Описание технологической схемы фильтрации
МПа
Выбор трубопровода
Изготовление отдельных деталей оборудования
Электроталь без груза
Экономическая часть
Основная заработная плата рабочего персонала
Внепроизводственные расходы
Классификация отделения «белой » фильтрации
Пожарная безопасность
Источники загрязнения биосферы
Навигация
Проект реконструкции отделения "белой фильтрации" для ЗАО "Крымский Титан"
Проект реконструкции отделения "белой фильтрации" для ЗАО "Крымский Титан"
144506
знаков
3
таблицы
25
изображений
Аннотация
Пояснительная записка дипломного проекта по специальности Оборудование химических производств и предприятий строительных материалов на тему: «Проект реконструкции отделения "белой фильтрации" производительностью 1,7 т/ч для ЗАО «Крымский Титан». Состоит из 8 - ми разделов.
Производится литературный обзор по фильтрам, описывается технологическая схемафильтрации гидратированной двуокиси титана.
Производятся расчеты:
- технологический расчет по заданной производительности;
- расчет на прочность несущих конструкций;
- расчет привода;
- расчет вспомогательного оборудования для технологической схемы;
Приведена схема с элементами автоматизации;
Представлен проектный раздел:
- строительная часть;
- механизация (расчет электротали);
- расстановка оборудования;
В экономической части рассчитана стоимость мельницы и затраты на её изготовление.
В разделе охрана труда предложены мероприятия по охране труда, электро и пожарной безопасности. Выполнен расчет контура заземления.
В разделе экология разработаны мероприятия по охране окружающей среды.
Пояснительная записка состоит из листов, содержит рис. ,
литературных источников, приложений
Графическая часть состоит из 9 листов формата А - 1.
Введение
Наличие развитой химической промышленности, которая создает материальную основу функционирования экономики с высокой эффективностью общественного производства, является одним из определяющих признаков научно-технического и экономического развития государства.
В Украине доминирующим является потребление продукции основной химии, которая составляет 65,0% в отраслевом производстве. Эта подотрасль имеет широкую номенклатуру товарной продукции (аммиак, минеральные удобрения, сера, серная кислота, сода и др.) [(1) стр. 4]
Химическая и нефтехимическая промышленность Украины относится к наиболее экспортоориентированным отраслям промышленности, уровень ее экспортабельности в течение последних лет был стабильно высоким и не опускался ниже 75% от общего выпуска товарной продукции. Именно экспортная ориентация отрасли сыграла решающую роль в замедлении темпов спада объемов производства и стала важным буфером в условиях нарастающего развития кризиса спроса на отечественную химическую продукцию на внутреннем товарном рынке. Экспортные поставки позволили удержать на многих действующих химических производствах приемлемый уровень загрузки производственных мощностей и сохранить рабочие места.
В импорте химической продукции в Украину преобладают продукты конечного производства, а в собственном выпуске полупродукты. Наиболее весомыми в импорте являются такие группы товаров, как пластмассы и изделия из них -21,2%, каучук и резиновые изделия — 19,2%, фармацевтические продукты 18,3%, красители и лакокрасочные материалы — 6,3%, мыло и моющие средства — 3%.
В экспорте отечественной химической промышленности наибольший удельный вес составляет продукция основной химии-51,1%,т.е. большей частью энергоемкие и многотоннажные производства [(1)стр.5].
Особого внимания заслуживает вопрос сырьевого обеспечения отрасли. В химической промышленности, как сырье, используются природные залежи различных руд и соединений, продукты переработки нефти и коксохимии, газ, собственные химические продукты, которые производятся отраслью (внутреннее отраслевое потребление).
Собственной сырьевой базой для химического комплекса Украины являются месторождения серных и калийных руд Прикарпатья, хлорида натрия и карбонатов Донбасса и Крыма, брома Сивашского залива, ильменитов на Житомирщине. Природный газ (сырье для производства азотных удобрений) и апатитовый концентрат (сырье для фосфорных удобрений) импортируются из России, фосфориты — из Северной Африки.
Позитивные результаты работы химического комплекса Украины за 9 мес. 2003 г. Характеризуются не только ростом объема товарного производства, но и улучшением финансово- экономических показателей работы химических предприятий. Позитивная динамика товарного производства в химической промышленности впервые за два последних года обусловила улучшение финансовых результатов роботы в химическом комплексе Украины, что в основном обусловлено улучшением работы предприятий - производителей минеральных удобрений за счет отказа от работы по заданным схемам. Так, высокие производственные показатели удерживают Североданецкое ГПП «Объединение «Азот», Одесский государственный припортовый завод, ВАТ «ДнепроАзот»,, г. Днепродзержинск, ГАК «Титан», г. Армянск. В августе производство диоксида титана в Украине увеличилось на 44,6%, или на 2,54 тыс. тонн по сравнению с августом 2004 года - до 8,24 тыс. тонн.
Крымский "Титан" увеличил производство двуокиси титана увеличилось на на 67,3% до 5,02 тыс. тонн. "Сумыхимпром" также увеличил производство на 19,3% - до 3,22 тыс. тонн. Всего за восемь месяцев производство диоксида титана увеличилось на 6,4%, или на 3,55 тыс. тонн по сравнению с январем-августом прошлого года - до 51,82 тыс. тонн [1) стр. 5].
1.Литературный обзор
1.1. Общие сведения
Фильтрация находит широкое применение в технике как универсальный метод разделения суспензий грубых и тонких, особенно в тех случаях, когда разделение суспензий должно происходить без потерь, или когда взвешенные частицы плохо оседают, а также, если требуется получение осадка с минимальным содержанием влаги. Фильтрацию используют в химической, целлюлозно-бумажной, пищевой, силикатной, горной и других отраслях промышленности.
