Навигация
Условие прочности соединения при нагружении крутящим моментом
47713
знаков
0
таблиц
16
изображений
2. Условие прочности соединения при нагружении крутящим моментом
T ≤ , (22)
, (22)
где Т - крутящий момент, Н·мм.
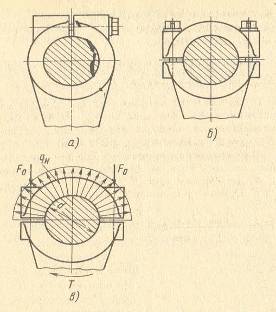
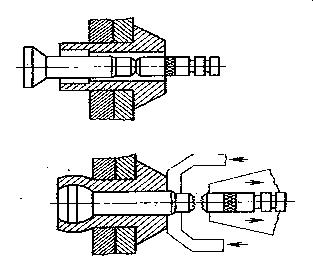
3. При одновременном нагружении крутящим моментом и сдвигающей осевой силой расчет ведут по равнодействующей окружной и осевой сил (Рис.16):
Рис, 16 Схема запрессовки осевой силы и крутящим моментом
F![]() =
= , (23)
, (23)
Условие прочности:
F![]() ≤
≤ , (24)
, (24)
Отсюда:
q≥ . (25)
. (25)
При практических расчетах соединений стальных и чугунных деталей рекомендуется принимать значения коэффициентов трения:
f=0,08... 0,1 при сборке прессованием и
f=0,12... 0,14 при сборке нагревом или охлаждением
для деталей из стали и латуни f=0,05...0,07.
Найдя q и используя зависимость между δ![]() и q, определяют необходимый средний расчетный натяг δ
и q, определяют необходимый средний расчетный натяг δ![]() :
:
δ![]() =qd
=qd  , (26)
, (26)
d![]() <d<d
<d<d![]()
где С![]() =
=  , (27)
, (27)
С![]() =
=  , (28)
, (28)
С![]() ,С
,С![]() - коэффициенты, зависящие от размеров деталей и механических свойств машин;
- коэффициенты, зависящие от размеров деталей и механических свойств машин;
d -номинальный посадочный диаметр, мм;
d![]() - диаметр отверстия охватываемой детали (для сплошного вала d
- диаметр отверстия охватываемой детали (для сплошного вала d![]() =0/мм);
=0/мм);
d![]() - наружный диаметр охватывающей детали, мм;
- наружный диаметр охватывающей детали, мм;
Е![]() Е
Е![]() - модули упругости материала охватываемой и охватывающей деталей H/мм2;
- модули упругости материала охватываемой и охватывающей деталей H/мм2;
γ![]() γ
γ![]() - коэффициент Пуассона материалов соединяемых деталей.
- коэффициент Пуассона материалов соединяемых деталей.
Практически действительный (измеряемый) минимальный натяг должен быть несколько большим с учетом поправки на обмятие неровностей на контактных поверхностях, так как измерения производят по вершинам неровностей:
δ![]() = δ
= δ![]() + 1,2 (R
+ 1,2 (R![]() + R
+ R![]() ), (29)
), (29)
где R![]() ,R
,R![]() - высоты неровностей сопрягаемых поверхностей деталей, которые приводятся в таблицах, ГОСТа;
- высоты неровностей сопрягаемых поверхностей деталей, которые приводятся в таблицах, ГОСТа;
δ![]() - минимальный измерительный натяг, мкм.
- минимальный измерительный натяг, мкм.
По найденной величине δ![]() и d подбирается одна из посадок по СТ СЭВ 144-75.
и d подбирается одна из посадок по СТ СЭВ 144-75.
Наиболее часто применяются посадки: ![]() и др.
и др.
7.2 Определение усилия запрессовки
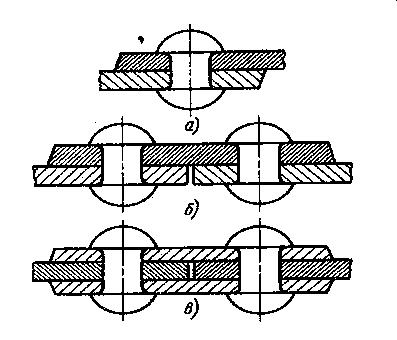
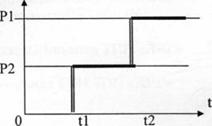
В соединении деталей с натягом сила запрессовки растет пропорционально ходу в связи с ростом площади контакта сопрягаемых деталей. Сила выпрессовки в момент трогания существенно больше, чем при движении, так как коэффициент трения покоя больше коэффициента трения движения. По мере схода ступицы с вала сила выпрессовки уменьшается (Рис.17).
