Основные этапы проектирования упаковки
Классификация тары и упаковки
Классификация по каталогу ECMA
Анализ художественного оформления упаковки для новогодних подарков
Исторические - готический шрифт вызывает ассоциации с временами рыцарства и поклонения прекрасной даме, а рубленый - с эпохой революции
Выбор материала
Общая схема для разработки технологии
Штанцевание
Мм и 1 нож =90 мм
Проектирование контрштампа
Навигация
Проектирование контрштампа
Проект упаковки для пищевой промышленности
109007
знаков
1
таблица
16
изображений
4.8 Проектирование контрштампа
Контрштамп, являющийся ответной частью штанцевального штампа, представляет собой систему биговочных каналов, оси, симметрии которых строго совпадают с осями симметрии соответствующих биговальных ножей штанцевального штампа.
По конструктивному исполнению контрштампы бывают съемными и несъемными. Съемные контрштампы монтируются на специальных съемных плитах, несъемные - непосредственно на плите (талере) штанцевального оборудования.
Биговочные каналы контрштампов могут быть выполнены из различных материалов: прессшпана (прессованного картона), пластмасс, фотополимерных пластин, слоистых прессованных материалов и металла.
Контрштампы из пластмассовых биговальных матриц с юстировочными направляющими изготавливают по другой технологии. Отрезанные до требуемой длины биговальные матрицы монтируют на соответствующие биговальные ножи штанцевального штампа, вставляя их до упора в посадочном канале юстировочной направляющей (рис 4.6, а). После установки штанцевального штампа в штанцевальную машину с оснований биговальных матриц удаляют защитную бумагу, обнажая клеевой слой. Затем осуществляют прямой рабочий ход штанцевальной машины, в конце которого биговальные матрицы прижимаются к опорному столу машины (талеру) или к специальной съемной стальной плите и приклеиваются (рис 4.6, б). При обратном ходе штанцевальной машины биговальные ножи освобождаются из юстировочных направляющих приклеенных биговальных матриц (рис. 4.6, в). После удаления юстировочных направляющих (рис. 4.6, г) контрштамп готов к работе.
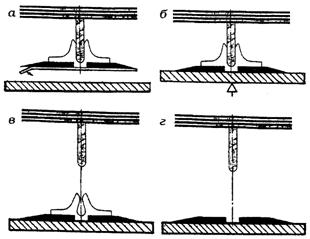
Рис. 4.6 Схема изготовления контрштампов из пластмассовых биговальных матриц с юстировочными направляющими
Выберем этот способ изготовления контрштампа. Теперь подберём подходящие биговальные матрицы.
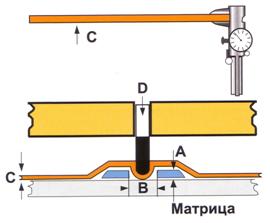
Рис. 4.7 Биговальная матрица
2.8 Высота матрицы (А) = (С) Толщина картона
Ширина Две толщины
биговального паза (В) = картона (2С)
+
Толщина биговальной
линейки (D)
В = 2*0,35+0,71=1,41 мм
Теперь по специальной таблице выберем тип биговальных матриц исходя из высоты матрицы и ширины биговального паза.
Биговальные матрицы JAZZ(см. таблицу 1) изготовлены из микрополиэстра.


Таблица 1
Профиль биговальных матриц JAZZ был специально разработан для применения на высокоскоростных штанц-автоматах.
Закругления не имеют граней. Скос матрицы исключает застревание листа при попадании его в штанцевальную секцию.
Юстировочная направляющая матрицы имеет специально разработанную конструкцию, обеспечивающую перпендикуляр матрицы относительно биговальной линейки, что позволяет добиться наиболее точного совмещения при работе штамповой пары: линейка-матрица. Увеличенная в размере защитная бумага по отношению к ширине матрицы облегчает ее удаление и позволяет быстрее переналадить оборудование к работе с новым тиражом. Проект контрштампа для разрабатываемой штанц-формы см. на рис.4.8.
