Навигация
5. Расчет заклепочных швов
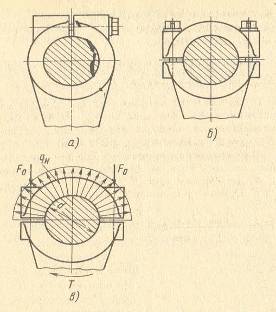
Основными нагрузками для заклепочных швов являются продольные силы, стремящиеся сдвинуть соединяемые детали одну относительно другой. При нагружении заклепочного соединения продольными силами (в пределах сил трения на поверхности контакта) нагрузка передается силами трения. Затем в работе начинают принимать участие тело заклепки, подвергаясь изгибу, смятию и сдвигу (срезу) [26].
В плотном соединении необходимо, чтобы вся внешняя нагрузка во избежании местных сдвигов воспринималась силами трения.
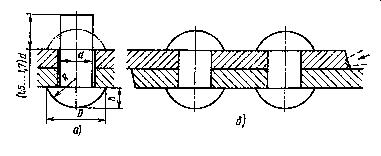
Расчет заклепок в соединении, находящимся под действием продольной нагрузки, сводится по форме, в первую очередь, к расчету их на срез. Трение в стыке учитывается при выборе допускаемых напряжений на срез. При центральном действии нагрузки предполагается равномерное распределение сил между заклепками. В односрезном заклепочном соединении допускается' нагрузка, отнесенная к одной заклепке (Рис.9):
F![]() ≤
≤ , (13)
, (13)
где d - диаметр стержня заклепки, мм;
![]() - условное допускаемое напряжение заклепки на срез Н/мм2.
- условное допускаемое напряжение заклепки на срез Н/мм2.
Необходимое число заклепок при центральнодействующей нагрузке (10, 11) определяется по формуле:
Z = ![]() =
=  , (14)
, (14)
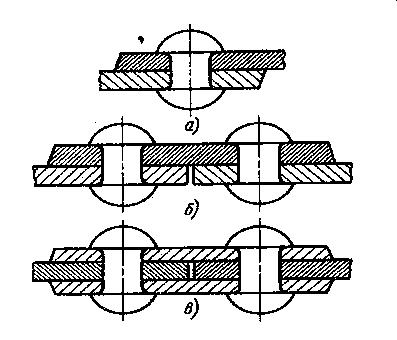
Рис.9 Расчетная схема односрезного заклепочного шва
Рис. 10 Схема односрезного шва, вид сверху
Рис. 11 Расчетная схема двухсрезного заклепочного шва
6. Основные формулы расчета заклепочных швов на прочность
1. Расчет заклепочных соединений на срез;
τ![]() =
=  , (проверочный расчет) (15)
, (проверочный расчет) (15)
Z= , (проектный расчет) (16)
, (проектный расчет) (16)
2. Расчет заклепочных соединений на смятие:
σ![]() =
=  (проектный расчет), (17)
(проектный расчет), (17)
Z =  (проектный расчет), (18)
(проектный расчет), (18)
3. Расчет металлических полос в сечении, ослаблением отверстиями под заклепки:
σ=  , (19)
, (19)
где А = δ ·Z (в-d) мм
4. Расчет заклепочных соединений на срез концевых участков деталей
τ= . (20)
. (20)
7. Соединения деталей с натягом и их расчет
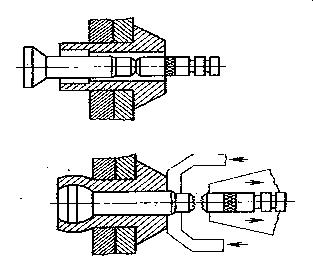
Соединение двух деталей по круговой цилиндрической поверхности можно осуществить непосредственно без применения болтов, шпонок и т.д. Для этого достаточно при изготовлении деталей обеспечить натяг посадки, а при сборке запрессовать одну деталь в другую [13].
Рис. 12 Перед запрессовкой Рис. 13 После запрессовки
Натягом называют положительную разницу диаметров вала и отверстия N=A-B.После сборки вследствие упругих деформаций диаметр d посадочных, поверхностей становится общим. При этом на поверхности посадки возникают удельное давления и соответствующие ему силы трения (Рис.12,13,14). Силы трения обеспечивают неподвижность соединения и позволяют воспринимать как радиальные, так и осевые нагрузки. Сборку соединений с натягом выполняют тремя способами: прессованием, нагревом втулки, охлаждением вала [8].
