Навигация
Биметаллические пластины
76410
знаков
6
таблиц
13
изображений
2.1.1 Биметаллические пластины
Основное отличие монометаллических форм от биметаллических в том, что печатающие и пробельные элементы монометаллических форм находятся на одной и той же металлической поверхности. На биметаллических формах печатающие элементы располагаются на одном металле (обычно меди), а пробельные — на втором металле (хром, реже никель). То есть биметаллические пластины состоят из двух металлических слоев, последовательно нанесенных на металлическую или полиэфирную подложку, и светочувствительного слоя (рис. 3) [10].

Рис. 3. Строение биметаллической пластины
Такие пластины используются только для изготовления форм негативным копированием. Биметаллические формы четко воспроизводят высококачественные изображения и выдерживают до 3–5 млн. оттисков. Наиболее известной является форма, изготовленная на пластине, имеющей стальную основу с нанесенными тонким слоем медью, хромом и светочувствительной композицией. После копирования позитивного монтажа, проявления, удаления меди с пробельных элементов и хрома с печатных элементов получается чисто металлическая форма, на которой участки меди воспринимают краску, а участки хрома – воду. В книжном производстве такие формы применяются очень редко, поскольку сами формы дороги, а процессы, как изготовления формных пластин, так и самих форм требуют больших усилий по защите от загрязнения окружающей среды.
Сегодня отечественные полиграфисты в качестве офсетной формы для малоформатной печатной машины чаще всего используют предварительно очувствленные монометаллические пластины [13].
2.1.2 Монометаллические пластины
Предварительно очувствленные монометаллические пластины состоят из четырёх слоев (рис. 4), каждый из которых выполняет определённые функции:
—подложка (основа формной пластины): бумажная, пластмассовая (полиэстерная) или металлическая (алюминиевая) толщиной примерно от 0,15 до 0,40 мм;
—анодная плёнка (обеспечивает износостойкость пробельных элементов);
—гидрофильный подслой (служит для обеспечения гидрофильности пробельных элементов);
—копировальный слой (образует печатающие элементы) [7].
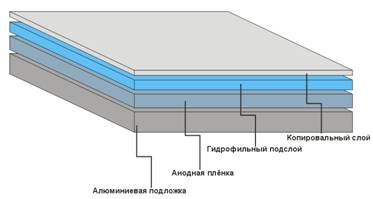
Рис. 4. Строение монометаллической пластины
Предварительно очувствленные офсетные пластины изготавливаются специализированными предприятиями на высокопроизводительных автоматизированных поточных линиях со строгим соблюдением режимов. Данные пластины имеют тонкую алюминиевую основу с шероховатой поверхностью, называемой зернистой.
Изготовление офсетных формных пластин осуществляется в несколько этапов:
1. Предварительная обработка алюминиевых листов
2. Зернение поверхности.
3. Анодирование (анодное оксидирование).
4. Нанесение светочувствительного копировального слоя.
Предварительная обработка алюминия включает в себя очистку пластины от загрязнений и обезжиривание.
После этого следует электрохимическое зернение (с использованием переменного тока), в результате которого создаётся высокоразвитая структура поверхности, которая обеспечивает адсорбционные свойства подложки, а также позволяет удержать большее количество увлажняющего раствора и легче добиться баланса «краска — вода» при печати. Как правило, зернение идёт в три этапа, в результате которых на поверхности пластины создаётся три типа микронеровностей: крупное, среднее и мелкое зерно. Крупное зерно обеспечивает качественное воспроизведение полутонов и хорошее восприятие увлажняющего раствора. Среднее зерно отвечает за тиражестойкость печатных форм. Мелкое зерно позволяет достичь баланса «краска — вода» и повышает износостойкость поверхности формы.
