Навигация
2. Заклепки
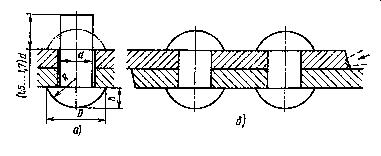
Заклёпка – это цилиндрический металлический стержень с головкой определённой формы. Головка заклёпки, высаженная заранее, т. е. изготовленная вместе со стержнем, называется закладной, а образующаяся во время клёпки из части стержня, выступающего над поверхностью склёпываемых деталей, - замыкающей [25].
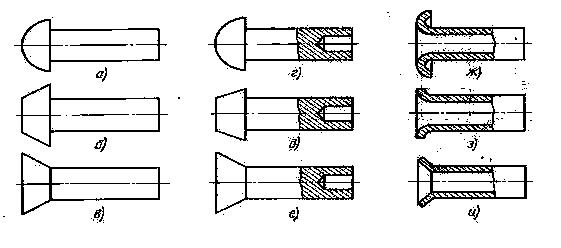
По форме головок различают заклёпки: (а)- с полукруглой высокой головкой со стержнем диаметром 1…36мм и длиной 2…180мм; (б)- с полукруглой низкой головкой со стержнем диаметром 1…10мм и длиной 4…80мм; (в)- плоской головкой со стержнем диаметром 2…36мм и длиной 4…180мм; (г)- с потайной головкой со стержнем диаметром 1…36мм и длиной 2…180мм; (д)- с полупотайной головкой со стержнем диаметром 2…36мм и длиной 3…210мм.
Заклепки изготовляют из материалов с хорошей пластичностью, - сталей (Ст2, Ст3, стали 10 и 15), меди (МЗ, МТ), латуни (Л63), алюминиевых сплавов (АМr5П, Д18, АД1), нержавеющей стали (Х18Н9Т), легированной стали (09Г2) [14].
Заклёпки выполняются из того же материала, что и соединяемые детали [9].
Взрывные заклёпки имеют в свободном конце стержня углубление (камеру), заполняемую взрывчатым веществом, защищённое от влаги слоем лака.
Клёпку взрывными заклёпками осуществляют в тех случаях, когда невозможно сделать замыкающую головку.
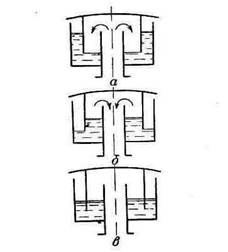
Клёпка трубчатыми заклёпками заключается в установке заклёпки с полым стержнем в отверстие, затем заклёпку осаживают пистонницей, тем самым подтягивая детали друг к другу и расклёпывают [10].
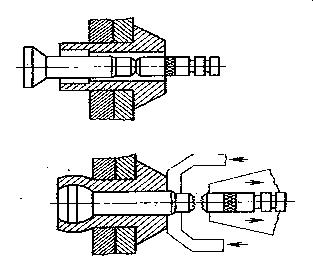
Заклёпки с сердечниками имеют полый стержень (пистон), в который помещён сердечник с утолщённой частью на конце. Процесс клёпки выполняется с помощью клещей или ручного пресса путём протягивания сердечника сквозь пистон и впрессовывания его в стенки отверстия, а при дальнейшем протягивании замыкающая головка входит в пистон и развальцовывает его.
Заклёпки ЦАГИ состоят из двух частей – пистона и сердечника (из стали 30ХМА), который закаливается [28].
2.1 Выбор заклёпок
Независимо от применяемых инструментов и приспособлений склёпываемые детали располагают таким образом, чтобы закладные головки заклёпок находились сверху. Это позволяет вставлять заклёпки предварительно [15].
Необходимое количество, диаметр и длину заклёпок определяют расчётным путём.
Длина l (мм) стержня заклёпки для образования замыкающей потайной головки определяется по формуле l=S+(0,8…1,2)d, где S – толщина склёпываемых листов, мм; d – диаметр заклёпки, мм.
Для образования полукруглой замыкающей головки l=S+(1,2…1,5)d.
По расчётному значение подбирают ближайшее большее значение из числа длин заклёпок, предусмотренных стандартом [13].
Расстояние от центра до края склёпываемых листов должно составлять 1,5d. Диаметр отверстия должен быть больше диаметра заклёпки.
Диаметр заклёпки, мм….
