Основные этапы проектирования упаковки
Классификация тары и упаковки
Классификация по каталогу ECMA
Анализ художественного оформления упаковки для новогодних подарков
Исторические - готический шрифт вызывает ассоциации с временами рыцарства и поклонения прекрасной даме, а рубленый - с эпохой революции
Выбор материала
Общая схема для разработки технологии
Штанцевание
Мм и 1 нож =90 мм
Проектирование контрштампа
Навигация
Штанцевание
Проект упаковки для пищевой промышленности
109007
знаков
1
таблица
16
изображений
4.4 Штанцевание
Выберем тип и марку штанцевальной машины: выбираем автоматический плоскоштанцевальный пресс фирмы BOBST SA – SP 104-ER [3]:
· формат листа: мин. – 400х350 мм, макс. – 1040х740 мм;
· бумага/картон: 80 – 2400 г/м2;
· высота гофрированного слоя: до 4 мм;
· усилие высечки макс.: 250 т.;
· производительность: 8000 лист./час.
4.5 Раскладка на лист
Теперь необходимо выбрать формат листов картона. При выборе нужно руководствоваться следующими требованиями [2]:
· размеры и конструктивные особенности развёртки упаковки;
· размер форматов листов картона, перерабатываемых основным технологическим оборудованием;
· максимальное значение функции КИМ.
Обычно при выборе формата главным показателем является КИМ, но в данном случае развёртка упаковки не является экономичной и КИМ равен 82 %.
КИМ=ΣSрз/Sф
ΣSрз – суммарная площадь раскроев индивидуальных заготовок упаковки, размещённых на оптимизируемом формате листа;
Sф – общая площадь формата листа.
КИМ=609*335/720*1040=81,7 %Позиционирование является сложной технической задачей. Позиционирование определяет качество выполнения основных технологических процессов: печати и штанцевания. При позиционировании следует предусматривать возможность равномерного распределения давления по площади листа в процессах печати и штанцевания. От позиционирования зависят механические свойства упаковки. Развёртки упаковки необходимо ориентировать относительно машинного направления картона. Оно определяет ось максимальной жёсткости [2].
Раскладка на лист представлена на рис. 4. 4. При раскладке на лист мы учли машинное направление листа картона. Расположив развёртку таким образом, чтобы максимальная жёсткость была оправдана конструкцией. Также мы учли особенности основного технологического оборудования по передней кромке листа, по боковым и задней кромкам – область захвата оставлено достаточно места.
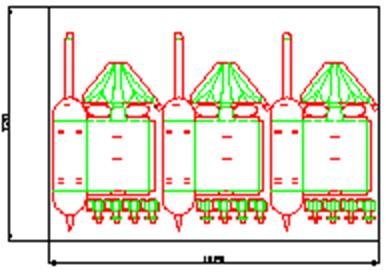
Рис. 4.4 Раскладка на лист
4.6 Расчёт необходимого количества картона
По заданию необходимо выпустить 3500 штук новогодней упаковки. Для этого мы должны знать количество картона необходимого для выпуска заданного количества продукции. Расход материала удобнее выражать в единицах веса [2]:
Р=S*q
S – площадь листов картона заданного формата, необходимого для производства заданного количества упаковок;
q – масса 1 м2 картона.
К=N/n
К – количество листов картона заданного формата, необходимого для производства заданного количества упаковок;
N – общее количество упаковки;
n – количество раскроев на 1 листе.
К=3500/3=1167 листовS=1167*720*1040=873849600 мм2=873,8496 м2
Р=873,8496*240=209723,904 г =209,72 кг
Таким образом, для производства 3500 штук упаковки необходимо 209,72 кг картона форматом 720х1040 мм.
4.7 Проектирование и расчёт оснастки
4.7.1 Расчёт необходимого количества печатных форм
Тиражестойкость монометаллических офсетных печатных форм – 120-150 тыс. оттисков. По заданию нужно получить 1167 оттисков. То есть, нужна одна форма, так как красочность равна 4, то по 1 форме на каждую краску. Общее количество форм равно 4.Также необходима 1 форма для выборочного лакирования. Используем форму высокой печати или формную пластину со снятым копировальным слоем для нанесения лака на отдельные участки оттиска.