Аппараты, в которых происходит процесс фильтрации, называются фильтрами. Производительность фильтра характеризуется скоростью фильтрации, которая определяется количеством фильтрата (жидкости), прошедшего через единицу поверхности пористой перегородки в единицу времени. Скорость фильтрации зависит от величины давления при фильтрации, толщины, структуры и свойств получающегося осадка, а также от вязкости жидкости — фильтрата.
Для очистки осадка от остатков жидкости суспензии производится промывка его чистой жидкостью. Промывка следует за фильтрацией и производится в том же фильтре. После промывки в ряде случаев производят просушку осадка путем просасывания через него воздуха, а потом разгружают фильтр от осадка. После этого цикл работы повторяется [(2)стр. 186].
Современные фильтры по принципу своего действия могут быть подразделены на фильтры периодического действия и фильтры непрерывного действия, по давлению — на фильтры, работающие под давлением, и фильтры, работающие под разрежением [(3)стр. 60].
Конструкции фильтрующих перегородок могут быть цилиндрическими и плоскими. Как те, так и другие фильтрующие перегородки могут быть образованы несвязанными (волокнистыми или зернистыми) и связанными элементами ткани. Перегородки, как правило, являются проницаемыми для фильтрата (жидкой фазы и непроницаемыми для твердых частиц). Однако мельчайшие коллоидные частицы (размером 1—3 мк) проходят через фильтр. Для их задержания применяют полунепроницаемые пленки.
Для изготовления фильтрующих перегородок применяют следующие материалы: бязь, шлаковую и стеклянную вату, бумагу, картон. Хлопчатобумажные ткани являются щелочеупорными, но малостойкими в кислотах, для повышения кислотоупорности их нитруют (обрабатывают) смесью H2 SO4 + HNO3. Шерстяные ткани являются кислотоупорными, но не стойкими к щелочам. Тканевые фильтрующие перегородки являются маложесткими и требуют каркаса жесткой конструкции. Наиболее стойкими к химическим реагентам являются перегородки из асбеста, шлаковой и стеклянной ваты, керамические плиты и сетки из нержавеющей стали или бронзы.
В качестве зернистых и волокнистых фильтрующих перегородок применяют песок, инфузорную землю, кокс, уголь, целлюлозу и др.
Эти перегородки должны иметь проницаемое основание из перфорированных металлических, керамических или деревянных пластин или листов. Они применяются для суспензий с малым содержанием твердых частиц, в том случае, когда осадки не используются. Коллоидные пленки изготовляются из нитроцеллюлозы.
1.2. Конструкции фильтров 1.2.1. Фильтры периодического действияАппаратами периодического действия являются нутч-фильтры, фильтрпрессы, листовые фильтры и сгустители [(3)стр. 61].
Нутч-фильтры представляют собой цилиндрические резервуары с расположенной у дна пористой фильтрующей перегородкой (рис. 1). Работают такие фильтры под гидростатическим давлением, под вакуумом и под давлением жидкости, создаваемым насосом.
По своей конструкции они бывают открытые (рис. 1, а) и закрытые
(рис. 1,6). Фильтрующая перегородка может быть изготовлена из пористых керамических плит или тканей, уложенных на решетке.
Достоинства нутч-фильтров — возможность хорошей промывки осадков, легкость защиты от коррозии, простота конструкции; нутч-фильтры, работающие под давлением, характеризуются значительной скоростью фильтрации и возможностью фильтрации жидкостей, выделяющих ядовитые или огнеопасные пары.
Недостатки - ручная выгрузка осадка, малая производительность, так как вакуум не превышает 0,75ата для открытых фильтров, и давление не более 3ати – для закрытых[(2)стр. 199]. .
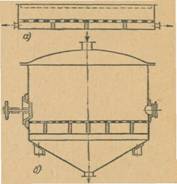
Рис.1.- Схемы нутч-фильтров: а- нутч-фильтр, работающий под вакуумом.; б- нутч-фильтр работающий, под давлением.
Фильтрпрессы являются весьма распространенными фильтрами периодического действия. Различают рамные и камерные фильтрпрессы.
Рамные фильтрпрессы (рис. 2) состоят из опорных стоек 1 и 10; на первой укреплена упорная плита 2, на второй — механизм зажима плиты и стойки 7.
Стойки, связанные между собой прогонами 6, опирающимися на шпренгельные фермы 11. Шток зажимного механизма упирается в зажимную плиту 5, которая свободно подвешена на прогонах. Кронштейны плиты для облегчения перемещения ее по прогонам снабжены роликами. Между упорной и зажимной плитами располагаются плиты 3 и рамы 4, образующие камеры фильтрпресса.
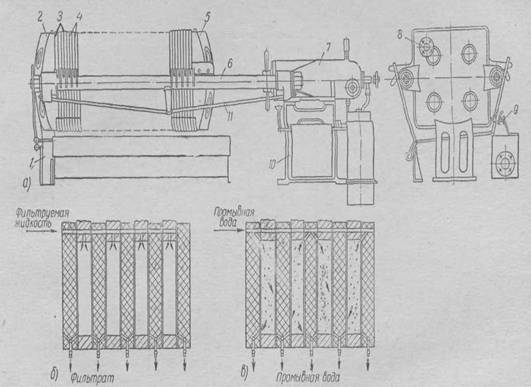
Рис.2.- Рамный фильтрпресс: а- конструкция фильтра; 1 и 10 опорные стойки; 2- упорная плита; 3- фильтровальные плиты; 4- фильтровальные рамы; 5- зажимная плита; 6- прогоны; 7- механизм зажима плит; 8- штуцер для подвода суспензии; 9- кран для отвода фильтрата; 11- шпренгельная ферма; б- схема фильтрации; в- схема промывки на рамном фильтрпрессе.