2 2,3 2,6 3 3,5 4 5 6 7 8
Диаметр отверстия, мм…
2,1 2,4 2,7 3,1 3,6 4,1 5,2 6,2 7,2 8,2
2.2 Виды и методы клёпки
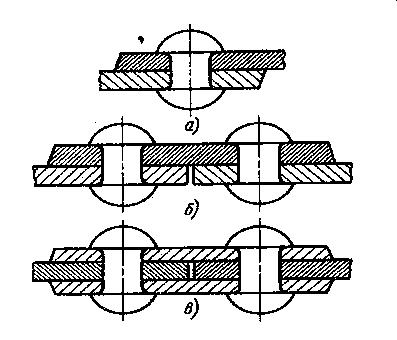
Различают два вида клёпки – с двусторонним подходом, когда имеется свободный доступ к замыкающей, так и закладной головке, и с односторонним подходом, когда доступ к замыкающей головке невозможен.
Различают два метода клёпки: прямой, когда удары молотком наносятся по стержню со стороны вновь образуемой замыкающей головки; обратный, когда удары молотком наносят по закладной головке. Этот метод применяется при затруднённом доступе к замыкающей головке [2].
Способ клёпки Таумель. Головка Таумель, в которой помещается обжимка, вращается вокруг оси заклёпочного стержня, образуя замыкающую головку постепенной деформацией материала.
Клёпку крупногабаритных деталей производят механизированным способом или машинным, применяя пневматические молотки или клепальные машины, пресса, как ручные, так и стационарные [26].
Способ обработки металла давлением, при котором на заготовку наносят неглубокий рельеф сильным нажатием инструмента (чекана), называется чеканкой. Чеканка применяется для уплотнения швов при клёпке с использованием прокладок из парусины, пропитанной жидким суриком или тонкую стальную сетку, обмазанную специальной замазкой (шеллак и белила на древесном спирте).
Чеканы имеют разнообразную форму бойка, плоскую, закруглённую, острокромочную и тупокромочную [11].
2.3 Понятие о сдвиге. Расчет заклепок на перерезывание
При простом растяжении или простом сжатии две части стержня, разделенные наклонным сечением, стремятся не только оторваться друг от друга, но и сдвинуться одна относительно другой. Растяжению сопротивляются нормальные, а сдвигу — касательные напряжения [4]. На практике целый ряд деталей и элементов конструкций работает в таких условиях, что внешние силы стремятся их разрушить именно путем сдвига [22]. В соответствии с этим при проверке прочности таких элементов на первый план выступают касательные напряжения. Простейшими примерами подобных деталей являются болтовые и заклепочные соединения. Заклепки во многих случаях уже вытеснены сваркой; однако они имеют еще очень большое применение для соединения частей всякого рода металлических конструкций: стропил, ферм мостов, кранов, для соединения листов в котлах, судах, резервуарах и т. п. Для образования заклепочного соединения в обоих листах просверливают или продавливают отверстия. В них закладывается нагретый до красного каления стержень' заклепки с одной головкой; другой конец заклепки расклепывается ударами специального молотка или давлением гидравлического пресса (клепальной машины) для образования второй головки. Мелкие заклепки (малого диаметра — меньше 8 мм) ставятся в холодном состоянии (авиационные конструкции). Для изучения работы заклепок рассмотрим простейший пример заклепочного соединения (Приложение 2). Шесть заклепок, расположенных в два ряда, соединяют два листа внахлестку. Под действием сил Р эти листы стремятся сдвинуться один по другому, чему препятствуют заклепки, на которые и будет передаваться действие сил P ). Для проверки прочности заклепок применим общий порядок решения задач сопротивления материалов [17]. На каждую заклепку передаются по две равные и прямо противоположные силы: одна—от первого листа, другая — от второго. Опытные исследования показывают, что одни из заклепок ряда нагружаются больше, другие — меньше. Однако к моменту разрушения усилия, передающиеся на различные заклепки, более или менее выравниваются за счет пластических деформаций. Поэтому принято считать, что все заклепки работают одинаково. Таким образом, при n заклепках в соединении, изображенном на фиг. 1, на каждую из них действуют по две равные и противоположные силы P1=P/n (Приложение 3); эти силы передаются на заклепку путем нажима соответствующего листа на боковую полуцилиндрическую поверхность стержня. Силы P1 стремятся перерезать заклепку по плоскости mk раздела обоих листов [6]. Для вычисления напряжений, действующих по этой плоскости, разделим мысленно заклепочный стержень сечением mk и отбросим нижнюю часть (Приложение 3). Внутренние усилия, передающиеся по этому сечению от нижней части на верхнюю, будут уравновешивать силу P1 т. е. будут действовать параллельно ей в плоскости сечения, и в сумме дадут равнодействующую, равную P1. Следовательно, напряжения, возникающие в этом сечении и действующие касательно к плоскости сечения, это — касательные напряжения

Похожие работы
... болта. Обычно назначают σ0 = (0,4?0,7) σT. Для того чтобы соединения работали в расчетных силовых условиях, необходимо контролировать затяжку соединений. 14. Соединения с натягом Соединение деталей машин с натягом - разностью посадочных размеров - осуществляют за счет их предварительной деформации. С помощью натяга соединяют обычно детали с цилиндрическими и реже коническими ...
