Основные этапы проектирования упаковки
Классификация тары и упаковки
Классификация по каталогу ECMA
Анализ художественного оформления упаковки для новогодних подарков
Исторические - готический шрифт вызывает ассоциации с временами рыцарства и поклонения прекрасной даме, а рубленый - с эпохой революции
Выбор материала
Общая схема для разработки технологии
Штанцевание
Мм и 1 нож =90 мм
Проектирование контрштампа
Навигация
Общая схема для разработки технологии
Проект упаковки для пищевой промышленности
109007
знаков
1
таблица
16
изображений
4.1 Общая схема для разработки технологии
 | |
 |
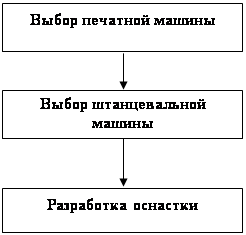
Схема 1
Исходя из этой схемы необходимо выбрать печатную и штанцевальную машины и подобрать формат листа исходя из характеристик машин и КИМ. При выборе машин необходимо руководствоваться технико-экономическими показателями. Теперь нужно спроектировать оснастку, в неё входят комплект печатных форм, штанц-форма, состоящая из штанцевального штампа и контрштампа. Результат этой работы проект технологии производства упаковки для новогодних подарков.
4.2 Процесс печатания
Офсетная печать с самого начала применялась в печати упаковки. Листовая офсетная печать по сравнению с другими способами обладает преимуществами с экономической точки зрения и с позиции качества продукции. К ним, прежде всего, нужно отнести возможность печати широкого ассортимента продукции и сравнительно низкую её стоимость при высоком качестве и широком спектре тиражей. Недорогие печатные формы, которые обеспечивают качественное воспроизведение оригиналов, отличаются длительным сроком службы, не требуют специальных условий хранения. К достоинствам следует отнести малые сроки переналадки машины при выполнении нового задания и стабильность печатного процесса. Понятная и удобная система управления, электронный контроль на всех участках печати обеспечивают надёжность и воспроизводимость результатов. Листовым офсетом могут запечатываться материалы самых различных форматов и плотностей. Сферой применения офсетной печати в основном является листовая многокрасочная печать на бумажных, картонажных изделиях и изделиях из картоне. При этом используются преимущественно многокрасочные листовые печатные машины. На этих машинах возможно запечатывание обоих сторон листа с сохранением приводки красок.
Особые требования к листовым машинам предъявляет печать на плотных, а потому жёстких материалах. Проводка листа организована таким образом, что не допускает сильных изгибов материала. Операции отделки продукции, такие, как лакирование, нумерация, перфорирование и штанцевание, выполняемые непосредственно в печатных машинах или вне их, широко используются в технологии листового офсета.
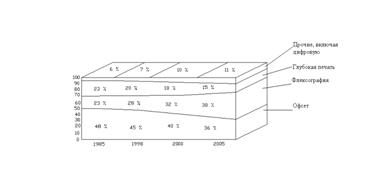
Рис. 4.1 Процентное соотношение различных способов печати на рынке упаковки в Европе в 1985-2005 гг.
Если проанализировать подсчёты и прогнозы фирмы DuPont о соотношении различных способов печати в производстве упаковки (выводы представлены на рис. 4.1), то можно заметить, что возрастает постепенно доля флексографии, а офсета – снижается. Однако потенциал производства печатной продукции офсетным способом ещё не исчерпан. Есть проблемы, решив которые можно существенно повысить качество печати:
· улучшение и стабилизация качества печати;
· усовершенствование процессов офсетной печати;
· разработка новых методов и создание принципиально новых производственных материалов;
· сокращение времени на наладку машины и снижение объёмов макулатуры.
Так как новогодняя упаковка многокрасочная, а печать нужна на картоне, также нужна дополнительная отделка – лакирование, то для запечатывания можно использовать офсетную печать. Выберем листовую офсетную машину, подходящую по всем этим параметрам (см. рис. 4.2) [4]:
Speedmaster SM 102 (104) – 4 + LX
L – лакировальная секция;
X – удлинённое приёмное устройство.
Характеристики офсетной печатной машины:
· количество печатных секций – 4;
· формат печати: мин. – 280х420 мм, макс. – 720х1020 (1040) мм;
· макс. скорость печати – 13 000 отт/час;
· габариты: 12,91х3,16х2,17 м
· масса: 33,7 т;
· мощность 73 кВт.
4.3 Лакирование
Для лакирования используются преимущественно лакировальные аппараты. Лакировальные аппараты должны всегда рассматриваться в комбинации с сушильным устройством как одна система (см. рис. 4.3). Требования к облагораживанию поверхности определяют тип и свойства применяемого лака, а также вид сушки. В листовой офсетной печати используются дисперсионные лаки и лаки, отверждаемые при воздействии УФ – излучения. При помощи лака можно добиться некоторых эффектов, которые невозможны в обычной офсетной печати. Можно печатать красками цвета золота или металлов. При использовании этих красок в сочетании с водными лаками получается хороший глянец, подчёркивающий исключительность цвета. Выберем дисперсионный лак, так как он быстро закрепляется, а также обладает большой глянцевостью, механической прочностью, стойкостью к истиранию, а также следующими достоинствами:
· отсутствие запаха;
· отсутствие пожелтения;
· высокая скорость обработки;
· высокая гладкость поверхности;
· возможность разбавления и смывки водой.
Похожие работы
... специалистов, рост рынка составил около 12% за год, причем рост объемов по некоторым наиболее успешным сегментам составил 30% и более. Организация производства пластиковой упаковки в г.Люберцы Московской области. Общая характеристика рынка. Рынок изделий из полимерных материалов Московского региона характеризуется определенными особенностями: · компании, действующие в рассматриваемой ...
... лаки обычно используются для тех работ, где требуется максимально высокий уровень глянца. Однако нецелесообразным является применение УФ – лаков на материалах, использующихся для упаковки пищевых продуктов. В случае для химической и фармацевтической промышленности УФ лак это как раз допустимо. показатели Mattlack g8/109 Mattlack g8/144 Speziallack g8/187 r покрытие матовый лак высоко ...
... структура и современный уровень развития пищевой промышленности. По состоянию производственно-технической базы, структурой, технико-экономическими показателями и развитием инфраструктуры пищевая промышленность Украины значительно отстает от экономически развитых стран, в особенности относительно комплексной переработки сырья, механизации и автоматизации производственных процессов, а также ...
... продукцию в значительной степени зависит от изменения цен на топлива и энергоносители. Указанные обстоятельства позволили автору сделать вывод о том, что применительно к управлению рисками инвестиционных проектов в пищевой промышленности фундаментальный анализ второго уровня должен отличаться от классического (при использовании того же инструментария). Автор считает, что этот анализ не должен ...
0 комментариев