Необходимое усилие запрессовки определяется по формуле:
F![]() = f
= f![]() q·π·d·l, (30)
q·π·d·l, (30)
где f![]() - коэффициент трения при запрессовке, который на 15... 20% выше, чем при выпоессовке: f
- коэффициент трения при запрессовке, который на 15... 20% выше, чем при выпоессовке: f![]() =(1,15…1,20)f.
=(1,15…1,20)f.

Рис.17 Схема запрессовки и выпрессовки деталей
Похожие работы
... болта. Обычно назначают σ0 = (0,4?0,7) σT. Для того чтобы соединения работали в расчетных силовых условиях, необходимо контролировать затяжку соединений. 14. Соединения с натягом Соединение деталей машин с натягом - разностью посадочных размеров - осуществляют за счет их предварительной деформации. С помощью натяга соединяют обычно детали с цилиндрическими и реже коническими ...
... сосудов должны быть включены: работник организации-владельца сосуда, назначенный приказом по этой организации для осуществления надзора за техническим состоянием и эксплуатацией сосудов, работающих под давлением (далее – лицо по надзору); лицо, ответственное за исправное состояние и безопасную эксплуатацию сосудов; другие работники организации-владельца сосуда и специализированных организаций. ...
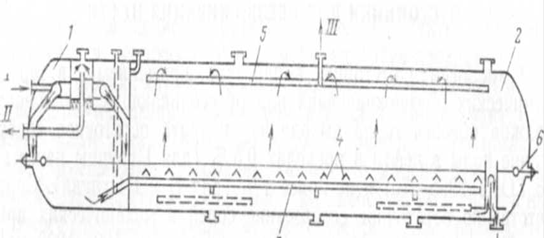
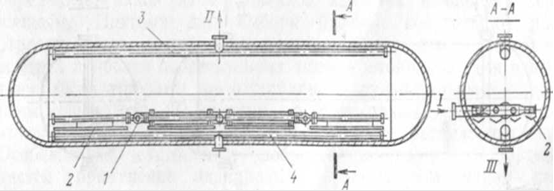
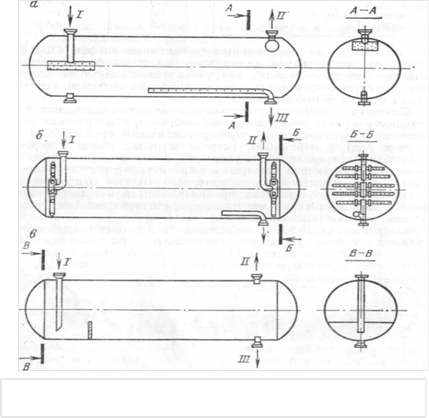
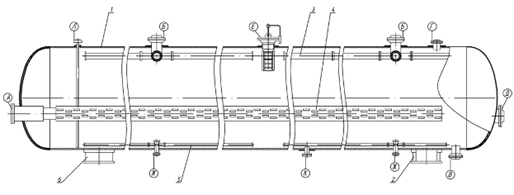
я отстойник ОГ-200С, получивший наибольшее распространение на промыслах как для предварительного обезвоживания нефти, так и на ступени ее обезвоживания и обессоливания. Горизонтальный отстойник ОГ-200С представляет цилиндрическую емкость, установленную на раме-основании (рисунок 1). Отстойник разделен перегородкой на два отсека: сепарационный и отстойный, которые сообщаются с помощью двух ...
... “малых дыханий” за 1сутки: , где – среднее массовое содержание паров бензина в газовоздушной смеси; – объем вытесняемой паровоздушной смеси. Потери нефтепродукта от “малых дыханий” за месяц: . 3.2 Расчет потерь нефти от «обратного выдоха» Определяется объём газового пространства после закачки нефтепродукта: гдеFH – площадь зеркала нефтепродукта. 3.2.2 Определяем высоту ...
0 комментариев