... сосудов должны быть включены: работник организации-владельца сосуда, назначенный приказом по этой организации для осуществления надзора за техническим состоянием и эксплуатацией сосудов, работающих под давлением (далее – лицо по надзору); лицо, ответственное за исправное состояние и безопасную эксплуатацию сосудов; другие работники организации-владельца сосуда и специализированных организаций. ...
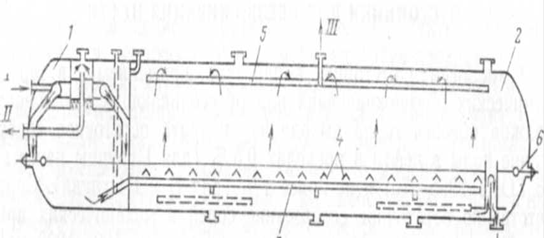
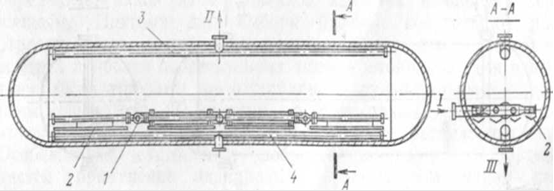
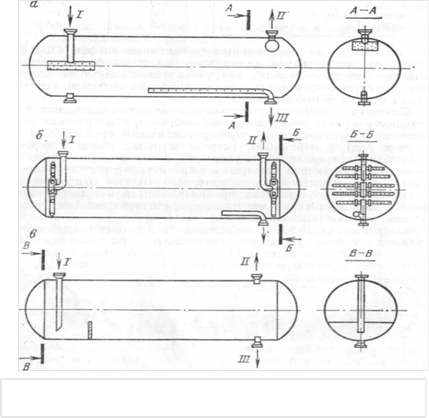
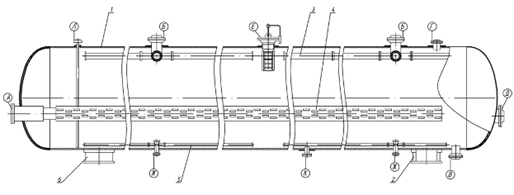
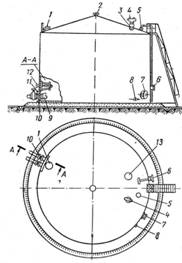
я отстойник ОГ-200С, получивший наибольшее распространение на промыслах как для предварительного обезвоживания нефти, так и на ступени ее обезвоживания и обессоливания. Горизонтальный отстойник ОГ-200С представляет цилиндрическую емкость, установленную на раме-основании (рисунок 1). Отстойник разделен перегородкой на два отсека: сепарационный и отстойный, которые сообщаются с помощью двух ...
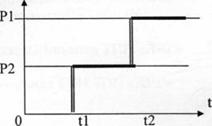
... “малых дыханий” за 1сутки: , где – среднее массовое содержание паров бензина в газовоздушной смеси; – объем вытесняемой паровоздушной смеси. Потери нефтепродукта от “малых дыханий” за месяц: . 3.2 Расчет потерь нефти от «обратного выдоха» Определяется объём газового пространства после закачки нефтепродукта: гдеFH – площадь зеркала нефтепродукта. 3.2.2 Определяем высоту ...
0 комментариев