4.7.2 Проектирование штанцевального штампа
Штанцевание является комбинированным совмещённым технологическим процессом. Он включает комплекс операций, определяющих форму, геометрические размеры и конструктивные особенности упаковки из картона: высечку контура развёртки, биговку линий сгиба на развёртке, нанесение перфорации, надрезку и рицовку. В зависимости от конструкции получаемой упаковки в штанцевание могут входить не все перечисленные операции, а лишь необходимые. Различные операции оказывают взаимное влияние друг на друга, а конструктивные особенности комбинированных штанцевальных форм определяют технологические возможности изготовления того или иного вида упаковки, а также технико-экономические показатели. Для изготовления штанц-форм необходима следующая информация:
· Комплект графических материалов: технологический чертеж развертки упаковки в плоскости с указанием типов линий (рез, биговка, перфорация и т.п.);
· файлы в требуемых форматах векторной графики (желательно в масштабе 1:1). Необходимо указать, что изображено в файле - вид на печатный лист («лицо печати») или на рабочую сторону штампа («лицо штампа»);
· тип (бумага, картон, гофрокартон и т.п.) и толщина материала упаковки (для подбора высоты и толщины биговальных линеек);
· тип и особенности контрштампа;
· габариты штампа (основы) и/или величин отступа от краёв фанеры до ближайших линеек;
· тип и марку штанцевальной машины,
· комплектность поставки:
v штанцевальный штамп;
v контрштамп;
v оснастка для удаления отходов;
v оснастка для разделения заготовок.
· при использовании перфорационных и специальных линеек,
дополнительную информацию по этим линейкам (например, шаг
перфорации (длина реза и пробела) в мм или пунктах (pt) и т.п.).
Выполняют штанцевание на тигельных и роторных штанцевальных машинах [2].
· Комплект графических материалов можно посмотреть на рис. 3.1, 3.2.Тип и все параметры используемого картона приведены в пункте 3.1.
На основе исходных данных была спроектирована штанцевальная форма для новогодней упаковки, она представлена на рис. 4.5.
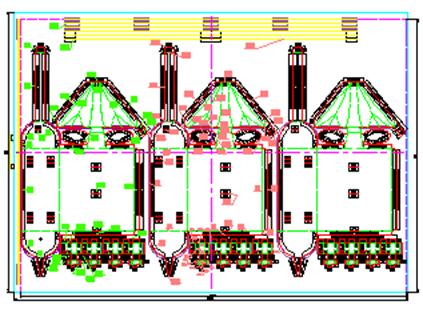
Рис. 4.5 Проект штанц-формы для новогодней упаковки
4.7.3 Расчёт весовой балансировки штанцевального штампаШтамп должен быть сбалансирован относительно двух осей X и Y, для этого сумма моментов должна быть равна нулю [1]:
ΣМx=0
ΣМy=0
Проводим две оси симметрии X и Y. Ставим знаки «+» и «-» произвольно по обе стороны осей симметрии
За силу принимаем вес ножа Р длиной L, точкой приложения является середина ножа.
Высоту высекальных ножей берём равной 23,8 мм, а высоту биговальных ножей – 23,4 мм.(толщина 1,05 мм).