Плиты представляют собой плоские пластины, имеющие внутреннюю рифленую с обеих сторон поверхность.
Рифление плит имеет целью создание каналов для стока фильтрата и выполняется в виде вертикальных борозд, в виде усеченных пирамидок и наклонных борозд, сходящихся к выгрузочному отверстию. Кроме прямоугольных плит, применяются круглые плиты. Их габаритные размеры несколько больше, чем у квадратных, но для их зажима требуется меньшее усилие, так как при прочих равных условиях можно получить меньшую площадь контакта между плитой и рамой. Зажимные приспособления бывают механические (винтовые) и гидравлические.
Гидравлический зажимной механизм (Рис.3) состоит из цилиндра 1. и плунжера 2.
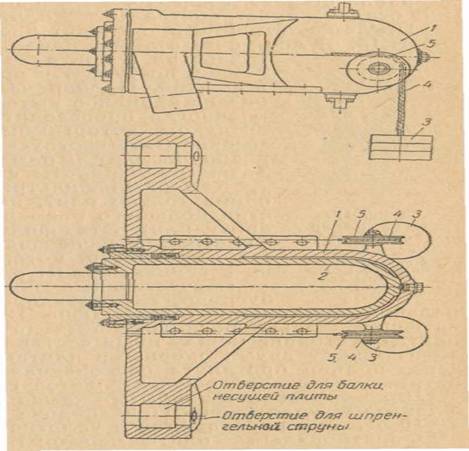
Рис. 3.- Гидравлическое зажимное устройство фильтрпресса
В цилиндр насосом подается вода под давлением 100 ат, которая заставляет перемещаться плунжер и связанную с ним зажимную плиту, осуществляя этим сжатие плит. Для разгрузки цилиндра от давления во время длительного рабочего периода служат два боковых винта с гайками в виде храповых колес с трещотками. Для обратного отвода зажимной плиты после окончания фильтрации и отхода от нее штока плунжера служат грузы 3, подвешенные на тросах 4, закрепленных одним концом к зажимной плите и перекинутые через блоки 5, оси которых запрессованы на приливах гидравлического цилиндра.
Работа фильтрпресса происходит следующим образом. Плиты покрываются с двух сторон фильтровальной тканью (салфеткой). В ней прорезаются отверстия соответственно отверстиям в плитах и рамах. После этого плиты и рамы сжимаются с помощью зажимного приспособления. В правые питательные каналы подается фильтруемая жидкость (рис. 2, б), которая поступает через отверстия рам в камеры, образованные плитами и рамами. Под давлением жидкость проникает через ткань и через нижнее отверстие, и краник стекает в корыто. Фильтрация продолжается до заполнения осадком пространства между плитами.
После фильтрации происходит промывка. Промывная жидкость поступает в левый канал, из которого через наклонные отверстия в плитах с противоположной стороны к осадку поступает в пространство между салфеткой. Пройдя через салфетку и слой осадка, краников вытекает в желоб. После промывки производят просушку осадка сжатым воздухом, который нагнетается в канал для промывки. Затем отпускается зажим, производится разборка плит и рам и снятие осадка с салфеток. Затем цикл работы фильтра повторяется. Камерный фильтрпресс состоит из одних только плит, имеющих питательные отверстия большого размера в центре и выгрузочные — внизу плит. Эти фильтрпрессы применяются для фильтрации суспензий с большой концентрацией твердых частиц, которые могут забивать малые по сечению каналы рамных фильтрпрессов.
Отечественные машиностроительные заводы выпускают автоматизированный фильтрпресс оригинальной конструкции ФПАК (Рис. 4). Этот фильтрпресс состоит из горизонтально расположенных друг над другом фильтрующих плит. Расстояние между ними составляет 25—30 мм. Они расположены между двумя опорными плитами фильтра. Между плитами через ролики протянута бесконечная лента фильтрующей ткани, натяжение которой осуществляется грузами.
Для образования закрытых камер служат замкнутые резиновые шланговые уплотнения- При подаче в них воды под давлением 8—10 ати они раздуваются и уплотняют камеры между собой.
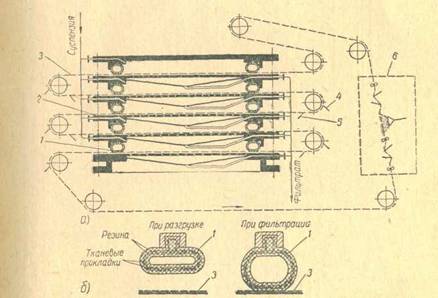
Рис. 4.- Схема автоматического фильтрпресса (ФПАК):
1 — резиновый уплотнительный шланг; 2 — фильтрующая плита; 3 фильтрующая ткань; 4 — ножи для съема осадка; 5 — нож подчистки; 6 — камера регенерации фильтрующей ткани*
Фильтровальные плиты перекрыты щелевидными ситами, под которыми имеется днище для сбора и отвода фильтрата и промывных вод.
На приводных роликах установлены шабера для снятия осадка и очистки ткани.
Регенерация ткани производится в отдельной камере, где она промывается водой и очищается ножами. После этого восстановленная фильтрующая ткань отжимается роликом и поступает в пространство между плитами.
Работа фильтра состоит из следующих операций: подачи воды в уплотнения камер; подачи в камеры суспензии под давлением до 5 ати; подачи промывочной воды и воздуха для просушки (имеется клапан, отделяющий фильтрат от промывных вод); выписка воды из уплотнений; автоматического включения электродвигателя, приводящего в движение фильтрующую ленту, выносящую осадок из межплитного пространства, и подводящую его под ножи, которые снимают осадок с фильтрующей ткани. Для получения чистого фильтрата ткань протягивается на длину, равную двойному расстоянию между боковыми роликами. Регенерация ткани производится через число циклов, в два раза меньшее, чем число плит. Управление операциями автоматизировано.
