Навигация
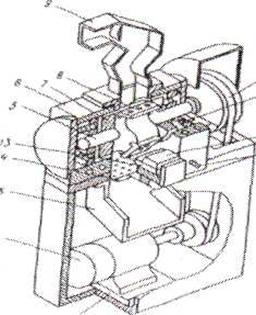
Толкатель 2. пресс-материал 3. пуансон 4. матрица 5. Изделие
30009
знаков
0
таблиц
6
изображений
1. толкатель 2. пресс-материал 3. пуансон 4. матрица 5. Изделие
Предварительное нагревание материала
Перед загрузкой пресс-материала пресс-формы тщательно очищают, смазывают и, если необходимо, устанавливают металлическую арматуру.
Подогрев материала проводится преимущественно в генераторах высокой частоты. Навеску пресс-материала в виде таблеток укладывают на подставку и помещают в камеру установки, где выдерживают в течение заданного времени. Время нагревания материала обычно выбирается с таким расчетом, чтобы температура таблеток достигала 120–160 °С, и задается по реле времени. После этого генератор выключается, а таблетки сразу же вынимают и загружают в пресс-форму. Для того чтобы соблюдалась такая последовательность, генератор включается также автоматически в соответствии с длительностью предыдущих технологических операций (размыкание формы, извлечение изделия, очистка формующей полости).
Интенсивность высокочастотного нагревания зависит от напряженности электрического поля, т. е. от напряжения колебательного контура, высоты таблетки и воздушного зазора между подвижной пластиной и таблеткой. Чем меньше это расстояние, тем быстрее происходит нагревание. Для более равномерного нагревания таблетки, как правило, укладывают на торец, они должны иметь одинаковую высоту. В высокочастотных генераторах можно также подогревать порошкообразный материал. В этом случае навеску засыпают в стаканчики или поддоны, изготовленные из диэлектрических материалов (керамики, полиэтилена, фторопласта и др.). Поскольку порошок имеет невысокую плотность, время нагревания несколько увеличивается. Частоту колебательного контура и мощность генератора выбирают в зависимости от свойств материала и навески.
В тех случаях, когда прессы оборудованы шнековыми пластикаторами, нагревание осуществляется за счет тепловых процессов, протекающих в каналах шнека; при этом операции дозирования, нагревания и загрузки совмещаются.
Загрузка материала и смыкание пресс-формы
Материал в матрицу пресс-формы загружается с помощью приспособлений и механизмов, а также вручную. На прессах автоматах и линиях непрерывного прессования загрузка таблеток осуществляется автоматически непосредственно на высокочастотной установке. Таблетированные пресс-материалы дозируются по числу таблеток. Для порошкообразных материалов применяется весовое или объемное дозирование, для нетаблетированных волокнистых материалов – весовое дозирование. Если пресс-форма многогнездная с несколькими загрузочными камерами, то в каждую из них загружается заданное число таблеток пресс-материала, в некоторых случаях с определенной укладкой таблеток. Смыкание пресс-формы и процесс формообразования изделия осуществляется в результате опускания пуансона, закрепленного на подвижной плите пресса, и создания необходимого удельного давления. Удельное давление выбирают, исходя из текучести пресс-материала, конфигурации изделия, а также температуры прессования. Чем больше текучесть, тем меньшее требуется давление. Обычно компрессионное прессование проводят при удельном давлении 25–40 МПа. При изготовлении тонкостенных изделий или изделий сложной конфигурации, а также при прессовании волокнистых пресс-материалов требуется большее удельное давление (40–50 МПа).
При смыкании пресс-формы происходит дополнительное нагревание материала от стенок формы и переход его в вязкотекучее состояние. Вследствие создания удельного давления материал течет в формующей полости, приобретает конфигурацию изделия и уплотняется.
При горячем прессовании материал, например в виде пресс-порошка (обычно таблетированного или гранулированного) или листов, помещают в разомкнутую пресс-форму (рис. 2), нагретую до заданной температуры.
При опускании плунжера пресса форма замыкается, материал в результате нагревания и создаваемого прессом давления растекается и заполняет формующую полость, приобретая размеры и конфигурацию изделия.
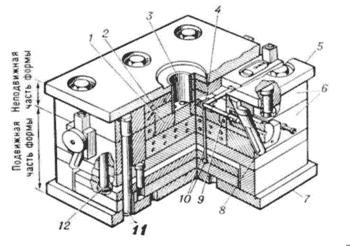
Рис. 2 Разомкнутая пресс-форма
Реактопласты и резиновые смеси, выдерживают в пресс-форме под давлением до завершения процесса отверждения или вулканизации, после чего плунжер пресса поднимают и выталкивают из разомкнутой формы готовое изделие.