Анодное оксидирование состоит в преобразовании алюминиевой поверхности в окись алюминия электрохимической обработкой. Окись алюминия (А19 О3) - это очень прочный элемент, с очень высокой химической инертностью, на которую можно воздействовать только щелочной плавкой (слиянием) при температурах около 1000° С. При поверхностном преобразовании получается слой окиси алюминия; вес его может колебаться от 2 до 4 граммов окиси на квадратный метр. В результате анодирования увеличивается твёрдость алюминия, повышается устойчивость пластин к механическим и химическим воздействиям, а также увеличивается тиражестойкость печатных форм. После зернения и анодного оксидирования поверхность алюминия становится шероховатой и покрывается прочной пористой оксидной плёнкой, которая после наполнения её гидрофильным коллоидом приобретает устойчивые гидрофильные свойства. Затем на подготовленную алюминиевую основу наносится копировальный слой [3, 13]. Его толщина на пластине должна быть номерной (2—4 мкм), так как копировальный слой отвечает за многие показатели формной пластины. Копировальные слои делятся на позитивные и негативные. После экспонирования позитивные слои становятся растворимыми, а негативные теряют способность растворяться.
Общие требования к копировальным слоям:
—способность образовывать при нанесении тонкую равномерную беспористую плёнку;
—хорошая адгезия к подложке;
—изменение растворимости в соответствующем растворителе в результате воздействия излучения;
—достаточная разрешающая способность;
—высокая избирательность проявления, т.е. отсутствие растворимости будущих печатающих элементов;
—стойкость к агрессивным средам.
Свойства копировального слоя и основы определяют характеристики будущей печатной формы.
1) светочувствительность;
2) разрешающая способность;
3) градационная передача;
4) шероховатость;
5) тиражестойкость.
Светочувствительность определяет время экспонирования пластины. Чем выше светочувствительность, тем меньше времени надо затратить на экспонирование. Различие между негативной и позитивной пластиной в том, что они различным образом реагируют на свет: негативный светочувствительный материал при попадании на него света полимеризируется и становится нерастворимым. При проявлении неэкспонированный "лак" растворяется; таким образом, получается пластина, значения которой противоположны значениям первоначального монтажа. Спектр чувствительности негативной пластины похож на спектр позитивной пластины, но абсолютные величины выше (рис.5, 6).
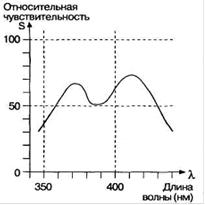

Рис.5. Спектральная негативной пластины
Рис.6. Спектральная чувствительность чувствительность позитивной пластины
Спектральная светочувствительность определяет чувствительность копировального слоя к воздействию излучения различными длинами волн. Для копировальных слоев в основе ортонафтофинондиазидов актиничным является ултрафиолетовое излучение с длиной волны 330-450 нм.
Интегральная светочувствительность определяет время экспонирования пластин в копировальной раме.
Факторы, влияющие на светочувствительность:
—химический состав копировального слоя;
—физические параметры копировального слоя и подложки (коэффициент отражения, адгезия копировального слоя и подложки, толщина копировального слоя);
—условия экспонирования (спектральный состав излучения, экспозиция);
—условия обработки копировального слоя. Светорассеивание ухудшает качество. Для уменьшения светорассеивания требуется экспонировать меньше по времени, что требует применения очень мощных источников излучения. Чем меньше толщина копировального слоя печной формы, тем выше светочувствительность, поэтому, чем толщина копировального слоя больше, тем экспозиция должна быть больше.
Разрешающая способность определяет процент воспроизводимой растровой точки и минимально возможную ширину штриха.
На разрешающую способность влияют:
—толщина копировального слоя (чем она больше, тем ниже разрешающая способность);
—режим проявления и состав обрабатывающего раствора;
—размеры источника излучения и его расстояние от копировального слоя.
Градационная передача зависит от возможности передачи растровых точек. На формах плоской офсетной печати, полученных способом форматной записи, минимальная растровая точка может быть 3-процентная, максимальная — 98-процентная. Контроль проводится как визуально, так и с помощью денситометра, позволяющего измерить относительный размер растровой точки на печатной форме.
Шероховатость поверхности основы характеризуется тремя параметрами: среднеарифметическим отклонением профиля; высотой микронеровностей; коэффициентом шероховатости. От шероховатости зависят адгезия копировального слоя к подложке и соответственно его устойчивость к механическому воздействию, требуемое количество увлажняющего раствора, стабильность качества изображения при печати. Шероховатость определяется средним арифметическим отклонением профиля – Ra (мкм).
Тиражестойкость определяется стойкостью копировального слоя к истиранию. После термообработки (обжига) она, как правило, увеличивается в два-три раза.