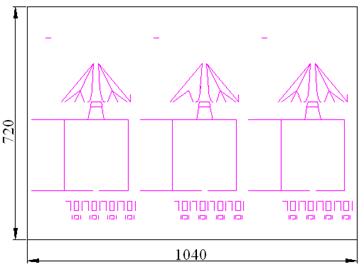
Рис. 4.8 Контрштамп
4.9 Удаление облоя и разделение заготовок
Удаление облоя и разделение заготовок упаковки можно осуществить автоматически на штанцевальной машине и вручную. Вручную удаляют облой и разделяют заготовки при выполнении маленьких заказов [2]. Для облегчения разделения можно использовать специальные приспособления для удаления облоя. В данном случае тираж маленький, поэтому вышеперечисленные операции производятся вручную.
4.10 Фальцевание
Процесс фальцевания также производится вручную.
Так как конструкция упаковки достаточно сложная и не позволяет использовать автоматические линии для фальцевания.
4.11 Упаковывание заготовок тары
Заготовки тары в виде плоского раскроя или в сфальцованном и соединенном по боковому шву виде, а также комплектующие детали решетки и другие изделия - укладывают в пачки или кипы массой 20-25 кг и обвязывают. В каждой кипе должны быть ящики или вспомогательные упаковочные средства одного размера. Обвязывают по большой стороне одним поясом при длине кипы до 600 мм, двумя поясами - при большей длине. Два пояса допускается располагать крестообразно. В местах возможного повреждения кипы ящиков применяются картонные прокладки или уголки.
Существуют следующие виды обвязки кип ящиков: шпагатом; металлической лентой; полимерной лентой; бумажной лентой; плоской или| круглой проволокой.
Обвязку пачек заготовок тары производят механизированным способом, на специальных обвязочных станках и автоматах или с помощью ручного инструмента. Ручные машины применяют при выпуске небольшого количества ящиков, а также при увязке больших пакетов, сформированных на поддоне. Для обвязки пачек заготовок крупных партий тары применяют автоматические лентообвязочные машины. Если обвязку осуществляют металлической лентой (ГОСТ 3560-73) или полимерной лентой, то соединение концов ленты производят сваркой. Наиболее часто применяют ленты из ориентированного полипропилена. Полипропиленовая лента более эластична и удобна для обвязки пачек ящиков.
Имеются машины для обвязки пачек проволокой (ГОСТ 7480-73). Для того чтобы проволока не подрезала картон на углах пачки, под неё| подкладывают угловые прокладки из картона. Соединение круглой проволоки производят скручиванием. Плоская проволока соединяется при помощи сварки.
Для обвязки пачек ящиков более эффективным является применение бумажной ленты, что предотвращает порчу ящиков на углах.
С целью обеспечения механизации погрузочно-разгрузочных работ при транспортировании готовой продукции потребителям необходимо, укрупнять грузовые единицы. Для этого производят укладку пачек в транспортные пакеты на стандартном поддоне или без него с образованием так называемых транспортных единиц. Чтобы сформировать плотный пакет, применяют упаковочные прессы. Герметичность и фиксацию пачек на транспортном поддоне обеспечивают путем упаковывания транспортных единиц в стрейч-пленки или в термоусаживаемые плёнки. Таким образом транспортируют заготовки картонных упаковок, если упаковывание продукции в них осуществляется на другом предприятии.
Заключение
Выполнен процесс проектирования конструкции и технологии производства упаковки для пищевой промышленности на примере упаковки для новогодних подарков. Это задача решена с применением современных требований, а также с использованием систем автоматизированного проектирования упаковки (в данном случае программ AutoCAD, Paint).
На первом этапе было проведено исследование и анализ рынка новогодней упаковки. Анализ рынка проведён по каталогам дизайнерских решений ведущих фирм (Linia Grafic,___и др.), а также по ассортименту ведущих супермаркетов («Седьмой континент», «Рамстор» и др.). Исследования в супермаркетах автором проведены лично, фотографии аналогов приведены в главе 2.
Из этого исследования были сделаны выводы: какая упаковка нужна, какие главные недостатки у существующих аналогов как в конструкции, так и в оформлении. Также отмечены недостатки по позиционированию продукции в местах продаж.
Далее были приведены результаты проектирования упаковки:
· изометрическая проекция с открытой крышкой;
· чертёж развёртки упаковки в плоском виде, с условным обозначением линий высечки и линий бигования;
· проект дизайна новогодней упаковки в трёхмерном виде;
· выбран материал;
· комплект чертежей конструктивной и изобразительной составляющих дизайна выполнен в электронном виде с помощью прикладных программ AutoCAD, Paint;
· изготовлен макет упаковки с помощью плоттера____________;
· после испытания макета проведена доработка конструкции с внесением изменений в рабочие чертежи.
