Навигация
Выбор режущего инструмента и оснастки
20274
знака
7
таблиц
2
изображения
8.3 Выбор режущего инструмента и оснастки
Для выполнения переходов операции 10 принимаем следующие режущие инструменты:
Т1, Т2 Резцы проходные ГОСТ 26611-85 Т5К10;
Т3 Резец контурный тип 1 ГОСТ 20872-80 Т15К6.
Для выполнения переходов операции 20 принимаем следующие режущие инструменты:
Фреза шпоночная Ø22 ГОСТ 4675-71 Р6М5;
Фреза шпоночная Ø25 ГОСТ 4675-71 Р6М5.
8.4. Расчет режимов резания
Расчет режимов резания для всех технологических переходов выполнен по методике [2].
Операция 10:
Переход 1
Глубина резания 4мм;
Подача резца 0,2 мм/об;
Переход 2
Глубина резания 3мм;
Подача резца 0,2 мм/об;
Операция 20:
Переход 1
Глубина резания 9мм;
Подача 0,7 мм/об.
Переход 2
Глубина резания 9мм;
Подача 0,7 мм/об.
Скорость резания рассчитывается:
![]() (8.1)
(8.1)
где ![]() - коэффициент и показатели степени, зависящие от вида обработки;
- коэффициент и показатели степени, зависящие от вида обработки;
![]() (8.2)
(8.2)
где ![]() - коэффициент, учитывающий влияние материала заготовки на скорость;
- коэффициент, учитывающий влияние материала заготовки на скорость;
![]() - учитывающий состояние поверхности;
- учитывающий состояние поверхности;
![]() - учитывающий материал инструмента.
- учитывающий материал инструмента.
Расчет
Операция 10
Переход 1 Переход 2
 ;
;
![]() =0,8 (поковка)
=0,8 (поковка)
![]() =0,65 (Т15К10)
=0,65 (Т15К10)
![]() =0,46
=0,46
;
![]() =1,0
=1,0
![]() =1,0 (Т15К6)
=1,0 (Т15К6)
![]() =0,44
=0,44
![]() (часовая стойкость)
(часовая стойкость)
![]()
![]()
![]()
![]()
Для чернового перехода операции 10 проводим проверку по мощности станка:
где ![]() - учитывает прочностные свойства обрабатываемого материала;
- учитывает прочностные свойства обрабатываемого материала;
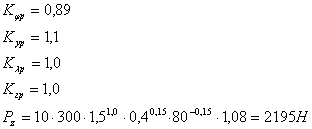
Мощность резания рассчитывается:
![]()
Данные режимы можно реализовать на станке 1К62.
Аналогичным образом рассчитаны режимы резания при фрезеровании.
Операция 20
Переход 1 Переход 2
![]()
![]()
![]()
![]()
8.5. Расчет норм времени
Время выполнения технологической операции в серийном производстве оценивается штучно-калькуляционным временем, определяемом по формуле:
![]()
где ![]() - подготовительно-заключительное время, мин;
- подготовительно-заключительное время, мин;
![]() - размер партии для запуска;
- размер партии для запуска;
![]() - штучное время обработки, мин;
- штучное время обработки, мин;
![]()
где ![]() - основное время обработки, мин;
- основное время обработки, мин;
![]() - вспомогательное время, мин;
- вспомогательное время, мин;
![]() - время технического обслуживания станка, мин;
- время технического обслуживания станка, мин;
![]() - время на отдых и личные надобности, мин.
- время на отдых и личные надобности, мин.
Расчет составляющих штучного времени представлен в таблице 8.1, 8.2.
Таблица 8.1.
Расчет норм времени на токарную операцию 10
| N пер. | Длина рабочего хода, Lрх,мм | Минутная подача, Sм,мм/мин | Основное время обработки, | Время на установку заготовки | Длина холост. хода, Lхх,мм | Вспомогат. время перехода, Твс,мин | Оперативное время, | Прим. |
| 1 | 0,15 | |||||||
| 2 | 205 | 68 | 3,0 | 230 | 1,5 | 4,5 | ||
| 3 | 405 | 220 | 1,8 | 430 | 0,8 | 2,6 | ||
| То = 4,8 | Твс = 2,3 | Топ = 7,1 | ||||||
Время технического обслуживания и отдыха 7% от Топ:
![]()
Штучное время:
![]()
Подготовительно-заключительное время: 10мин [2].
Штучно-калькуляционное время:
![]()
Таблица 8.2.
Расчет норм времени на токарную операцию 20
| N пер. | Длина рабочего хода, Lрх,мм | Минутная подача, Sм,мм/мин | Основное время обработки, | Время на установку заготовки | Длина холост. хода, Lхх,мм | Вспомогат. время перехода, Твс,мин | Оперативное время, | Прим. |
| 1 | 0,15 | |||||||
| 2 | 106 | 53 | 2,0 | 105 | 0,9 | 2,9 | ||
| 3 | 103 | 54 | 1,9 | 100 | 0,7 | 2,6 | ||
| То = 3,9 | Твс = 1,6 | Топ = 5,5 | ||||||
Время технического обслуживания и отдыха 7% от Топ:
![]()
Штучное время:
![]()
Подготовительно-заключительное время: 7 мин [2].
Штучно-калькуляционное время:
![]()
Результаты разработки технологических операций занесем в операционные карты и на операционный эскиз.
Заключение
Заключение проекта представлено в виде выводов:
1. Оценена актуальность проблемы, определены цель и задачи проекта.
2. Выполнена оценка служебного назначения вала ведомого, разработан его технологический чертеж, произведена оценка технологичности конструкции детали.
3. Определен тип производства и форма организации технологического процесса.
4. По экономическому критерию выбран метод получения заготовок и разработана ее конструкция по ГОСТ 7505-89.
5. Обоснованно выбраны методы обработки поверхностей детали и разработан прогрессивный технологический маршрут ее изготовления.
6. Подробно проработана токарная операция, сделаны расчеты режимов резания и норм времени, разработана технологическая документация.
7. В графической части проекта представлены чертеж детали и ее заготовки, план изготовления вала ведомого, чертеж наладки токарной операции.
Список используемой литературы
1. Справочник технолога машиностроителя./ Под редакцией А.Г. Косиловой, Р. К. Мещерякова. – М .: Машиностроение, 1985.- Т.1,2.
2. Горбацевич А.Ф., Шкред В. А. Курсовое проектирование по технологии машиностроения:- 4-е изд., перераб. и доп.- Выш. школа, 1983, ил.
3. Гжиров Р.И. Краткий справочник конструктора: Справочник - М.: Машиностроение, Ленинград, 1983год.
4. Михайлов А.В. Методическое указание «Определение операционных размеров механической обработки в условиях серийного производства»
Тольятти, 1992год.
5. Методические указания к проектированию заготовок.
6. Николаев С.В. Альбом образцов чертежей технологических наладок, МУ к курсовому проектированию, Тольятти, 2002, 12с.
7. Методические указания по разработке разделов курсового проекта по технологии машиностроения применительно к специальности 060800 «Экономика и управление предприятиями машиностроения».
Похожие работы





