Навигация
Расчет приспособления на точность
18931
знак
1
таблица
30
изображений
6. Расчет приспособления на точность
Расчет точности станочного приспособления
![]()
где δ – допуск на размер, δ=0,52мм
Δ – экономически достижимая точность, Δ=0,052мм
к – коэффициент пропорциональности, к=0,5
εб – погрешность базирования, мм εб=0,62мм
εз – погрешность закрепления, мм
![]()
сosα=0, так как угол между формируемым размером и силой зажима 900.
![]()
![]()
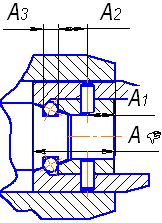
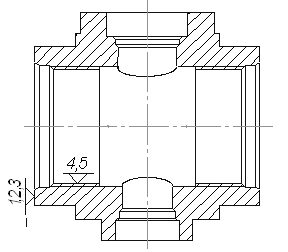
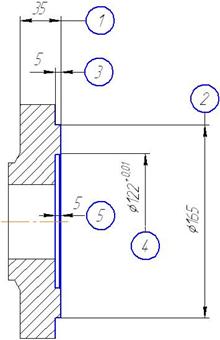
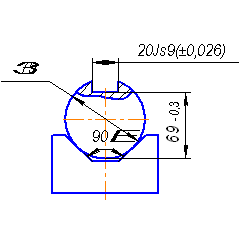
Схема расположения размерной цепи по оси ОХ.
А1=11(-0,43)мм, А2=12(-0,43)мм, А3=6(-0,3)мм, АΔ=32мм
Решаем прямую задачу вероятностным методом
А1, А2, А3 – уменьшающие звенья;
АΔ – увеличивающее звено.
Рассчитаем число единиц допуска
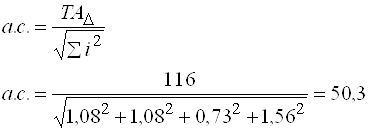
В зависимости от а.с.=50,3 назначаем 10-й квалитет
АΔ=32h10(-0,1)мм
![]()
Найдем среднее отклонение звеньев
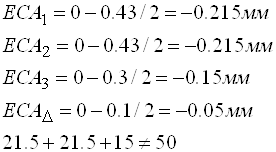
Принимаем среднее отклонение звеньев А1,А2 ЕСА1=ЕСА2=-0,175мм
![]()
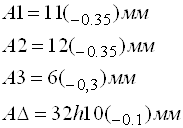
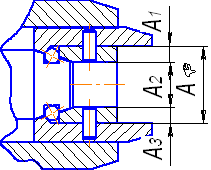
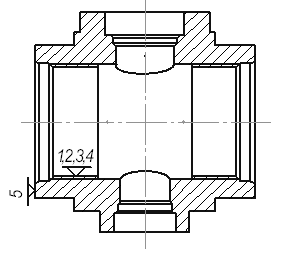
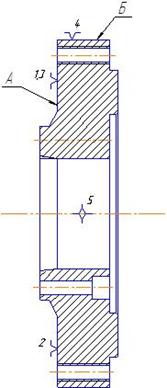
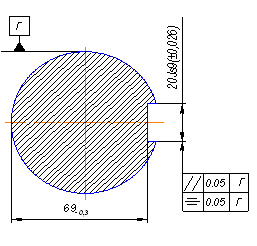
Схема расположения размерной цепи по оси OZ
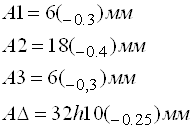
А1=6(-0,3)мм, А2=18(-0,43)мм, А3=6(-0,3)мм, АΔ=30мм
Решаем прямую задачу вероятностным методом
А1, А2, А3 – уменьшающие звенья;
АΔ – увеличивающее звено.