В следующей части была разработана технология изготовления новой конструкции упаковки:
· выбор типа печати и печатной машины, оптимальных для производства этой упаковки;
· выбор штанцевальной машины;
· расчёт необходимого количества печатных форм;
· разработка соответствующей штанц-формы;
· расчёт необходимого количества материала;
· разработка контрштампа;
· разработка процесса фальцевания;
· разработка технологии упаковки готовых заготовок в транспортную тару.
В итоге получен комплект чертежей, макет новогодней упаковки и технология её производства.
Список литературы:
1. Ефремов Н.Ф. Тара и её производство: Учебное пособие. - М.:МГУП, 2001. – 312с.
2. Ефремов Н.Ф. , Васильев А.И., Хмелевский Г.К.Проектирование упаковочных производств. Часть 1: Учебное пособие. - М.:МГУП, 2004 – 396с.
3. Варепо Л.Г. Производство упаковки из бумаги, картона и гофрокартона: Уч. Пособие. - Омск: Изд-во ОГТУ, 2002. – 198 с.
4. Зирнзак Л.Ф., Леймонт Л.Л., Самарин Ю.Н., Штоляков В.И. Листовые офсетные печатные машины: Уч. Пособие. - М.: МГУП, 1998. – 136 с.
5. Ефремов Н.Ф., Лемешко Т.В., Чуркин А.В. Конструирование и дизайн тары и упаковки: Учебник для вузов. – М.: МГУП, 2004. – 242 с.
6. Аксёнова Т.И., Ананьев Т.В., Дворецкая Н.М. и др.; под ред. Розанцева Э.Г. Технология упаковочного производства: Учебник для вузов. – М.: Колос, 2002. – 184с.
7. Локс Ф.; Пер. с англ. Наумовой О.В.; под ред. Наумова В.А. Упаковка и экология: Учебное пособие. – М.: МГУП, 1999. – 220 с.
8. Стюарт Б.; Пер. с англ. Грачёва В.В. Упаковка как инструмент эффективного маркетинга: Учебное пособие. – М.: МГУП, 1999. – 144 с.
9. Киппхан Г.; Пер. с нем. Энциклопедия по печатным средствам информации. Технологии и способы производства. – М.: МГУП, 2003. – 1280 с.
10. Ефремов Н.Ф., Гротов А.С., Ефремов Д.Н., Сизов Е.В., Фирсова В.Ю., Кононюк Т.М. Автоматизированное проектирование упаковки: Учебное пособие. – М.: МГУП, 2005
11. Каталог продукции 2005 г. ЗАО «Полиграфспецснаб»
12. Прайс – лист осень – зима 2004 г. фирмы «Берег»
Похожие работы
... специалистов, рост рынка составил около 12% за год, причем рост объемов по некоторым наиболее успешным сегментам составил 30% и более. Организация производства пластиковой упаковки в г.Люберцы Московской области. Общая характеристика рынка. Рынок изделий из полимерных материалов Московского региона характеризуется определенными особенностями: · компании, действующие в рассматриваемой ...
... лаки обычно используются для тех работ, где требуется максимально высокий уровень глянца. Однако нецелесообразным является применение УФ – лаков на материалах, использующихся для упаковки пищевых продуктов. В случае для химической и фармацевтической промышленности УФ лак это как раз допустимо. показатели Mattlack g8/109 Mattlack g8/144 Speziallack g8/187 r покрытие матовый лак высоко ...
... структура и современный уровень развития пищевой промышленности. По состоянию производственно-технической базы, структурой, технико-экономическими показателями и развитием инфраструктуры пищевая промышленность Украины значительно отстает от экономически развитых стран, в особенности относительно комплексной переработки сырья, механизации и автоматизации производственных процессов, а также ...
... продукцию в значительной степени зависит от изменения цен на топлива и энергоносители. Указанные обстоятельства позволили автору сделать вывод о том, что применительно к управлению рисками инвестиционных проектов в пищевой промышленности фундаментальный анализ второго уровня должен отличаться от классического (при использовании того же инструментария). Автор считает, что этот анализ не должен ...
0 комментариев