Подпрессовка, выдержка под давлением, отверждение
Подпрессовки проводятся через некоторое время после смыкания пресс-формы. Когда пресс-материал нагреется, начинается процесс поликонденсации, сопровождающийся выделением воды и легколетучих соединений (побочных продуктов); кроме того, испаряется влага, находившаяся в пресс-материале. Для удаления образовавшихся паров пресс-форму размыкают на непродолжительное время. Если пресс-материал был предварительно нагрет до высокой температуры, то подпрессовку проводят сразу же после смыкания пресс-формы, так как процесс отверждения протекает весьма интенсивно. Если изделие имеет большую толщину, а материал предварительно нагревался до невысокой температуры, подпрессовку делают через некоторое время (30– 60 с) после смыкания пресс-формы, после того как материал прогреется. При прессовании очень влажных материалов делают несколько подпрессовок. Число подпрессовок можно сократить, применяя большее предварительное нагревание. При прессовании изделий из материалов на основе полиэфиров или эпоксидных смол подпрессовки не требуются.
Выдержка проводится в сомкнутой пресс-форме под давлением, при этом за счет высокой температуры происходит реакция отверждения и пресс-материал переходит в неплавкое и нерастворимое состояние, т. е. изделие становится твердым.
При отверждении изделий поддерживают определенный технологический режим (давление и температуру). Давление при отверждении может быть снижено до 8–9 МПа, поскольку оно необходимо в основном для исключения раскрытия пресс-формы под действием паров воды и легколетучих соединений. Практически удельное давление при отверждении на прессах поддерживают таким же, как и в момент смыкания пресс-формы (25– 40 МПа). Однако это обусловлено лишь конструкцией гидропресса и не связано с требованиями технологии.
Температуру прессования обычно выбирают по справочным данным или определяют экспериментально. Время выдержки устанавливают с учетом толщины и температуры формы: чем выше температура, тем короче выдержка. Однако при очень высокой температуре происходит слишком быстрое отверждение поверхностных слоев изделия и вода, находящаяся внутри изделия, через отвержденный слой удалиться не может. При раскрытии пресс-формы под действием паров воды возможен разрыв поверхностных слоев и появление на изделии вздутий или трещин.
Размыкание и очистка пресс-форм
Размыкание стационарных пресс-форм, т.е. пресс-форм, закрепленных на нижней или верхней плите пресса, проводится за счет движения подвижной плиты пресса. Съемные пресс-формы разбирают на рабочем столе с помощью специальных разъемников. Размыкающие штанги имеют уступы, которые при нажатии действуют на плиты пресс-формы и разъединяют их. При размыкании стационарных и съемных пресс-форм изделие, как правило, остается в матрице, оттуда его легко извлечь выталкивателями. При изготовлении изделий сложной конфигурации пресс-формы могут размыкаться по нескольким горизонтальным или вертикальным плоскостям.
Отпрессованные изделия извлекаются из стационарных пресс-форм с помощью выталкивателей, соединенных со штоком нижнего гидроцилиндра пресса, а из съемных пресс-форм – вручную с применением приспособлений.
Для очистки пресс-формы обдувают сжатым воздухом с помощью пистолета. Если наплывы пресс-материала струей сжатого воздуха не очищаются, то применяют скребки, изготовленные из мягкой стали или латуни.
Стационарные пресс-формы не требуют специальной сборки, в них иногда после очистки вставляют вставки или арматуру.
Похожие работы

... прессматериала Хранение герметично упакованного в пленочный мешок прессматериала может осуществляться в течение 12 месяцев при температуре не выше 20 0С и относительной влажности 50–60%. 4. Разработка технологии изготовления фрикционных тормозных колодок. 4.1 Обоснование выбора метода Выбор метода формования изделия из ПМ определяется конфигурацией и размерами изделия, техническими ...
... таблица основных технико-экономических показателей проектируемого цеха. Данная таблица приведена в Приложении 19. ВЫВОДЫ Разработана технологическая часть эскизного проекта цеха по производству товаров бытового и технического назначения методом литья под давлением, мощностью 400 тонн в год. Принято решение, проектируемый цех построить в г. Балаково по ул. Саратовское шоссе, 10 в виде малого ...
... номограммах, например, при высоте стенки 200 мм радиус наружного закругления равен 10 мм, а при высоте 400 мм – 20 мм. 3.6 Ребра жесткости Ребра жесткости предусматривается вводить в конструкцию пластмассового изделия для увеличения жесткости и прочности, для усиления нагруженных мест или выступающих частей, а иногда по технологическим соображениям. Жесткость пластмассового изделия можно ...
... для применения в медицине. Сочетание внутренних и внешних пластификаторов может обеспечить оптимальный баланс свойств [11]. 2. Технологическая часть 2.1 Описание технологического процесса вторичной переработки одноразовых шприцев и последующего изготовления гранул Термопласты могут быть подвергнуты многократному расплавлению, что объясняется их молекулярным строением. Таким образом, их ...
0 комментариев