Здесь использованы режущие ножи VICING MM с односторонней заточкой высотой 23,8 мм, их параметры:
· жёсткость - 44 HRC;
· толщина 2 pt;
· изгибаемость - R = 0.2, a=110о.
Биговальные ножи типа RLNor с высотой равной 23,4 мм, толщиной – 2 pt.
При таких данных вес 100 погонных метров равен 13 кГ и 10 кГ соответственно. Способом пропорции рассчитываем вес всех, используемых ножей [2]:
Рij=(Lij*Р)/100
ΣМx=Р1-2*ОХ1+ Р5-6*ОХ2 + Р3-4*ОХ3+ Р3-3а-4-4а*ОХ4+ Р2-27*ОХ5 + Р4-28*ОХ5’+
Р4-32*ОХ6+ Р31-32*ОХ7+Р2-29*ОХ8+ Р6-30*ОХ9+ Р29-30*ОХ10+ Р27-28*ОХ11+
Р23-24*ОХ12+ Р25-26*ОХ13+2* Р7-8*ОХ14+ 2*Р9-10*ОХ15+ 2*Р15-16*ОХ16+
2*Р17-18*ОХ17 - Р1-3*ОХ18- Р43-44*ОХ19 –Р45-46*ОХ20- Р3-46*ОХ21 -
Р41-42*ОХ22- Р1-33*ОХ23- Р5-34*ОХ24 - Р33-34*ОХ25 - Р33-35*ОХ26 -
Р34-36*ОХ27-Р37-38*ОХ28-Р39-40*ОХ29- Р57-59*ОХ30- Р59-60*ОХ31- Р60-61*ОХ32-
Р61-62*ОХ33- Р62-63*ОХ34-Р58-63*ОХ35 – Р64*ОХ36- Р65*ОХ37 -
Р58-66*ОХ38- Р51-52*ОХ39 –Р48-50*ОХ40-2*(Р51-51а*ОХ41 – Р44-44а*ОХ42-
Рд1*ОХ43- Р47-48*ОХ44 – Р48-57*ОХ45 –Р53-54*ОХ46- Р57-67*ОХ47- Р53-69*ОХ48-
Р71-73*ОХ49- Р75-77*ОХ49- Р76-77*ОХ50) +4*(Р81-82*ОХ51+ Р83-84*ОХ52+
Р104-105*ОХ53+Р102-103*ОХ54+ Р84-85*ОХ55+ Р86-105*ОХ56 + Р97-102*ОХ57+
Р98-101*ОХ58 +Р86-87*ОХ59+ Р96-97*ОХ60 + Р88-89*ОХ61+ Р87-90*ОХ62+ Р90-91*ОХ63 +
Р92-93*ОХ64 –Р96-109*ОХ65+ Р110-111*ОХ67+Р94-95*ОХ68+Р112-113*ОХ69+
Р81-83*ОХ70+ Р84-105*ОХ71+ Р84-105*ОХ72+ Р103-104*ОХ73+
Р101-102*ОХ74+Р100-101*ОХ75 + Р84-106*ОХ76+ Р102-105*ОХ77 + Р107-108*ОХ78+
Р82-86*ОХ79 +Р86-97*ОХ80+ Р97-98*ОХ81 +Р98-99*ОХ82+ Р87-88*ОХ83+ Р87-96*ОХ84 +
Р95-96*ОХ85 +Р89-90*ОХ86+ Р90-93*ОХ87+Р93-94*ОХ88+ Р91-92*ОХ89)+ Р197-198*ОХ90
ΣМx=3*[0,286+0,22+0,22+0,31+0,40+0,19+0,28+0,50+0,27+0,07+0,06+0,013+
0,035+0,0078+0,03+0,019+0,019+0,0019+0,017+0,043+0,043+0,198+0,41+0,41+
0,039+0,15+0,024+0,22+0,13+0,27+0,009+0,021+0,0031+0,0036+0,018+0,018+
0,017+2*(0,012+0,0063+0,079+0,021+0,065+0,00034+0,19+0,16+0,14+0,049+
+0,031)+4*(0,13+0,092+0,30+0,10+0,076+0,11+0,08+0,09+0,064+0,017+0,074+
0,034+0,088+0,041+0,035+0,036+0,037+0,043+0,077+0,030+0,058+0,040+0,09)]
=19,293 кГ*см
Выбираем произвольную координату Xk= 32
Pk= ΣМx/Xk
Pk=19,293/32=0,6029 кГ
Теперь определим длину компенсационного ножа L: L= (Pk*l)/PL=0,6029*100/13=4,638 м
Так как штанц-форма меньше по размеру, то следует поставить 6 ножей по 773 мм.
ΣМy=[(Р1-2*ОY1+ Р5-6*ОY2 + Р3-4*ОY3+ Р3-3а-4-4а*ОY4+ Р2-27*ОY5 + Р4-28*ОY5’+
Р4-32*ОY6+ Р31-32*ОY7+Р2-29*ОY8+ Р6-30*ОY9+ Р29-30*ОY10+ Р27-28*ОY11+
Р23-24*ОY12+ Р25-26*ОY13+2* Р7-8*ОY14+ Р11-12*ОY15+ Р9-10*ОY16+
Р13-14*ОY17 + Р15-16*ОY18+ Р19-20*ОY19 +Р17-18*ОY20+ Р21-22*ОY21 +