Благодаря тому, что толщина осадка в этих фильтрах получается в 2—5 раз меньше, время на фильтрацию уменьшается в 4— 25 раз и производительность увеличивается в 5 и больше раз по сравнению с фильтрпрессом такой же фильтрующей поверхности, но ручного управления.
В настоящее время автоматизированные фильтрпрессы внедряются в химическую, угольную, горнорудную и керамическую промышленность. Разработан ряд типоразмеров на эти фильтрпрессы. Для поверхности 5, 10, 20, 30, 50 м2 и давления 5—6 ати [(3)стр. 65].
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
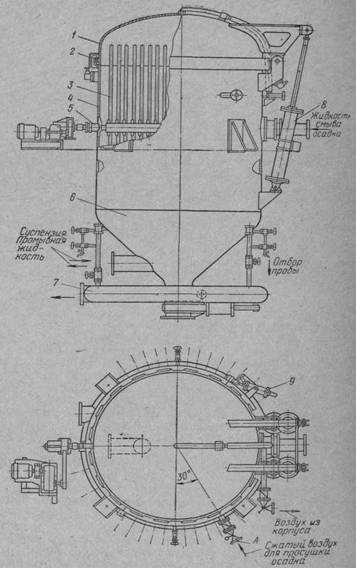
![]() Мешочные фильтры. Эти аппараты состоят из фильтрующих элементов, представляющих собой тканевые мешки (листы), натянутые на металлические каркасы и помещенные в горизонтальном или вертикальном корпусе. В современной конструкции мешочного фильтра, фильтрующие элементы расположены в вертикальном корпусе — фильтр ЛВ-130 (Рис. 5).
Мешочные фильтры. Эти аппараты состоят из фильтрующих элементов, представляющих собой тканевые мешки (листы), натянутые на металлические каркасы и помещенные в горизонтальном или вертикальном корпусе. В современной конструкции мешочного фильтра, фильтрующие элементы расположены в вертикальном корпусе — фильтр ЛВ-130 (Рис. 5).
Фильтрующие элементы состоят из каркаса, сетки коврового типа и фильтрующей основы в виде сетки или ткани и крепятся прижимными планками и клиньями.
Фильтрат отводится снизу каждой рамы через штуцер. Конец штуцера шаровой формы входит в седло с резиновым вкладышем. В верхней части рамы имеются две планки, одна из них входит в паз гребенки корпуса, вторая — в специальную направляющую корпуса с зажимным клиновым устройством. Прорези в середине рамы дают возможность свободно их вынимать без выдвигания питающей трубы. Эта труба служит для подвода суспензии и смывной жидкости. Во время разгрузки фильтра труба приводится во вращение и в возвратно-поступательное движение от электродвигателя через редуктор. Струи воды, вытекающие из сопел, за несколько оборотов трубы смывают осадок. Выгрузка осадка производится с помощью лопастного устройства, вал которого приводится во вращение от электродвигателя (через редуктор) со скоростью 10— 12 об/мин. Осадок удаляется через люк, открывающийся с помощью гидропривода.
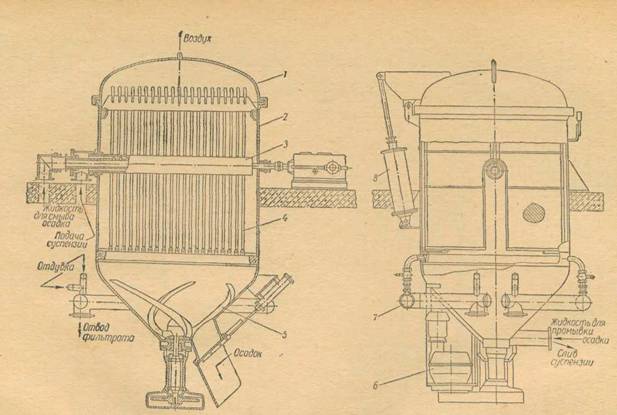
Рис. 5.- Схема вертикального листового фильтра (ЛВ-130).
1— крышки; 2 — корпус; 3 — труба для подачи суспензии и смывной жидкости; 4 — фильтровальная рама; 5 — механизм выгрузки осадка; 6 — привод разгрузчика; 7 — коллектор для отвода фильтрата; S — гидравлический механизм для открывания крышки.
Фильтрат из рам поступает по отводам в кольцевую коллекторную трубу. Через эту трубу предусмотрена подача пара или сжатого воздуха для отдувки для пропаривания осадка. Фильтрация производится при давлении 3 ати. Крышка фильтра при этом плотно закрывается байонетным затвором, поворот которого осуществляется при помощи гидравлических цилиндров с поршнями. Поднятие крышки осуществляется поршневым механизмом. После фильтрации следует промывка осадка путем заполнения корпуса водой, затем он просушивается сжатым воздухом или паром, после чего удаляется смывкой через нижний люк.
Управление работой фильтра автоматизировано. После каждой операции следует световой сигнал. Имеется также ручное управление с пульта.
Эти фильтры занимают на 60% меньше площади и на 55% менее металлоемки, чем горизонтальные мешочные фильтры.
1.2.2. Фильтры непрерывного действия.В фильтрах непрерывного действия происходит автоматическое чередование следующих операций: фильтрации, промывки, просушки, разгрузки осадка и регенерации фильтрующей ткани. Эти операции происходят непрерывно в каждой зоне фильтра и независимо друг от друга, поэтому весь процесс фильтрации протекает также непрерывно.