Рассчитаем число единиц допуска

![]()
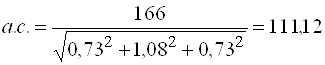
В зависимости от а.с.=111,12 назначаем 12-й квалитет
АΔ=32h12(-0,25)мм
![]()
Найдем среднее отклонение звеньев
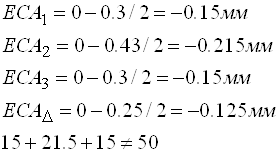
Принимаем среднее отклонение звеньев А3 ЕСА3=-0,2мм
![]()
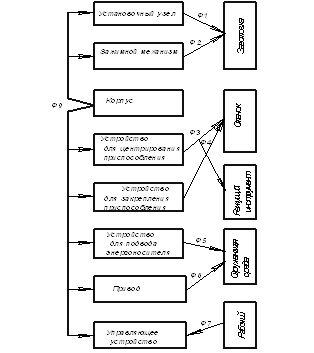
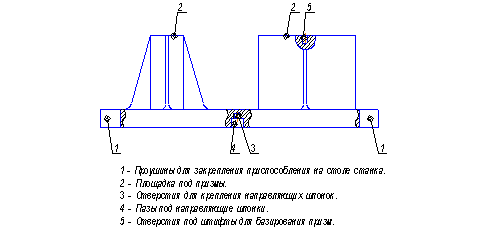
7. Техническое описание приспособления
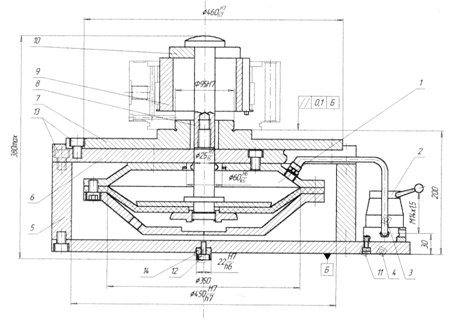
Разработанное приспособление используется в серийном производстве для закрепления заготовок, которые обрабатываются на обрабатывающем центре. Приспособление перенастраивается для закрепления деталей типа вал различного диаметра с помощью съемной насадки. Приспособление состоит из цанговой насадки, корпуса, шпинделя, штока, гидроцилиндр и других деталей.
В статическом положении детали взаимодействуют друг с другом в такой последовательности.
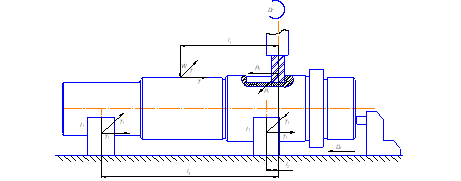
Лопастной гидроцилиндр установлен на левом конце шпинделя токарного обрабатывающего центра и вращается вместе с ним. Гидроцилиндр состоит из корпуса (статора) 2 с упором, крышками 5 и 6 и однолопастного ротора 19 с лопастью 7, закрепленного шпонками 25 на гайке 8. Гайка установлена в статоре на конических роликоподшипниках 21 и связана с винтовой втулкой 9, в правый его конец ввинчена тяга 10, которая через промежуточные звенья перемещает цанговую насадку при зажиме и разжиме детали. При подаче масла в одну из полостей статора 2 ротор 19 с лопастью 7 проворачивается до упора и вращает гайку 8, которая перемещает винт с тягой 10 вправо или влево. Винтовая втулка, перемещаясь в шлицевом отверстии крышки 6, не вращается. Масло из резиновых шлангов подается через отверстие в приемную невращающуюся муфту 1, установленную на шарикоподшипниках 22, сидящих на валу, который запрессован в крышку 5. Вал имеет каналы для прохода масла в одну из полостей статора. Гидроагрегат с электродвигателем и насосом включают только во время остановки станка, а сила зажима детали цанговой насадкой сохраняется при обработке детали вследствие самоторможения винтовой пары: гайки и винтовой втулки.
