Навигация
Проект электрооборудования мостового крана на 15 тонн
51926
знаков
3
таблицы
2
изображения
Введение
Крановое электрооборудование является одним из основных средств комплексной механизации всех отраслей народного хозяйства. Подавляющее большинство грузоподъемных машин изготовляемых отечественной промышленностью, имеет привод основных рабочих механизмов, и поэтому действия этих машин в значительной степени зависит от качественных показателей используемого кранового оборудования.
Перемещение грузов, связанное с грузоподъемными операциями, во всех отраслях народного хозяйства, на транспорте и в строительстве осуществляется разнообразными грузоподъемными машинами.
Особые условия использования электропривода в грузоподъёмных машинах явились основой для создания специальных серий электрических двигателей и аппаратов кранового исполнения. В настоящее время крановое электрооборудование имеет в своём составе серии крановых электродвигателей переменного и постоянного тока, серии силовых и магнитных контроллеров, командоконтроллеров, кнопочных постов, конечных выключателей, тормозных электромагнитов и электрогидравлических толкателей, пускотормозных резисторов и ряд других аппаратов, комплектующих разные крановые электроприводы.
В крановом электроприводе начали довольно широко применять различные системы тиристорного регулирования и дистанционного управления по радио каналу или одному проводу.
Развитие машиностроения, занимающиеся производством грузоподъемных машин, является важным направлением развития народного хозяйства страны. Одной из главных особенностей "Азовмаша" является способность быстро реагировать на изменения маркетинговой ситуации и также быстро трансформировать производство на выпуск
новой продукции, удовлетворяющей индивидуальным требованиям своих постоянных и новых заказчиков.
Это позволило предприятию в кратчайшие сроки освоить производство железнодорожных цистерн нового поколения, современных крытых вагонов и вагонов-хопперов, большегрузных контейнеров-цистерн, автоцистерн для сжиженных газов, газозаправочных комплексов, мощных мостовых перегружателей и портальных кранов, оборудования для атомных электростанций, рам и колонн для ветроэнергетических установок, корпусов бронетехники и многих других видов изделий.
Около 500 единиц кузнечно-прессового оборудования позволяет производить холодно и горячештампованные заготовки и детали в широкой номенклатуре.
Предприятие производит товары бытового назначения - отопительную и проточную водонагревательную технику, газовые и электроплиты, котлы на газе и твердом топливе, изделия из пластмасс, трубы и соединительные элементы трубопроводов.
1.Общая часть
1.1 Технологический процесс цеха
Один из старейших цехов «Азовмаша» это - кузнечнопрессовый, где создаются мелкие, но самые необходимые в вагоностроении детали: поручни, рычаги, подвески… Словом, вся техническая «начинка», без которой вагоны оставались бы попросту неподвижными. Поэтому, насколько важна на заводе профессия кузнеца-штамповщика, обеспечивающего одну из основных линий производства, объяснять никому не нужно.
Производственный процесс изготовления поковок состоит из ряда последовательно выполняемых работ: технологических, контрольных, транспортных. Основными из технологических работ являются следующие: подготовка слитков или заготовок под ковку, нагрев заготовок или слитков перед ковкой, сама ковка, охлаждение или термическая обработка готовых поковок, очистка поковок от окалины и контроль качества поковок.
В кузнечном цехе, оборудованных молотами для изготовления мелких и средних поковок, используют в основном сортовой прокат и реже слитки небольшой массы. Со склада металла прокат поступает в заготовительное отделение, в котором в зависимости от размера сечения материала производится разрубка, ломка или отрезка обжатого или пруткового катаного материала на мерные заготовки. При использовании в качестве заготовок слитков, последние подвергают ремонту - удалению поверхностных дефектов или полной обдирке поверхности. Мерные заготовки и подготовленные слитки направляют из заготовительного отделения к нагревательным печам. Нагревательные печи в кузнечных и кузнечно-прессовых цехах расположены обычно рядом с молотами или прессами в одну линию.
В зависимости от марки стали, массы и формы поковок последние охлаждают на полу цеха или в таре, в термостатах, в неотапливаемых и отапливаемых колодцах или же в горячем состоянии подают в термическое отделение для первичной тепловой обработки. После термообработки проводят очистку поверхности поковок от окалины и контроль качества поковок.
Подъемно-транспортное оборудование обеспечивает связь между участками или отделениями цеха, осуществляя работы по подвозке, переноске, загрузке, подъему и передаче заготовок и поковок к соседнему участку или агрегату, а также удалению готовой продукции и отходов с производственного участка.
1.2 Техническая характеристика, устройство и режим работы
Электрические подъёмные краны - это устройства служащие для вертикального и горизонтального перемещения грузов. Подвижная металлическая конструкция с расположенной на ней подъемной лебёдкой являются основными элементами подъёмного крана. Механизм подъемной лебёдки приводится в действие электрическим двигателем.
Подъемный кран представляет собой грузоподъемную машину циклического действия, предназначенную для подъема и перемещения груза, удерживаемого грузозахватным устройством (крюк). Он является наиболее распространенной грузоподъемной машиной, имеющей весьма разнообразное конструктивное исполнение и назначение.