Конструкции фильтров непрерывного действия различают по форме фильтрующей поверхности и подразделяют на барабанные, дисковые и ленточные. Аппараты каждой из этих групп подразделяются на фильтры, работающие под разрежением, и фильтры, работающие под давлением. Разрежение создается под фильтрующей поверхностью или в пространстве между двумя фильтрующими перегородками. Давление действует всегда в направлении движения фильтруемой жидкости. Движущей силой фильтрации будет и в том и в другом случае разность давлений по обе стороны фильтрующей перегородки. Величина вакуума колеблется от 0,2 до 0,8 ата, избыточного давления — около 5 ати.
Основными преимуществами фильтров непрерывного действия являются: сокращенный рабочий цикл аппарата, так как время затрачивается на основные операции: фильтрацию, промывку и просушку, регенерацию ткани и на прохождение мертвых зон, причем загрузка суспензии и выгрузка осадка и фильтрата производятся непрерывно без затраты на то времени. Все это повышает производительность фильтров непрерывного действия; делает удобным промывку осадка; уменьшает расход фильтрующей ткани; обусловливает легкость обслуживания и экономию рабочей силы.
К недостаткам этих фильтров относятся: сложность конструкции, высокая стоимость, необходимость установки более сложного вспомогательного оборудования, большой расход энергии на привод вакуумнасосов и воздуходувок
Барабанные вакуум-фильтры (рис. 6) состоят из следующих основных частей: барабана с фильтрующими ячейками, ванны с мешалкой, распределительной головки или клапанов, механизма съема осадка, промывного устройства, устройства для заглаживания трещин в осадке и приводов барабана и мешалки.
Работа вакуум-фильтра осуществляется так (Рис.6,а): полый фильтрующий барабан 1 с отверстиями на боковой поверхности, покрытый металлической подкладочной сеткой и фильтрующей текстильной тканью, медленно вращается (со скоростью 0,1—2,6 об/мин) в ванне 2, куда непрерывно подается суспензия-Глубина погружения барабана в суспензию в отдельных конструкциях фильтров бывает от 0,3 до 2 л (фильтры с малой и большой глубиной погружения барабана). Боковая поверхность барабана разделена радиальными перегородками на ячейки, которые при помощи соединительных труб или каналов в корпусе барабана соединены с каналами полой цапфы вала и сообщаются с распределительной головкой (Рис. 6, б), прижатой к торцовой поверхности цапфы. Распределительная головка предназначена для последовательного соединения ячеек барабана с трубопроводами вакуум-насоса и компрессора. При этом погруженные в
| Рис. 6.- Барабанный вакуум-фильтр: а- схема устройств; б- распределительная головка; в- способы съема осадка с барабана фильтра. |
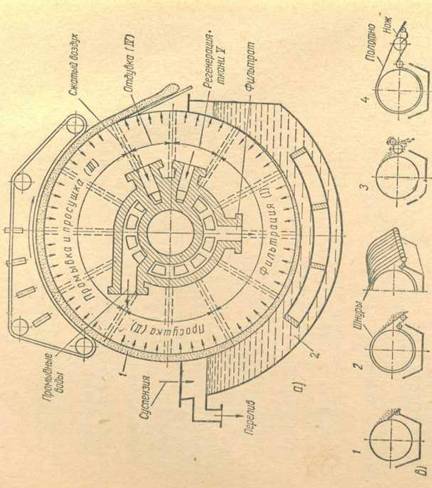
суспензию ячейки барабана сообщаются с вакуум-насосом, и под действием вакуума происходит фильтрация с отложением осадка, а фильтрат проходит внутрь барабана и удаляется через распределительную головку. Часть поверхности барабана, на которой происходит отложение осадка, называется зоной фильтрации (/).
При выходе барабана из суспензии осадок просушивается за счет просасывания через него воздуха (зона просушки //). Затем осадок подвергается действию струй воды, подаваемой в трубки, которые его промывают.
Промывные воды также отсасываются и удаляются через отдельный патрубок распределительной головки (зона промывки ///). Затем осадок вновь просушивается просасываемым через него воздухом. После этого ячейки барабана соединяются с трубопроводом сжатого воздуха, осадок разрыхляется и, подойдя к ножу, спадает с поверхности барабана (зона съема осадка IV). На последнем участке поверхности барабана происходит очистка фильтрующей ткани путем продувки ее сжатым воздухом (зона регенерации ткани V). Затем цикл работы фильтрующего барабана повторяется при следующем его обороте.
Между рабочими зонами // и ///, V и / находятся небольшие мертвые зоны, которые препятствуют сообщению между собой рабочих зон при переходе через них ячеек барабана.
В распределительной головке (Рис. 6, б) соприкосновение торца вала барабана 1 с ее корпусом 4 происходит с помощью двух шайб. Шайба 2 прикреплена к торцу вала и имеет отверстия по числу ячеек барабана- Шайба 3 крепится к головке и имеет четыре неодинаковые по длине прорези, соответствующие камерам в головке: через прорезь в камеру А проходит фильтрат из зоны /, через прорезь в камеру Б—фильтрат из зоны // и промывные воды из зоны ///, через прорезь в камеры В и Г подается сжатый воздух в зоны IV и V. Неподвижный корпус головки прижимается к вращающейся шайбе 2 посредством пружины 5.
Для предотвращения осаждения взвешенных частиц из суспензии в ванне фильтра служит мешалка. Покровная лента, движущаяся за счет трения о поверхность осадка, заглаживает трещины в осадке, предотвращая этим падение вакуума. При этом она пропускает промывную воду из труб. Для удаления воды из осадка после его промывки, помимо просасывания воздуха, применяют вибрацию. Вибраторы — это свободно висящие на осях и закрепленные на крестовинах кольца, которые при вращении крестовины ударяют по поверхности лежащего на осадке резинового листа, вызывая этим уплотнение осадка и дополнительный отжим влаги из него.