Р1-3*ОY22+ Р43-44*ОY23+ Р45-46*ОY24 + Р3-46*ОY25 + Р41-42*ОY26 +
Р1-33*ОY27+ Р5-34*ОY28+Р33-34*ОY29+ Р33-35*ОY30+ Р34-36*ОY31+ Р37-38*ОY32+
Р39-40*ОY33+ Р57-59*ОY34+Р59-60*ОY35 + Р60-61*ОY36+Р61-62*ОY37 +
Р62-63*ОY38+ Р62-63*ОY39+Р58-63*ОY40+Р64*ОY41 + Р65*ОY42+
Р58-66*ОY43+ Р51-52*ОY44 + Р48-50*ОY45 +Р51-51a*ОY46+ Р52-52a*ОY47+
Р44-44a*ОY48+ Р45-45a*ОY49+ Рд1*ОY49+ Рд2*ОY50 +Р47-48*ОY51+
Р49-50*ОY52+ Р48-57*ОY53+Р50-58*ОY54+ Р53-54*ОY55+ Р55-56*ОY56 +
Р57-67*ОY57+ Р58-68*ОY58 +Р53-69*ОY59+ Р55-70*ОY60 + Р71-73*ОY61+ Р72-74*ОY62+
Р75-77*ОY63 + Р79-80*ОY64 + Р76-77*ОY65 + Р78-80*ОY67)* +(Р81-82*ОY68+
Р83-84*ОY69+ Р104-105*ОY70+ Р102-103*ОY71+ Р84-85*ОY72+ Р86-105*ОY73+
Р97-102*ОY74+Р98-101*ОY75 + Р86-87*ОY76+ Р96-97*ОY77 + Р88-89*ОY78+
Р87-90*ОY79 +Р90-91*ОY80+ Р92-93*ОY81 +Р96-109*ОY82+ Р110-111*ОY83+ Р94-95*ОY84
+ Р112-113*ОY85 +Р81-83*ОY86+ Р84-105*ОY87+Р103-104*ОY88+ Р101-102*ОY89+
Р100-101*ОY90+ Р97-98*ОY91 +Р98-99*ОY92+ Р87-88*ОY93+Р87-96*ОY94+
Р95-96*ОY95+ Р89-90*ОY96+ Р90-93*ОY97 +Р93-94*ОY98+ Р91-92*ОY99)**+
(Р81-82*ОY68+Р83-84*ОY69+ Р104-105*ОY70+ Р102-103*ОY71+ Р84-85*ОY72+
Р86-105*ОY73+ Р97-102*ОY74+Р98-101*ОY75 + Р86-87*ОY76+ Р96-97*ОY77 +
Р88-89*ОY78+ Р87-90*ОY79 +Р90-91*ОY80+ Р92-93*ОY81 +Р96-109*ОY82+
Р110-111*ОY83+ Р94-95*ОY84 + Р112-113*ОY85 +Р81-83*ОY86+ Р84-105*ОY87+
Р103-104*ОY88+ Р101-102*ОY89+ Р100-101*ОY90+ Р97-98*ОY91 +Р98-99*ОY92+
Р87-88*ОY93+Р87-96*ОY94+Р95-96*ОY95+ Р89-90*ОY96+ Р90-93*ОY97 +Р93-94*ОY98+
Р91-92*ОY99)***+ (Р81-82*ОY68+Р83-84*ОY69+ Р104-105*ОY70+ Р102-103*ОY71+
Р84-85*ОY72+ Р86-105*ОY73+ Р97-102*ОY74+Р98-101*ОY75 + Р86-87*ОY76+ Р96-97*ОY77
+ Р88-89*ОY78+ Р87-90*ОY79 +Р90-91*ОY80+ Р92-93*ОY81 +Р96-109*ОY82+
Р110-111*ОY83+ Р94-95*ОY84 + Р112-113*ОY85 +Р81-83*ОY86+ Р84-105*ОY87+
Р103-104*ОY88+ Р101-102*ОY89+ Р100-101*ОY90+ Р97-98*ОY91 +Р98-99*ОY92+
Р87-88*ОY93+Р87-96*ОY94+ Р95-96*ОY95+ Р89-90*ОY96+ Р90-93*ОY97 +Р93-94*ОY98+
Р91-92*ОY99)****+ (Р81-82*ОY68+Р83-84*ОY69+ Р104-105*ОY70+ Р102-103*ОY71+
Р84-85*ОY72+ Р86-105*ОY73+ Р97-102*ОY74+Р98-101*ОY75 + Р86-87*ОY76+ Р96-97*ОY77
+ Р88-89*ОY78+ Р87-90*ОY79 +Р90-91*ОY80+ Р92-93*ОY81 +Р96-109*ОY82+
Р110-111*ОY83+ Р94-95*ОY84 + Р112-113*ОY85 +Р81-83*ОY86+ Р84-105*ОY87+
Р103-104*ОY88+ Р101-102*ОY89+ Р100-101*ОY90+ Р97-98*ОY91 +Р98-99*ОY92+
Р87-88*ОY93+Р87-96*ОY94+ Р95-96*ОY95+ Р89-90*ОY96+ Р90-93*ОY97 +Р93-94*ОY98+
Р91-92*ОY99)*****+ Р197-198*ОY100]’ + [(Р1-2*ОY1+ Р5-6*ОY2 + Р3-4*ОY3 –
Р3-3а-4-4а*ОY4+ Р2-27*ОY5 - Р4-28*ОY5’-Р4-32*ОY6- Р31-32*ОY7-Р2-29*ОY8+
Р6-30*ОY9+ Р29-30*ОY10- Р27-28*ОY11- Р23-24*ОY12- Р25-26*ОY13+2* Р7-8*ОY14+