Мостовой кран, общий вид мостового крана представлен на листе 1 графического проекта, представляет собой мост 1, перемещающейся по крановым путям 2 на ходовых колесах 3, которые установлены на концевых балках 4. Пути укладываются на подкрановые балки, опирающиеся на выступы верхней части колонны цеха 5. Механизм передвижения крана 6 установлен на мосту крана. Управление всеми механизмами происходит из кабины 7 прикрепленной к мосту крана. Питание электродвигателей 8 осуществляется по цеховым троллеям . Для подвода электроэнергии применяют токосъемы 9 скользящего типа, прикрепленные к металлоконструкции крана 10. В современных конструкциях мостовых кранов токопровод осуществляется с помощью гибкого кабеля 11. Привод ходовых колес тележки 12 осуществляется от электродвигателя 13 через редуктор 14 и трансмиссионный вал 15.
Любой современный грузоподъемный кран в соответствии с требованиямибезопасности, может иметь для каждого рабочего движения в трех плоскостях,следующие самостоятельные механизмы: механизм подъема - опускания груза,механизм передвижения крана в горизонтальной плоскости и механизмы обслуживания зоны работы крана (передвижения тележки).
Грузоподъемные машины изготовляют для различных условий использования по степени загрузки, времени работы, интенсивности ведения операций, степени ответственности грузоподъемных операций и климатических факторов эксплуатации. Эти условия обеспечиваются основными параметрами грузоподъемных машин. К основным параметрам механизма подъёма относятся: грузоподъемность, скорость подъема крюка, режим работы, высота подъема грузозахватного устройства.
Номинальная грузоподъемность - масса номинального груза на крюке или захватном устройстве, поднимаемого грузоподъемной машиной.
Скорость подъема крюка выбирают в зависимости от требований технологического процесса, в котором участвует данная грузоподъемная машина, характера работы, типа машины и ее производительности.
Режим работы грузоподъемных машин цикличен. Цикл состоит из перемещения груза по заданной траектории и возврата в исходное положение для нового цикла. Режим работы ПК.
Таблица 1.1 – Технические характеристики мостового крана в условиях кузнечнопрессового цеха завода ОАО «Азовмаш»
| Наименование | Значение | Ед.измерен. |
| Грузоподъемность главного крюка | 15 | т |
| Высота подъема главного крюка | 10 | м |
| Вес главного крюка | 0,7 | т |
| Диаметр барабана лебедки главного крюка | 510 | мм |
| Скорость подъёма | 0,18 | м/с |
| КПД механизма | 0,8 | - |
| Длина помещения цеха | 50 | м |
| Ширина помещения цеха | 30 | м |
| Режим работы крана средний | ПК | - |
| Число циклов в час | 9 | - |
Похожие работы
... кранов. Электрические схемы бывают принципиальные или элементные, монтажные или маркировочные. Принципиальные схемы отображают взаимодействие элементов электрооборудования, указывают последовательность прохождения тока по силовым цепям и аппаратам управления. Пользоваться принципиальными схемами удобно при ремонте и наладке. Аппаратура в них просто и чётко разбита и отдельные самостоятельные ...
... фрез, дисковых фрез с твердосплавными пластинками по передней грани и плоских строгальных ножей. 2. РАСЧЕТНО-КОНСТРУКТИВНАЯ ЧАСТЬ 2.1 Надежность электроснабжения Электрооборудование, проектируемое в данном курсовом проекте расположено в механическом цехе завода среднего машиностроения. Основным оборудованием данного цеха будут являться все станки, которые относится ко второй категории ...
... износы при перемещении вагонов, исключить возможность саморасцепов и увеличить межремонтные сроки. 4. БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ РЕШЕНИЙ ПРОЕКТА 4.1 Обеспечение безопасности работ на контрольном пункте автосцепки Ремонт пассажирских вагонов производят в вагонном депо, специализирующимся на ремонте цельнометаллических вагонов, в соответствии с руководством и инструкциями по деповскому ...
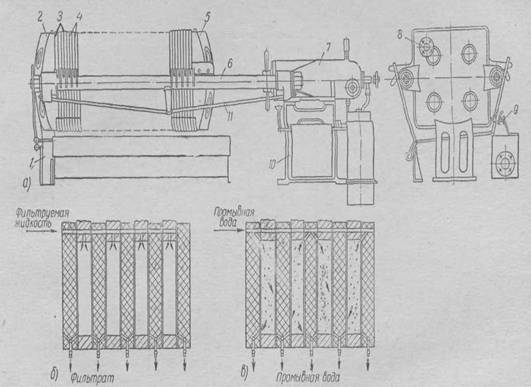
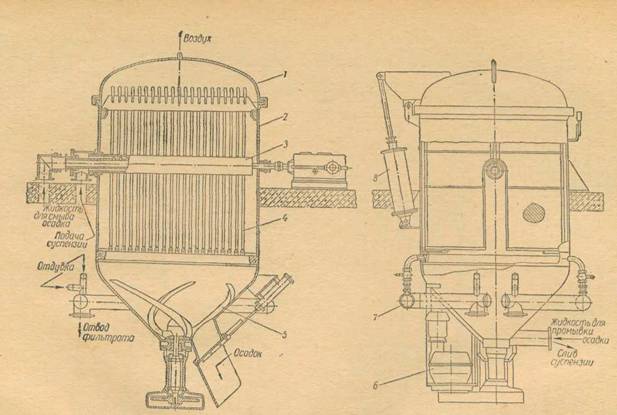
... внизу. Фильтрат из распределительной головки выводится в вакуум-сборники 8. После разгрузки фильтровальная ткань промывается и просушивается [(4) стр. 72 ]. 2. Описание технологической схемы фильтрации Белая фильтрация предназначена для отделения гидратированной двуокиси титана (ГДТ) от гидролизной кислоты и отмывки ГДТ от хромофорных примесей путем фильтрования на листовых вакуум-фильтрах в ...
0 комментариев