Способ удаления осадка зависит от его свойств и толщины
(Рис.6, в)- Так, плотные и маловлажные осадки толщиной 8— 10 мм снимаются ножом 1; тонкие (2—4 мм) — бесконечными шнурами, охватывающими барабан 2; тонкие мажущие осадки — съемным валиком 3; съем очень тонких осадков осуществляется бесконечным фильтрующим полотном 4.
Для фильтрации жидкостей с тяжелыми взвешенными частицами или выделяющими ядовитые или огнеопасные пары применяют также вакуум-фильтры с внутренней фильтрующей поверхностью (Рис. 7). В эти аппараты жидкость подается внутрь барабана, снабженного закраиной или полностью закрытого, и на его внутренней поверхности при фильтрации образуется осадок. Жидкость занимает дугу барабана в 90°. Осадок снимается с помощью ножа и падает в наклонный желоб. Фильтрат удаляется через распределительную головку.
Привод барабана осуществляется за счет трения между роликом и бандажам, закрепленным на барабане. Промывка осадка обычно на этих фильтрах не производится, так как промывные воды могут разбавлять фильтруемую суспензию.
Существенным усовершенствованием барабанных фильтров являются барабанные фильтры, работающие под давлением (рис. 8).
Барабан фильтра находится в закрытом кожухе, нижняя часть которого
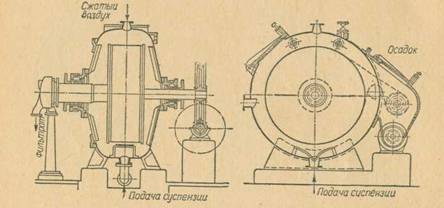
Рис.8.- Схема фильтра, работающего под давлением.
является ванной для суспензии. Фильтрация происходит под давлением сжатого воздуха, подаваемого сверху в кожух. Давление воздуха составляет от 2 до 5 ати. Работают эти фильтры интенсивнее вакуумных, но они более сложны по устройству и требуют специальных приспособлений для выгрузки осадка [(3)стр. 72].
Дисковые вакуум-фильтры. Дисковый вакуум-фильтр (рис. 9.) состоит из ванны 9, фильтрующих дисков 1, закрепленных на полом валу 2, и распределительного устройства 3, аналогичного барабанным вакуум-фильтрам, с отводами для фильтрата 4 и штуцерами для сжатого воздуха 5.
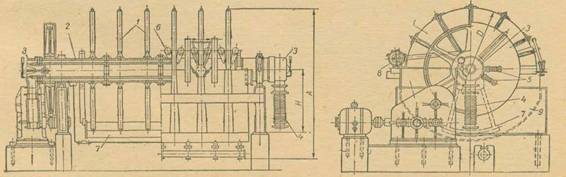
Рис. 9.- Схема дискового вакуум-фильтра
Число дисков колеблется от 1 до 10 и более при общей поверхности фильтрации их от 1 до 100 м2. Промывное устройство обычно отсутствует, так как промывка осадка сопровождается сильным разбавлением осадка, поэтому эти фильтры применяются для фильтрации суспензий без промывки осадков. Конструкция их характеризуется компактностью и большой фильтрующей поверхностью в единице объема, занимаемого фильтром.
Ванна или корыто фильтра разбиты перегородками на отдельные секции, и в каждую из них до уровня вала погружен диск. Уровень суспензии в ванне поддерживается постоянным при помощи переливных труб. Для перемещения суспензии в ванне установлена маятниковая мешалка 7, такой же конструкции, как и у барабанных вакуум-фильтров, с приводом от эксцентрика 8; для снятия осадка установлены ролики 6,.
Фильтрующие диски состоят из секторов, число которых достигает 12 и более.
Конструкция сектора диска. Он состоит из боковых металлических планок, верхней деревянной планки и металлических пластин. В качестве опоры для фильтрующей ткани служат рифленые деревянные доски. Внизу сектор при помощи штуцера закреплен на полом валу фильтра. Секторы соединены между собой при помощи планок и тяг. Через штуцеры воздух и фильтрат поступают в продольные каналы вала, число, которых равно числу секторов диска. По ним фильтрат и воздух поступают через распределительную головку во всасывающий трубопровод вакуум-насосной установки. Фильтрующая ткань изготовляется в виде трапециевидного мешка, который натягивается на сектор и внизу туго завязывается на горловине штуцера 5. Верхние края мешка зажимаются пластиной.
Съём осадка производится при помощи радиально поставленных ножей.
Суспензия поступает в секции фильтра снизу в количестве, превышающем необходимое для фильтрации; избыток ее уходит через переливной патрубок.
В ванне суспензия перемешивается мешалками и самими дисками. Фильтрация происходит при вращении![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() дисков, делающих 0,1—3 об/мин. При этом фильтрат отсасывается через ткань. После зоны фильтрации следует зона просушки и зона съема осадка. В последнюю подается сжатый воздух для отделения осадка от фильтрующей ткани. Этому помогают и скребки.
дисков, делающих 0,1—3 об/мин. При этом фильтрат отсасывается через ткань. После зоны фильтрации следует зона просушки и зона съема осадка. В последнюю подается сжатый воздух для отделения осадка от фильтрующей ткани. Этому помогают и скребки.
Наличие отдельных секторов, из которых состоят диски этих фильтров, позволяет на каждом из дисков производить замену секторов и фильтрующей ткани независимо от других дисков. Дисковые фильтры находят применение в химической, горнорудной, угольной и других отраслях промышленности. Для фильтрации суспензий с одинаковой крупностью твердых частиц, образующих плотный осадок толщиной не менее 8 мм.