Р11-12*ОY15+ Р9-10*ОY16+ Р13-14*ОY17 + Р15-16*ОY18+ Р19-20*ОY19 +Р17-18*ОY20+
Р21-22*ОY21 +Р1-3*ОY22+ Р43-44*ОY23- Р45-46*ОY24 - Р3-46*ОY25 + Р41-42*ОY26 +
Р1-33*ОY27+ Р5-34*ОY28+Р33-34*ОY29+ Р33-35*ОY30+ Р34-36*ОY31+ Р37-38*ОY32+
Р39-40*ОY33+ Р57-59*ОY34+Р59-60*ОY35 - Р60-61*ОY36-Р61-62*ОY37 -
Р62-63*ОY38- Р58-63*ОY40-Р64*ОY41 - Р65*ОY42-
Р58-66*ОY43- Р51-52*ОY44 -Р48-50*ОY45 -Р51-51a*ОY46- Р52-52a*ОY47-
Р44-44a*ОY48-Р45-45a*ОY49+ Рд1*ОY49- Рд2*ОY50 -Р47-48*ОY51-
Р49-50*ОY52-Р48-57*ОY53-Р50-58*ОY54+ Р53-54*ОY55- Р55-56*ОY56 +
Р57-67*ОY57- Р58-68*ОY58 - Р53-69*ОY59- Р55-70*ОY60 - Р71-73*ОY61- Р72-74*ОY62+
Р75-77*ОY63 - Р79-80*ОY64 + Р76-77*ОY65 - Р78-80*ОY67)* +(Р81-82*ОY68+
Р83-84*ОY69+ Р104-105*ОY70+ Р102-103*ОY71+ Р84-85*ОY72+ Р86-105*ОY73+
Р97-102*ОY74+Р98-101*ОY75 + Р86-87*ОY76+ Р96-97*ОY77 + Р88-89*ОY78+
Р87-90*ОY79 +Р90-91*ОY80+ Р92-93*ОY81 +Р96-109*ОY82+ Р110-111*ОY83+ Р94-95*ОY84
+ Р112-113*ОY85 +Р81-83*ОY86+ Р84-105*ОY87+Р103-104*ОY88+ Р101-102*ОY89+
Р100-101*ОY90+ Р97-98*ОY91 +Р98-99*ОY92+ Р87-88*ОY93+Р87-96*ОY94+
Р95-96*ОY95+ Р89-90*ОY96+ Р90-93*ОY97 +Р93-94*ОY98+ Р91-92*ОY99)**+
(Р81-82*ОY68-Р83-84*ОY69- Р104-105*ОY70- Р102-103*ОY71- Р84-85*ОY72-
Р86-105*ОY73- Р97-102*ОY74-Р98-101*ОY75 - Р86-87*ОY76-Р96-97*ОY77 -
Р88-89*ОY78- Р87-90*ОY79 -Р90-91*ОY80-Р92-93*ОY81 -Р96-109*ОY82-
Р110-111*ОY83- Р94-95*ОY84 - Р112-113*ОY85 -Р81-83*ОY86- Р84-105*ОY87-
Р103-104*ОY88- Р101-102*ОY89- Р100-101*ОY90- Р97-98*ОY91 -Р98-99*ОY92-
Р87-88*ОY93-Р87-96*ОY94-Р95-96*ОY95- Р89-90*ОY96- Р90-93*ОY97 -Р93-94*ОY98-
Р91-92*ОY99)***+ (-Р81-82*ОY68-Р83-84*ОY69- Р104-105*ОY70- Р102-103*ОY71-
Р84-85*ОY72-Р86-105*ОY73- Р97-102*ОY74-Р98-101*ОY75 - Р86-87*ОY76- Р96-97*ОY77
- Р88-89*ОY78- Р87-90*ОY79 -Р90-91*ОY80- Р92-93*ОY81 -Р96-109*ОY82-
Р110-111*ОY83- Р94-95*ОY84 - Р112-113*ОY85 -Р81-83*ОY86- Р84-105*ОY87-
Р103-104*ОY88-Р101-102*ОY89- Р100-101*ОY90- Р97-98*ОY91 - Р98-99*ОY92-
Р87-88*ОY93 - Р87-96*ОY94-Р95-96*ОY95-Р89-90*ОY96- Р90-93*ОY97 -Р93-94*ОY98-
Р91-92*ОY99)****+ (-Р81-82*ОY68-Р83-84*ОY69- Р104-105*ОY70-Р102-103*ОY71-
Р84-85*ОY72- Р86-105*ОY73- Р97-102*ОY74-Р98-101*ОY75 - Р86-87*ОY76- Р96-97*ОY77
- Р88-89*ОY78- Р87-90*ОY79 -Р90-91*ОY80- Р92-93*ОY81 -Р96-109*ОY82-
Р110-111*ОY83- Р94-95*ОY84 - Р112-113*ОY85 - Р81-83*ОY86- Р84-105*ОY87-
Р103-104*ОY88- Р101-102*ОY89- Р100-101*ОY90- Р97-98*ОY91 -Р98-99*ОY92-
Р87-88*ОY93-Р87-96*ОY94- Р95-96*ОY95- Р89-90*ОY96- Р90-93*ОY97 -Р93-94*ОY98-
Р91-92*ОY99)*****+ Р197-198*ОY100]''+ [(-Р1-2*ОY1- Р5-6*ОY2 - Р3-4*ОY3 –
Р3-3а-4-4а*ОY4- Р2-27*ОY5 - Р4-28*ОY5’-Р4-32*ОY6- Р31-32*ОY7-Р2-29*ОY8-
Р6-30*ОY9- Р29-30*ОY10- Р27-28*ОY11- Р23-24*ОY12- Р25-26*ОY13-2* Р7-8*ОY14+
