантовываются тесьмой из подкладочной ткани.
2.2 Основные сведения о технологическом потоке
Технологические процессы в швейных цехах занимают 90% всей трудоёмкости изготовления изделий.
Комплектный крой в пошивочные цеха поступают по лифту из раскройного цеха. Мастер принимает крой согласно маршрутных листов и конфекционной карты.
Во всех пошивочных цехах действуют агрегатно-групповые потоки. Запуск полуфабрикатов последовательный.
Мастер в начале смены производит расстановку рабочих. Затем принимает крой и фурнитуру, проверяет комплектность. Мастер обязан знать работу по каждой технологической операции. В конце смены мастер подводит итоги за день. Каждая работница должна проверить машину, смазать, почистить, т. е. привести в порядок рабочее место. У каждой работницы на рабочем месте имеется инструкционная карта, где указывается: перечень операций, технические условия. На заготовительной секции работница передаёт полуфабрикаты в монтажную секцию.
Организация контроля качества происходит по следующим мероприятиям:
- самоконтроль;
- взаимоконтроль;
- межоперационный контроль;
- выборочный поузловой контроль.
Для улучшения качества выпускаемой продукции на фабрике введён межоперационный контроль.
Принятые изделия сдаются на склад готовой продукции.
Основные сведения о технологическом потоке:
1. выпуск изделий в смену – 185 ед.;
2. количество рабочих – 58;
3. время изготовления изделия – 8607 с (2,5 ч);
4. способ запуска моделей в поток – последовательный;
5. способ питания потока – пачковый;
6. размер пачки – до 30 ед.;
7. способ запуска кроя и п/фабрикатов – централизованный (монтажная секция), децентрализованный (подготовительная секция);
8. характер движения предметов труда – прямолинейный (монтажная и отделочная секция), зигзагообразный (подготовительная секция);
9. расположение рабочих мест – поперечное;
10. оснащенность транспортными средствами – междустолья, кронштейны, тележки;
11. преемственность смен – несъемная.
2.3 Основные технико-экономические показатели потока
Основные технико-экономические показатели:
1. время на изготовление изделия – 8607 с;
2. такт – 155 с;
3. расчетная численность рабочих – 55,5 чел.;
4. фактическая численность рабочих – 56 чел.;
5. удельный вес работ по технически обоснованным нормам – 95,65 %;
6. процент освоения технически обоснованных затрат – 98,44 %;
7. выпуск изделий в смену – 185 ед.
2.4 Технологическая последовательность
В таблице 1 представлен фрагмент технологической последовательности изготовления изделия (обработка воротника).
Таблица 1.
Техническое описание
| № узла | № опе-рации | Наименование неделимой операции | Специаль-ность | Раз-ряд | Техн. обосн. затр. време-ни, с | Наимен. оборуд. и средств тех. оснастки |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Обработка воротника (стачивание срезов) | ||||||
| 355 | 10 | Притачать стойку к верхнему воротнику | м | 5 | 30 | 1597 кл |
| 47 | 15 | Высечь припуски шва в концах | р | 2 | 5 | ножницы |
| 47 | 206 | Надсечь припуски (6 надсечек ) | р | 2 | 12 | ножницы |
| 352 | 331 | Расстрочить шов притачивания стойки к верхнему воротнику | см | 5 | 36 | 852 кл |
| 352 | 305 | Расстрочить шов притачивания стойки к нижнему воротнику | см | 5 | 36 | 852 кл |
| 380 | 440 | Приутюжить шов притачивания стойки к нижнему воротнику после пристрачивания отделочной строчки | у | 4 | 13 | УППМ |
| 370 | 20 | Наметить линию обтачивания углов воротника | р | 3 | 75 | мел |
| Итого по узлу | 207 | - | ||||
Похожие работы

... , что позволяет подвезти пачки к любому рабочему месту. Планировка цеха с расстановкой оборудования представлена на рисунке 5 5.3 Организация технологического процесса в швейном цехе Начальник цеха на еженедельном собрании получает задание на свой цех. В задании указывается наименование изделия, его размеры и количество. Из раскройного цеха поступают пачки кроя вместе с картами раскроя. В ...
... этот путь сейчас является базовым в оптимизации административно-управленческой деятельности и автоматизации прогрессивных производств. 1.2 Уровень развития ИТ в российском легпроме: оценка ситуации По оценкам исследователей, средний уровень развития информационных технологий на предприятиях легкой промышленности классификации CobiT соответствует второй модели зрелости («регулярной»). Это ...
... управления предприятием, создание эффективной финансово-экономической системы и переподготовки кадров управленческого звена [23, 5]. Представляется, что предприятиям легкой промышленности поиск потенциала роста необходимо осуществить в области системы управления и её структуры. Систему управления ОАО «Ростовская трикотажная фабрика» прежде всего определяет его организационно – правовая форма – ...

... уровнем образования, с месячным доходом более 375 грн, мужчины, женщины и дети в любом возрасте. Раздел 3. Экономическое обоснование затрат на создание предприятия и технологический процесс производства Таблица 3.1 Расчет затрат на оплату труда в процессе организации предприятия № Наименование работ Продолжительность работы, дни Численность занятых, чел. Заработная плата в день, грн ...
0 комментариев