Дисковые фильтры, как и барабанные, изготовляются также для работы под давлением. Для этого вал с дисками помещен в герметическом корпусе, куда подается сжатый воздух под давлением до 7 ати и под этим давлением происходит фильтрация, промывка и просушка осадка. Осадок снимается с фильтрующей поверхности при помощи ножей и выводится из аппарата действием шнекового устройства с пружинным клапаном [(3) стр. 72].
Разновидностью дисковых фильтров являются план-фильтры (рис. 10) применяющиеся для фильтрации суспензий с твердыми крупнозернистыми частицами, осадки которых требуют тщательной промывки. Однако они характеризуются громоздкостью, малой поверхностью фильтрации на единицу объема, затруднительным съемом осадка и регенерацией ткани.
Дисковые фильтры, как и барабанные, изготовляются также для работы под давлением. Для этого вал с дисками помещен в герметическом корпусе, куда подается сжатый воздух под давлением до 7 ати и под этим давлением происходит фильтрация, промывка и просушка осадка. Осадок снимается с фильтрующей поверхности при помощи ножей и выводится из аппарата действием шнекового устройства с пружинным клапаном.
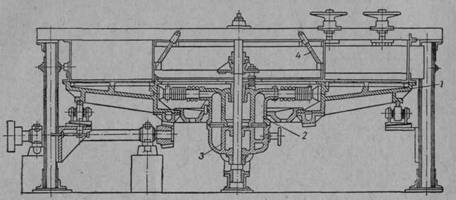
Рис. 10.- Схема план-фильтра:
1 — диск; 2—полый вал; 3—распределительная головка; 4 .— нож для удаления осадка.
Ленточные вакуум-фильтры. Ленточный фильтр (рис. 11, а) состоит из бесконечной резиновой перфорированной ленты 7, натянутой на приводной и натяжной барабаны 1 и 6.
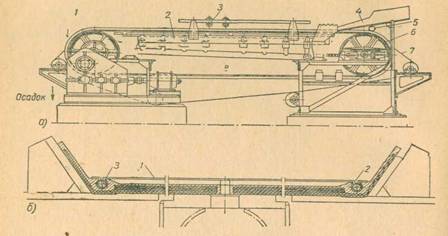
Рис.11.- а - ленточный фильтр, б - фильтрующая лента.
Верхняя часть ленты скользит по горизонтальной вакуум-камере 2, сообщающейся с коллектором 8.
Вакуум-камера имеет несколько отсеков, благодаря чему фильтрат отводится отдельно от промывной жидкости. Сама камера представляет собой чугунную отливку круглого или прямоугольного пустотелого сечения с решеткой, по которой движется лента, Для предохранения камеры от забивания кристаллизующимися растворами она имеет рубашку, в которую поступает горячая вода.
Для подачи суспензии на ленту служит лоток 4, под ним находится принудительно вращающийся валик 5, предохраняющий суспензию от растекания по натяжному барабану.
Осадок разгружается с приводного барабана под действием собственного веса или с помощью отдувки, а также гидравлического смывного устройства, в зависимости от состояния осадка.
Промывка производится из спрысков 3, установленных вдоль ленты. Оставшаяся в отверстиях ленты промывная вода удаляется на натяжном барабане вакуумным устройством. Скорость ленты изменяется от 0,3 до 1,5 м/мин, толщина осадка — от 1 до 25 мм. Вакуум может быть доведен до 600 мм рт. ст.
Выпускаемые ленточные фильтры имеют фильтрующую поверхность от 1,2 до 4,8 м2 при ширине ленты 0,5 и 1 м. Стоит задача увеличить поверхность фильтрации до 10 м2. На рис. 10, б показана резиновая лента фильтра с натянутой на ней фильтрующей тканью 1. Крепление ткани производится путем закладывания краев в продольные канавки 2 и заклинивания ее там специальными шнурами 3 [(2) стр. 208].
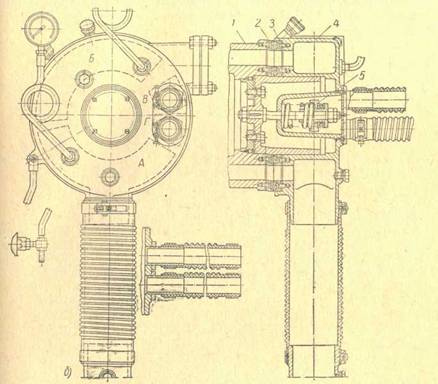
Патронные фильтры применяют для осветления и сгущения суспензий. Фильтр (рис. 12) состоит из вертикального цилиндрического корпуса 2 с днищем 5 и фланцевой крышкой 1. Внутри корпуса на кольце 4 закреплена трубная решетка 3, в которой размещены фильтрующие элементы — патроны 7 с дном 6 и крышкой 8. Патроны представляют собой закрытые снизу перфорированные трубки, изготовленные чаще всего из пористой керамики или пластмассы. Суспензия подается в корпус под давлением через штуцер 11. Фильтрат проходит через боковую пористую фильтрующую поверхность патронов внутрь и выводится из них в прием ник,
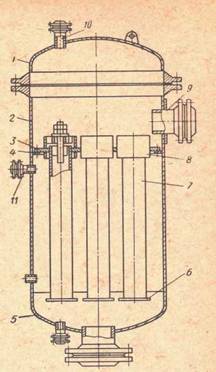
Рис. 12.- Патронный фильтр
образуемый трубной решеткой и крышкой, а затем выходит через штуцер 9.
Осадок накапливается на стенках патронов. Его удаляют чаще всего промывкой жидкостью, подаваемой внутрь патронов через штуцер 10. Патронные фильтры изготовляют по нормалям, например ОН 26-01-81—68.