Р11-12*ОY15- Р9-10*ОY16- Р13-14*ОY17 - Р15-16*ОY18- Р19-20*ОY19 -Р17-18*ОY20-
Р21-22*ОY21 -Р1-3*ОY22- Р43-44*ОY23- Р45-46*ОY24 - Р3-46*ОY25 - Р41-42*ОY26 -
Р1-33*ОY27- Р5-34*ОY28-Р33-34*ОY29- Р33-35*ОY30- Р34-36*ОY31- Р37-38*ОY32-
Р39-40*ОY33- Р57-59*ОY34-Р59-60*ОY35 - Р60-61*ОY36-Р61-62*ОY37 -
Р62-63*ОY38- Р58-63*ОY40-Р64*ОY41 - Р65*ОY42-
Р58-66*ОY43- Р51-52*ОY44 -Р48-50*ОY45 -Р51-51a*ОY46- Р52-52a*ОY47-
Р44-44a*ОY48-Р45-45a*ОY49- Рд1*ОY49- Рд2*ОY50 -Р47-48*ОY51-
Р49-50*ОY52-Р48-57*ОY53-Р50-58*ОY54+ Р53-54*ОY55- Р55-56*ОY56 -
Р57-67*ОY57- Р58-68*ОY58 - Р53-69*ОY59- Р55-70*ОY60 - Р71-73*ОY61- Р72-74*ОY62-
Р75-77*ОY63 - Р79-80*ОY64 + Р76-77*ОY65 - Р78-80*ОY67)* +(-Р81-82*ОY68-
Р83-84*ОY69- Р104-105*ОY70- Р102-103*ОY71- Р84-85*ОY72- Р86-105*ОY73-
Р97-102*ОY74-Р98-101*ОY75 - Р86-87*ОY76- Р96-97*ОY77 -Р88-89*ОY78-
Р87-90*ОY79 -Р90-91*ОY80- Р92-93*ОY81 -Р96-109*ОY82- Р110-111*ОY83- Р94-95*ОY84
- Р112-113*ОY85 -Р81-83*ОY86- Р84-105*ОY87-Р103-104*ОY88- Р101-102*ОY89-
Р100-101*ОY90- Р97-98*ОY91 -Р98-99*ОY92- Р87-88*ОY93-Р87-96*ОY94-
Р95-96*ОY95- Р89-90*ОY96- Р90-93*ОY97 -Р93-94*ОY98- Р91-92*ОY99)**+
(-Р81-82*ОY68-Р83-84*ОY69- Р104-105*ОY70- Р102-103*ОY71- Р84-85*ОY72-
Р86-105*ОY73- Р97-102*ОY74-Р98-101*ОY75 - Р86-87*ОY76-Р96-97*ОY77 -
Р88-89*ОY78- Р87-90*ОY79 -Р90-91*ОY80-Р92-93*ОY81 -Р96-109*ОY82-
Р110-111*ОY83- Р94-95*ОY84 - Р112-113*ОY85 -Р81-83*ОY86- Р84-105*ОY87-
Р103-104*ОY88- Р101-102*ОY89- Р100-101*ОY90- Р97-98*ОY91 -Р98-99*ОY92-
Р87-88*ОY93-Р87-96*ОY94-Р95-96*ОY95- Р89-90*ОY96- Р90-93*ОY97 -Р93-94*ОY98-
Р91-92*ОY99)***+ (-Р81-82*ОY68-Р83-84*ОY69- Р104-105*ОY70- Р102-103*ОY71-
Р84-85*ОY72-Р86-105*ОY73- Р97-102*ОY74-Р98-101*ОY75 - Р86-87*ОY76- Р96-97*ОY77
- Р88-89*ОY78- Р87-90*ОY79 -Р90-91*ОY80- Р92-93*ОY81 -Р96-109*ОY82-
Р110-111*ОY83- Р94-95*ОY84 - Р112-113*ОY85 -Р81-83*ОY86- Р84-105*ОY87-
Р103-104*ОY88-Р101-102*ОY89- Р100-101*ОY90- Р97-98*ОY91 - Р98-99*ОY92-
Р87-88*ОY93 - Р87-96*ОY94-Р95-96*ОY95-Р89-90*ОY96- Р90-93*ОY97 -Р93-94*ОY98-
Р91-92*ОY99)****+ (-Р81-82*ОY68-Р83-84*ОY69- Р104-105*ОY70-Р102-103*ОY71-
Р84-85*ОY72- Р86-105*ОY73- Р97-102*ОY74-Р98-101*ОY75 - Р86-87*ОY76- Р96-97*ОY77
- Р88-89*ОY78- Р87-90*ОY79 -Р90-91*ОY80- Р92-93*ОY81 -Р96-109*ОY82-
Р110-111*ОY83- Р94-95*ОY84 - Р112-113*ОY85 - Р81-83*ОY86- Р84-105*ОY87-
Р103-104*ОY88- Р101-102*ОY89- Р100-101*ОY90- Р97-98*ОY91 -Р98-99*ОY92-
Р87-88*ОY93-Р87-96*ОY94- Р95-96*ОY95- Р89-90*ОY96- Р90-93*ОY97 -Р93-94*ОY98-
Р91-92*ОY99)***** + Р197-198*ОY100]'''
· *- тело, ** - 1 лапа, *** - 2 лапа, **** - 3 лапа, ***** - 4 лапа
· ’ – 1 развёртка, ’’ – 2 развёртка,’’’ - 3 развёртка.