Шпинделю станка передается возвратно-поступательное и вращательное движение. Сухарики 17, которые подпружинены пружиной 23 перемещается по шпинделю и поднимает втулку 15, которая в свою очередь сжимает цанговую насадку 3, соединяющаяся через шлицевое соединение. Происходит зажим детали. Для раскрепления детали из гидроцилиндра высасывается масло из полостей статора, происходит обратное действие винтовой пары, сухарик опускается и опускается втулка. Замена насадки производится при необходимости при раскрепления детали. Подача поршня контролируется датчиком FESTO, который находится на корпусе гидроцилиндра.
Схема работы гидравлического привода.
При перемещения рукоятки 5 в крайнее положение переключается золотник 4 и включается электродвигатель насоса 2. Масло из бака 1 по трубопроводу через лопастной насос 2, работающий от электродвигателя, и трубопроводу 3 под давлением 6,5МПа подается в золотник 4. Из него масло по трубопроводам 7 поступает в правую или левую полость лопастного цилиндра 8. При подаче масла в правую полость цилиндра лопасть с ротором 9 поворачивается до упора 10 и вытесняет масло из левой полости. Масло через левый трубопровод 7, золотник 4 по трубопроводу 14 стекает в бак 1. При переключении рукоятки 5 золотника 4 в другую сторону масло поступает в левую полость цилиндра 8, а из его правой полости и золотника 4 по трубопроводу 14 сливается в бак 1. Масло, которое просочилось из золотника 4 отводится по трубопроводу 13 в бак. Необходимое давление масла в гидросистеме регулируется клапаном 12 и определяется манометром 6.
Список литературы
1. Анурьев В.И. Справочник конструктора-машиностроителя: В 3т. – 8-е изд., перераб. и доп. М.: Машиностроения, 2001.
2. Болотин Х.Л., Костромин Ф.П. Станочные приспособления. Изд. 5-е, перераб. и доп. М., «Машиностроение», 1973, 344с.
3. Антонюк В.Е. Справочник конструктора по расчету и проектированию станочных приспособлений, 1969г.
4. Станочные приспособления: Справочник. В 2-х т./Ред. Совет: Б.Н. Вардашкин (пред.) и др. – М.: Машиностроение,/ Под ред. Б.Н. Вардашкина, В.В. Данилевского., 1984 – 656с., ил.
5. Боженко Л.И. Технология машиностроения. Проектирования технологического приспособления: Учебник. – Львов, 2001. – 296с.,ил.
Похожие работы
... усовершенствована методика их расчета, разработаны различные приводы с элементами, повысившими их эксплуатационную надежность.1. Проектирование станочного приспособления 1.1. Техническое задание Спроектировать установочно-зажимное приспособление под детали типа "Валы" для операции сверление отверстия на вертикально-сверлильном станке модели 2Н118А в условиях серийного производства; - ...
... представлено для максимального момента Мз: М3 х К=f x W x C Откуда сила закрепления: Н Сила закрепления - максимальная из определенных выше W = 33850Н В качестве привода станочного приспособления выбираем мембранную пневмокамеру одностороннего действия с резиновой мембраной 8 Расчет детали на прочность Рассчитываю на прочность деталь шток, на которую одета прижимная шайба.Диаметр ...
... ГОСТ 4543-71 д, % , % КСИ, HRC HB 490 600 16 45 59 - 212-248 1.2 Технологический процесс изготовления детали (маршрутный) Деталь обрабатывается на операциях: 010 Токарная операция 020 Токарная операция 030 Токарная операция 040 Фрезерная операция 050 Сверлильная операция 1.3 Описание технологической операции 020 Токарная операция ...
... полость гидроцилиндра, толкатель отходит назад, тянет за собой прихват и отжимает вал. Заключение В результате проделанной работы нами разработано приспособление для обработки шпоночных пазов на вертикально - фрезерном станке 6Р12. Простота конструкции, использование типовых и стандартных деталей и узлов существенно облегчает изготовление приспособление, а использование гидравлического ...
0 комментариев