Листовые фильтры применяют для осветления тонкодисперсных суспензий с содержанием твердой фазы менее 0,1%, а также для разделения различных суспензий с содержанием твердой фазы 1—3%. По расположению корпуса они делятся на вертикальные и горизонтальные.
На рис. 13 показан вертикальный листовой фильтр, представляющий собой стальной цилиндрический корпус 4 с коническим днищем 6 и эллиптической откидной крышкой 1. Крышка соединяется с корпусом байонетным затвором 2. Для поворота и подъема крышки служат гидросистемы 8 и 9. Внутри корпуса установлены вертикальные фильтровальные элементы 3 в виде рамок из стальных полос, обтянутых по бокам сетками и фильтровальной тканью. Внутренние полости рамок сообщаются трубками с коллектором 7 вывода фильтрата. После заполнения корпуса суспензией в нем создается давление, под действием которого фильтрат попадает в полости фильтрующих элементов, а затем — в коллектор. Осадок накапливается на их поверхности и удаляется вместе с промывной жидкостью или механическим способом; в последнем случае листы встряхиваются специальным механизмом 5.
Листовые фильтры изготовляют по нормалям, например ОН 26-01-70—68.
 |
В фильтрах непрерывного действия одновременно, но в разных зонах протекают непрерывные операции фильтрации, промывки, просушки,
Рис. 13.- Листовой фильтр
разгрузки осадка и регенерации фильтрующей ткани. В целом весь процесс фильтрации осуществляется непрерывно.
Барабанные вакуум-фильтры с внутренней фильтрующей поверхностью предназначены для фильтрации грубодисперсных нейтральных, щелочных или кислых суспензий с высокой скоростью осаждения частиц твердой фазы и разной крупностью частиц.
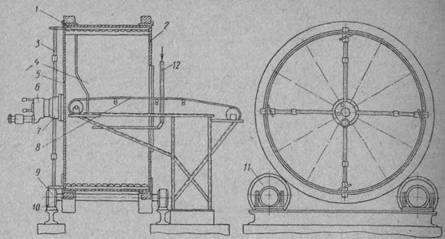 |
Фильтр (рис. 14) состоит из сварного барабана 4, распределительной головки 6, роликовых опор 11, привода и ленточного транспортера 8.
Рис. 14.- Барабанный вакуум-фильтр с внутренней фильтрующей насадкой
Барабан с одной стороны имеет глухую плоскую стенку 5, а с другой — кольцевой борт 2. С помощью двух бандажей 10 он установлен на опорных роликах 11, имеющих реборды. Ролики насажены на вал, установленный в подшипниках 9 и получают вращение от привода. Внутри барабана приварены продольные полосы, к которым прикреплены фильтрующие элементы 1, образующие секции. Секции сообщаются радиальными трубками 3 с отверстиями, расположенными по окружности торцовой поверхности цапфы 7. К цапфе плотно прижата неподвижная распределительная головка 6. При вращении барабана секции последовательно сообщаются с камерами распределительной головки.
Суспензия подается по трубке 12 в барабан до уровня "кольцевого борта 2. Из зоны фильтрации фильтрат выводится, как и в ранее рассмотренной конструкции. Твердая фаза в виде слоя осадка накапливается на внутренней поверхности. В зоне съема осадка внутрь секций подается сжатый воздух, который отделяет осадок от ткани. Он попадает на ленту транспортера и выгружается.
В соответствии с ГОСТ 8722—68 изготовляют барабанные вакуум-фильтры рассмотренной конструкции двух типов: ВУ — с основными деталями из углеродистой стали; ВК — с основными деталями из кислотостойкой стали. Поверхность фильтрации таких фильтров 10; 25 и 40 м2; диаметр барабана 2,5 м. Обозначение этих фильтров аналогично обозначению фильтров с внешним питанием.
Карусельные фильтры применяют для разделения быстро-осаждающихся суспензий с неоднородной крупностью твердой фазы при необходимости тщательной промывки осадка. Фильтр состоит (рис. 14) из подвижной рамы 1, опирающейся на роликовые опоры 7, и неподвижной рамы 2.
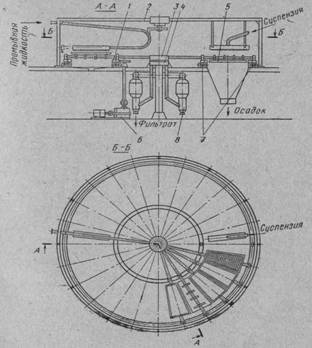
Рис. 15.- Вакуум-фильтр карусельный К50
На раме 2 укреплены устройства для заливки суспензии [и промывной] жидкости. Роликовые опоры 7 расположены концентрически в 2 ряда.
На подвижной раме 1 (карусели), состоящей из двух концентрических колец, расположены 24 ковша 5 (Нутч-фильтр). Ковши, установленные в подшипниках, при выгрузке осадка поворачиваются специальными устройствами вокруг своей горизонтальной оси. Рама /, вращаясь, катится по роликовым опорам. Ее привод 6 установлен внизу.
Каждый ковш, состоящий из металлической коробки и фильтрующего устройства, соединен гибким шлангом с центральной цапфой 3, которая прижата к распределительной головке 4.
При вращении подвижной рамы каждый нутч-фильтр проходит последовательно зоны заливки суспензии, фильтрации, промывки, просушки и сброса осадка. В зоне сброса осадка ковш автоматически поворачивается вокруг своей горизонтальной оси, и осадок сбрасывается в бункер, расположенный внизу. Фильтрат из распределительной головки выводится в вакуум-сборники 8. После разгрузки фильтровальная ткань промывается и просушивается [(4) стр. 72 ].
0 комментариев