Ãëàâà 2 ΣМy=1,42+0,87+0,43+0,58+0,76+0,21+0,026+0,76+0,56+0,47+0,31+0,078+ Ãëàâà 3 Ãëàâà 4 0,19+0,37+0,33+1,03+0,34+0,23+0,026+0,088+0,56+0,47+0,11+1,15+1,08+ Ãëàâà 5 Ãëàâà 6 0,067+0,27+0,12+0,59+0,21+0,49+0,032+0,071+0,01+0,0099+0,045+0,11+ Ãëàâà 7 Ãëàâà 8 0,089+0,037+0,32+0,45+0,037+0,69+0,46+0,18+0,15+0,42+0,28+0,023+0,015+ Ãëàâà 9 Ãëàâà 10 0,55+0,37+0,45+0,35+0,22+0,13+0,13+0,095+0,20+0,049+0,047+0,046+0,11+ Ãëàâà 11 Ãëàâà 12 0,11+0,11+0,102+0,071+0,068+0,049+0,037+0,038+0,037+0,035+0,035+0,044+ Ãëàâà 13 Ãëàâà 14 0,037+0,075+0,048+0,075+0,048+0,07+0,045+0,023+0,057+0,054+0,049+0,12+ Ãëàâà 15 Ãëàâà 16 0,045+0,023+0,048+0,054+0,045+0,048+0,036+0,068+0,047+0,17+0,042+0,040 Ãëàâà 17 Ãëàâà 18 +0,038+0,096+0,093+0,089+0,086+0,06+0,058+0,042+0,031+0,032+0,031+ Ãëàâà 19 Ãëàâà 20 0,030+0,029+0,037+0,032+0,064+0,044+0,059+0,038+0,019+0,049+0,046+ Ãëàâà 21 Ãëàâà 22 0,042+0,10+0,046+0,038+0,019+0,041+0,046+0,038+0,041+0,031+0,057+0,04+ Ãëàâà 23 Ãëàâà 24 0,14+0,034+0,033+0,0031+0,08+0,077+0,072+0,069+0,05+0,047+0,034+0,027+ Ãëàâà 25 Ãëàâà 26 0,026+0,027+0,025+0,024+0,024+0,030+0,053+0,041+0,033+0,049+0,038+ Ãëàâà 27 Ãëàâà 28 0,031+0,015+0,035+0,087+0,038+0,031+0,015+0,034+0,038+0,031+0,034+ Ãëàâà 29 Ãëàâà 30 0,025+0,024+0,033+0,12+0,027+0,026+0,024+0,063+0,06+0,056+0,053+0,060+ Ãëàâà 31 Ãëàâà 32 0,036+0,027+0,02+0,021+0,021+0,020+0,019+
0,018+0,023+0,043+0,033+0,027+0,038+0,029+0,023+0,012+0,028+0,069+
0,023+0,012+0,027+0,027+0,025+0,027+0,020+0,036+0,025+0,46+0,13-
0,30+0,47+0,12-0,087-0,018-0,097+0,17+0,081+0,076-0,0099-0,025-0,11+
0,065+0,036-0,022-0,094+0,018+0,023+0,17+0,082+0,028+0,30+0,25+0,017+
0,066+0,021+0,046-0,027-0,27-0,033-0,060-0,009-0,0096-0,034-0,013-
0,011-0,0019+0,038-0,18-0,001-0,033-0,0098-0,12+0,0018-0,0066+0,029-0,15-
0,0015-0,10-0,026-0,067+0,020-0,065+0,0017-0,003+0,029+0,0052+0,0039+
0,00195+0,12+0,009+0,0045+0,0015+0,0059+0,0029+0,0052+0,003+0,00312+
0,00212+0,0015+0,001+0,00065+0,0035+0,0094+0,0047+0,0045+0,0013+
0,0002+0,0072+0,0035+0,0059+0,014+0,0035+0,0002+0,0047+0,0035+0,0013
+0,0047+0,0025+0,0025+0,0033+0-0,00195-0,0033-0,0052-0,0045-0,0075-
0,012-0,015-0,0049-0,0078-0,00195-0,0025-0,0026-0,0064-0,0059-0,0035-
0,0013-0,0041-0,0050-0,0059-0,0035-0,0026-0,0050-0,0059-0,0026-0,003-
0,0082-0,0039-0,029-0,0091-0,0104-0,012-0,021-0,021-0,029-0,032-0,016-
0,019-0,0091-0,008-0,009-0,0083-0,0094-0,0095-0,001-0,014-0,012-0,0094-
0,0098-0,017-0,013-0,013-0,0072-0,0085-0,021-0,013-0,013-0,0098-0,0085-
0,019-0,011-0,057-0,016-0,018-0,020-0,038-0,038-0,045-0,048-0,059-0,026-
0,029-0,016-0,014-0,015-0,014- 0,015-0,016-0,021-0,023-0,018-0,017-0,028-
0,021-0,020-0,011-0,017-0,021-0,020-0,017-0,014-0,030-0,018-0,50-0,60-1,04-
1,52-0,51-0,39-0,061-0,96-0,21-0,31-0,15-0,097-0,24-0,15-0,20-0,95-0,30-0,41-
0,061-0,042-0,21-0,31-0,057-0,53-0,59-0,034-0,13-0,082-0,50-0,26-1,02-0,097-
