Навигация
Определяем наименьшие размеры деталей
16845
знаков
2
таблицы
0
изображений
1.3. Определяем наименьшие размеры деталей.
Наибольший предельный размер отверстия: ![]()
![]()
Наименьший предельный размер отверстия: ![]()
![]()
Наибольший предельный размер вала.
![]()
Наименьший предельный размер вала.
![]()
1.4. Определяем величину допуска детали.
![]()
![]()
![]()
![]()
1.5. Определяем величину допуска посадки.
![]()
1.6. Находим величины предельных зазоров и натягов.
![]()
![]()
1.7. Характеристика посадки: посадка гладкого цилиндрического соединения с номинальным диаметром 42 мм, выполнена в системе вала, с переходной посадкой, Комбинирована по квалитетам: отверстие - по 7 квалитету, вал - по 8 квалитету точности.
1.8. Чертежи деталей приведены на рис.(1.1).
1.9. Схема полей допусков деталей приведены на рис.(1.2).
1.10.Рассчитываем рабочие калибры.
1) Определяем размеры калибра пробки для контроля отверстия диаметром 42мм с полем допуска N7
2) По таблицам стандартов (ГОСТ 24853-81) находим допуски и отклонения размеров калибра и пробки![]()
![]()
![]()
![]()
3) Вычисляем предельные размеры проходной и непроходной сторон калибра пробки.
Предельные отклонения проходной стороны рабочего калибра пробки
отсчитываются от наименьшего предельного размера контролируемого
отверстия.
![]()
![]()
Исполнительным размером проходной стороны калибра пробки проставленным на чертеже, является наибольший предельный размер,
он равен ![]()
Предельные отклонения непроходной стороны рабочего калибра пробки отсчитываются от наибольшего предельного размер контролируемого отверстия.
![]()
Исполнительным размером непроходной стороны калибра пробки проставленным на чертеже, является наибольший предельный размер,
он равен ![]()
4) Определяем размеры калибра скобы для контроля вала диаметром
42мм с полем допуска h8.
5) По таблицам стандартов (ГОСТ 24853-81) находим допуски и отклонения размеров калибра скобы ![]()
![]()
![]()
![]()
6) Вычисляем предельные размеры проходной и непроходной сторон калибра скобы.
Предельные отклонения проходной стороны рабочего калибра скобы
отсчитываются от наибольшего предельного размера контролируемого
вала.
![]()
![]()
Исполнительным размером проходной стороны калибра скобы проставленным на чертеже, является наименьший предельный размер,
он равен ![]()
Предельные отклонения непроходной стороны рабочего калибра скобы
отсчитываются от наименьшего предельного размера контролируемого
вала.
![]()
Исполнительным размером непроходной стороны калибра скобы проставленным на чертеже, является наименьший предельный размер,
он равен ![]()
1.11. Эскизы скобы и пробки приведены в (приложении рис.1.3) Для контроля отверстия используем цилиндрическую пробку, т.к. номинальный диаметр менее 50мм.
1.12. Схема расположения полей допусков рабочих калибров приведена
в (приложении рис. 1.4)
2. Задание 2Расчет и выбор посадок с зазором для подшипников жидкостного трения.
Дано:- номинальный диаметр сопряжения dн=90мм;
- длина сопряжения l=72мм;
- угловая скорость w=105рад/с;
- удельное давление на опору P=0,53 МПа;
- динамический коэффициент вязкости m=0,02Па·с;
- шероховатость поверхности втулки RZD=3,2мкм;
- шероховатость поверхности вала Rzd=6,3мкм.
Решение.
2.1. Вычисляем окружную скорость вала:
![]()
2.2. Определяем относительный зазор в подшипнике скольжения по
эмпирической формуле:
![]()
2.3. Определяем диаметральный зазор:
![]()
2.4. Определяем коэффициент нагруженности подшипника:
![]()
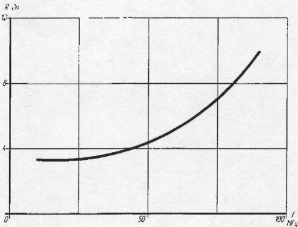
2.5. По таблице 1.97[1,ч.1,с.284] находим относительный эксцентриситет c:
в нашем случае l/dH=0,8, CR=0,3511.
Из подобия ΔАВС и ΔАВ1С1 (рис.2.1):
![]()
![]()
2.6. Определяем толщину масленого слоя h в месте наибольшего сближения поверхностей отверстия вкладыша подшипника скольжения и вала при найденном диаметральном зазоре:
![]()
2.7. Вычисляем допускаемую минимальную толщину масляного слоя [hmin], при которой обеспечивается жидкостное трение:
![]()
где kжт>2- коэффициент запаса надежности по толщине масляного слоя;
gД =2-3мкм- добавка , учитывающая отклонения фактических значений
нагрузки, скорости, температуры от расчетных, а также механические
отклонения в масле.
![]()
Для обеспечения жидкостного трения необходимо соблюдение условия:
![]()
условие выполняется.
Похожие работы
... выбранного двигателя необходимо проверить по следующим условиям: · Условия неперегревания · Условие перегрузка Так условию перегрузки удовлетворяет лишь двигатель 4А160М2У3, то принимаем его в качестве привода редуктора. 1.2 Определение исходных данных Определение длительности действия max нагрузок Так как N1>5*104 => первая передача рассчитывается на усталость с 1 – го ...
... плана ФЭ. Большое разнообразие моделей РК приводит к необходимости использования разнообразных способов и технических средств для измерения их параметров. Как правило, статические и динамические параметры РК измеряют на разных технологических установках. Методы построения средств измерения для идентификации моделей РК могут быть сведены к следующим принципам, учитывающим особенности подключения ...
... действия выпускаемых машин и приборов находится в прямой зависимости от точности их изготовления и контроля показателей качества с помощью технических измерений. Точность и ее контроль служит исходной предпосылкой важнейшего свойства совокупности изделий – нормирования. При конструировании применение принципа нормирования ведет к повышению качества и снижению себестоимости конструкции. 1 ...
... цепей, могут быть конструкторскими (выбор размеров и точности звеньев), технологическими (обеспечение заданного зазора при сборке), настроечными (наладка станков), связанными с выполнением технических измерений и другими. Размерные цепи бывают различных видов в зависимости от назначения (конструкторские, технологические, измерительные), характера взаимного расположения звеньев (линейные, угловые, ...
0 комментариев