На тиражестойкость оказывают влияние следующие факторы:
—нарушение технологии и режимов копировального процесса (например, переэкспонирование, перепроявлние и др.);
—свойства печатных красок;
—сорт бумаги;
—характеристики увлажняющих растворов и др. [13].
Специалисты проранжировали влияние свойств копировального слоя на характеристики будущей печатной формы, а именно на:
1. светочувствительность;
2. разрешающую способность;
3. градационную передачу;
4. шероховатость;
5. тиражестойкость.
Метод ранжирования состоит в том, что эксперту предлагается присвоить числовые ранги каждому из приведенных в анкете факторов. Ранг, равный 1 присваивается наиболее важному фактору, а ранг равный 2 - следующему по важности фактору и т.д. Матрица рангов, полученная в результате опроса, приведена в таблице 1.
Таблица 1Матрица рангов, полученная в результате опроса пяти экспертов
| Номер характеристики печатной формы | Оценка эксперта | Сумма рангов | Отклонение от среднего | Квадрат отклонения | ||||
| 1 | 2 | 3 | 4 | 5 | ||||
| 1 | 1 | 1 | 2 | 1 | 1 | 6 | 9 | 81 |
| 2 | 3 | 2 | 1 | 2 | 3 | 11 | 4 | 16 |
| 3 | 2 | 3 | 3 | 3 | 2 | 13 | 2 | 4 |
| 4 | 4 | 4 | 5 | 4 | 5 | 22 | 7 | 49 |
| 5 | 5 | 5 | 4 | 5 | 4 | 23 | 8 | 64 |
Необходимо проверить гипотезу о равномерности распределения мнений специалистов, т.е. оценить возможный риск того, что часть специалистов отнеслась к работе не серьёзно.
Согласованность мнения экспертов можно оценивать по величине коэффициента конкордации:
 ;
;
где  — сумма квадратов отклонений всех оценок рангов каждого объекта экспертизы от среднего значения;
— сумма квадратов отклонений всех оценок рангов каждого объекта экспертизы от среднего значения;
п — число экспертов;
т — число объектов экспертизы.

Так как величина коэффициента конкордации существенно отличается от нуля, можно считать, что между мнениями исследователей имеется существенная связь.
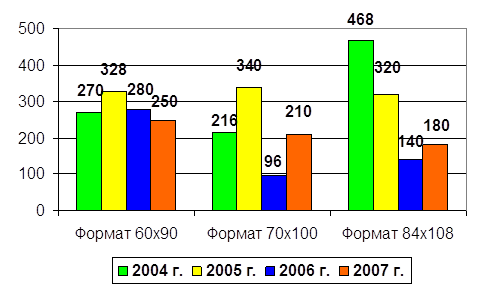
Результаты априорного ранжирования представлены в виде диаграммы (рис. 5) [1, 8].
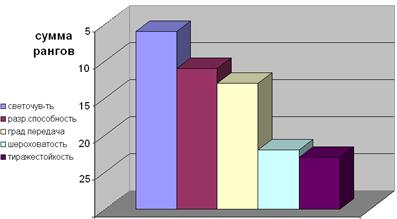
Рис. 5. Априорная диаграмма рангов, характеризующая степень влияния свойств копировального слоя на характеристики печатной формы
Итак, монометаллическая офсетная формная пластина состоит из алюминиевой основы и нанесенного на нее светочувствительного (копировального) слоя. Наиболее часто используется алюминиевая основа толщиной 0,15 и 0,3 мм [3]. Как уже было отмечено выше, перед нанесением копировального слоя поверхность алюминиевой основы подвергается электрохимической обработке (электрохимическому зернению и анодному оксидированию), в результате которой она становится шероховатой и покрывается прочной пористой оксидной пленкой. Химическая операция наполнения оксидной пленки (например, гидрофильным коллоидом) создает на поверхности пластины устойчивую гидрофильную поверхность. У современных офсетных монометаллических пластин светочувствительный слой имеет поверхностное матирование, способствующее быстрому достижению глубокого вакуума между поверхностью пластины и монтажом фотоформ во время копирования. Поверхность копировального слоя является гидрофобной. В будущей офсетной печатной форме на ней будут образованы гидрофобные печатающие элементы, которые воспринимают печатную краску [12].