0,19-0,028-0,029-0,11-0,13-0,11-0,041-0,046-0,054-0,055-0,61-0,83-0,20-0,22-
0,39-0,51-0,019-0,028-0,49-0,69-0,45-0,55-0,43-0,48-0,18-0,26-0,12-0,16-0,15-
0,038-0,40-0,042-0,089-0,092-0,096-0,093-0,059-0,062-0,038-0,031-0,032-
0,033-0,033-0,033-0,043-0,03-0,057-0,039-0,0604-0,039-0,022-0,044-0,047-
0,038-0,095-0,047-0,047-0,039-0,022-0,039-0,047-0,039-0,039-0,031-0,063-
0,0403-0,17-0,046-0,049-0,011-0,011-0,11-0,11-0,07-0,073-0,046-0,036-0,037-
0,038-0,038-0,038-0,05-0,036-0,067-0,046-0,071-0,046-0,026-0,052-0,055-
0,045-0,11-0,055-0,046-0,026-0,046-0,055-0,0072-0,0072-0,037-0,074-0,047-
0,20-0,053-0,054-0,056-0,12-0,12-0,13-0,13-0,081-0,084-0,053-0,042-0,041-
0,043-0,044-0,043-0,044-0,055-0,078-0,006-0,053-0,030-0,052-0,13-0,063-
0,053-0,053-0,042-0,084-0,055-0,25-0,060-0,061-0,063-0,14-0,14-0,15-0,14-
0,18-0,092-0,095-0,060-0,047-0,047-0,049-0,050-0,049-0,049-0,062-0,089-
0,068-0,060-0,093-0,071-0,060-0,033-0,060-0,071-0,060-0,060-0,048-0,095-
0,062=-9,78 кГ*см
Выбираем произвольную координату Yk= 32
Pk= ΣМx/Yk
Pk=9,78/50,3=0,1945 кГ
Теперь определим длину компенсационного ножа L:
L= (Pk*l)/PL=0,1945*100/13=1,49 м
Так как штанц-форма меньше по размеру, то следует поставить 2 ножа по
Похожие работы
... специалистов, рост рынка составил около 12% за год, причем рост объемов по некоторым наиболее успешным сегментам составил 30% и более. Организация производства пластиковой упаковки в г.Люберцы Московской области. Общая характеристика рынка. Рынок изделий из полимерных материалов Московского региона характеризуется определенными особенностями: · компании, действующие в рассматриваемой ...
... лаки обычно используются для тех работ, где требуется максимально высокий уровень глянца. Однако нецелесообразным является применение УФ – лаков на материалах, использующихся для упаковки пищевых продуктов. В случае для химической и фармацевтической промышленности УФ лак это как раз допустимо. показатели Mattlack g8/109 Mattlack g8/144 Speziallack g8/187 r покрытие матовый лак высоко ...
... структура и современный уровень развития пищевой промышленности. По состоянию производственно-технической базы, структурой, технико-экономическими показателями и развитием инфраструктуры пищевая промышленность Украины значительно отстает от экономически развитых стран, в особенности относительно комплексной переработки сырья, механизации и автоматизации производственных процессов, а также ...
... продукцию в значительной степени зависит от изменения цен на топлива и энергоносители. Указанные обстоятельства позволили автору сделать вывод о том, что применительно к управлению рисками инвестиционных проектов в пищевой промышленности фундаментальный анализ второго уровня должен отличаться от классического (при использовании того же инструментария). Автор считает, что этот анализ не должен ...
0 комментариев