... размеров предопределяется целесообразность выбранных (технологических) баз, принятого порядка обработки и контроля отдельных размеров детали в зависимости от величины допусков этих размеров. При разработке технологического процесса обработки вала используем технологическую и конструкторскую базу, определим допуски на них. Определение технологических размеров и допусков проведем на основе ...
... выбора технологического оснащения В состав технологического оснащения входит оборудование и технологическая оснастка – установочные приспособления, режущий, мерительный и вспомогательный инструменты. Выбор станочного оборудования является одной из важнейших задач при разработке техпроцесса механической обработки заготовки. От правильности его выбора зависит производительность изготовления ...





... поковка. Группа стали – М2; Степень сложности – С2; Класс точности – Т4; Исходный индекс – 14. Метод получения заготовки – штамповка в закрытых штампах. Разработка маршрутного технологического процесса 05 Заготовительная Горячая штамповка 10 Фрезерно-центровальная А. Установить и снять заготовку 1. Фрезеровать торцы выдерживая размер 1401 мм Центровать отверстия В4 15 ...





... ;110 Æ113,4 7 Æ72 Æ75,2 10 Æ62 Æ58,4 6. Разработка маршрутно-технологического процесса При разработке маршрутно-технологического процесса решаются следующие задачи: 1. устанавливается последовательность операций обработки заготовки 2. выбирается технологическая база. При этом нужно стремиться к ...
0 комментариев