Монометаллические предварительно очувствлённые офсетные формные пластины делятся по типу копировального слоя на позитивные и негативные.
В настоящее время в типографиях применяются преимущественно светочувствительные алюминиевые формные пластины с предварительно нанесенной фотополимеризующейся композицией на основе диазосоединений. При этом пластины для позитивного и негативного способов копирования отличаются в принципе только составом копировального слоя: в первом случае используются диазосоединения, например ортонафтохинондиазиды (ОНХД), во втором — фотополимеризующиеся слои [13].
Монометаллические формы обладают рядом преимуществ. Например, если они копируются с качественных фотоформ, то способны дать лучший из возможных на сегодня уровней качества: разрешение до 10 мкм, воспроизвести 2-процентную растровую точку при линиатуре в 175 lpi. Поверхность зерненого алюминия обладает высокой способностью удерживать воду, благодаря чему пробельные элементы стабильны, а машина быстро выходит на баланс краска – вода. Монометаллические пластины удовлетворительно работают даже тогда, когда используется увлажнение со значительными отклонениями от стандартов. Тиражестойкость их высока и достигает 100-250 тыс. оттисков, после обжига она может возрасти еще вдвое. Современные монометаллические пластины обладают высокими показателями по многим параметрам:
— шероховатость (Ra от 0,4 мкм) обеспечивает отсутствие «неприжимов» фотоформы, минимизирует искажения в процессе копирования и удерживает гидрофильную плёнку на пробельных элементах в печатном процессе. В результате достигается высокая плотность краски на оттиске, стабильный баланс краска-вода и сокращается потребление увлажняющего раствора;
— толщину анодированного слоя 3,0 г/м2;
— разрешающая способность (минимальная ширина воспроизводимого штриха на копии 6-12 мкм), чёткое воспроизведение раствора (от 2 до 99% при линиатуре 150-175 lpi);
— уровень светочувствительности позволяет уменьшить время экспонирования при копировании, избежать нежелательного светорассеивания и обеспечить точное воспроизведение мелких элементов;
— цветовой контраст изображения на форме после обработки облегчает контроль качества и, при необходимости, процесс корректуры;
— тиражестойкость – 150 тыс. и выше (в зависимости от условий печатания); 300 тыс. и выше (в зависимости от марки пластин и условий печатания) – после термообработки.
Такие пластины могут использоваться в ряде производств: коммерческой листовой печати, журнальной продукции, упаковке, малом офсете и даже в газетной печати. Условия хранения пластин при температуре не выше 32°С и относительной влажности до 70% [3, 11].
Сравнительная характеристика данного формного материала представлена в таблице 1 приложения 3.
Похожие работы
... и послепечатных, а также значительное продвижение в создании цифровых печатных устройств промышленного применения. Естественно, все последнее время полиграфистов не мог не волновать вопрос о перспективе развития отрасли печати, сбудутся ли прогнозы по утрате печатными СМИ, книгоизданием и полиграфией своего значения в мире Интернета и других электронных средств информации, о грядущей победе ...
... лаки обычно используются для тех работ, где требуется максимально высокий уровень глянца. Однако нецелесообразным является применение УФ – лаков на материалах, использующихся для упаковки пищевых продуктов. В случае для химической и фармацевтической промышленности УФ лак это как раз допустимо. показатели Mattlack g8/109 Mattlack g8/144 Speziallack g8/187 r покрытие матовый лак высоко ...
... одной плоскости. Они обладают избирательными свойствами восприятия маслосодержащей краски и увлажняющего раствора - водного раствора слабых кислот и спиртов, который наносится на печатную форму перед нанесением краски. Различают два основных способа плоской печати: косвенный и прямой. Плоская косвенная печать К способу плоской косвенной печати относят офсетный способ печати, при котором краска с ...



... фотоформ, оптимальная экспозиция зависит от источника излучения и от свойств формного материала. Рис. 3. Система проекционного копирования (технология на пропускание) для изготовления печатных форм плоской офсетной и трафаретной печати (Proditec Projectionssysteme) Рис. 4. Копировально-множительная машина (стоп – стартового типа) Излучение чаще всего генерируется посредством ...
0 комментариев