Рис.14 Схема соединения с гарантированным натягом по цилиндрической поверхности
7.1 Определение прочности соединения
Давление на посадочной поверхности соединяемых деталей с натягом должно быть таким, чтобы силы трения оказались больше внешних F![]() >F сдвигающих сил. Здесь возможны три случая [7]:
>F сдвигающих сил. Здесь возможны три случая [7]:
1. Условия прочности соединения, при нагружении осевой силой (Рис.15):
Рис.15 Схема запрессовки при нагрузке осевой силой
F![]() ≤
≤  , (21)
, (21)
где F![]() - осевая сила, Н;
- осевая сила, Н;
k - коэффициент запаса сцепления, принимает до 1,5...2;
d и l - диаметр и длина посадочной поверхности, мм;
q - давление на посадочную поверхность, Н/мм2;
f- коэффициент трения.
Похожие работы
... болта. Обычно назначают σ0 = (0,4?0,7) σT. Для того чтобы соединения работали в расчетных силовых условиях, необходимо контролировать затяжку соединений. 14. Соединения с натягом Соединение деталей машин с натягом - разностью посадочных размеров - осуществляют за счет их предварительной деформации. С помощью натяга соединяют обычно детали с цилиндрическими и реже коническими ...
... сосудов должны быть включены: работник организации-владельца сосуда, назначенный приказом по этой организации для осуществления надзора за техническим состоянием и эксплуатацией сосудов, работающих под давлением (далее – лицо по надзору); лицо, ответственное за исправное состояние и безопасную эксплуатацию сосудов; другие работники организации-владельца сосуда и специализированных организаций. ...
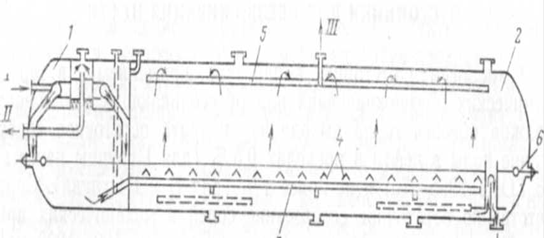
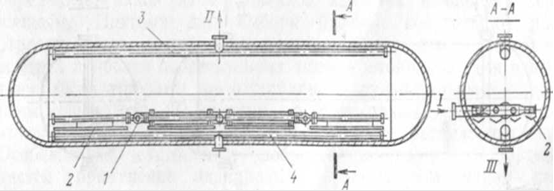
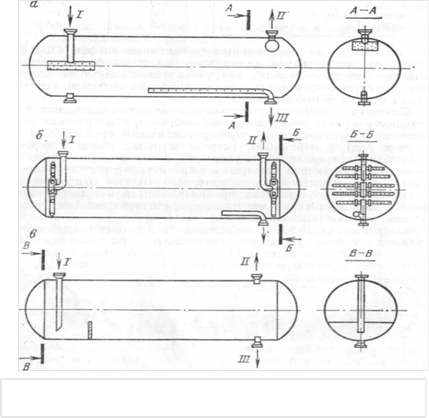
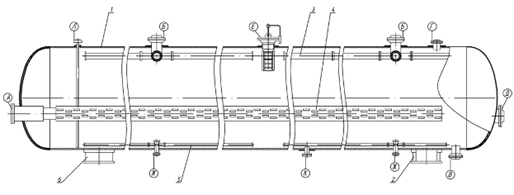
я отстойник ОГ-200С, получивший наибольшее распространение на промыслах как для предварительного обезвоживания нефти, так и на ступени ее обезвоживания и обессоливания. Горизонтальный отстойник ОГ-200С представляет цилиндрическую емкость, установленную на раме-основании (рисунок 1). Отстойник разделен перегородкой на два отсека: сепарационный и отстойный, которые сообщаются с помощью двух ...
... “малых дыханий” за 1сутки: , где – среднее массовое содержание паров бензина в газовоздушной смеси; – объем вытесняемой паровоздушной смеси. Потери нефтепродукта от “малых дыханий” за месяц: . 3.2 Расчет потерь нефти от «обратного выдоха» Определяется объём газового пространства после закачки нефтепродукта: гдеFH – площадь зеркала нефтепродукта. 3.2.2 Определяем высоту ...
0 комментариев