Навигация
Технология литья по выплавляемым моделям. Составляющие литейного модельного комплекта
30009
знаков
0
таблиц
6
изображений
2. Технология литья по выплавляемым моделям. Составляющие литейного модельного комплекта
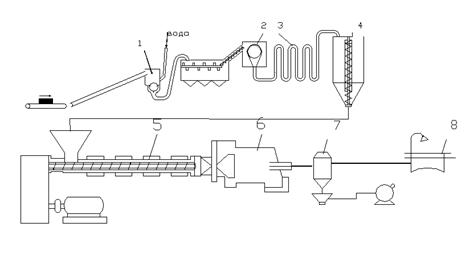
2.1 Технология литья по выплавляемым моделямМетод литья по выплавляемым моделям, благодаря преимуществам по сравнению с другими способами изготовления отливок, получил значительное распространение в машиностроении и приборостроении.
Промышленное применение этого метода обеспечивает получение из любых литейных сплавов сложных по форме отливок массой от нескольких граммов до десятков килограммов со стенками, толщина которых в ряде случаев менее 1 мм, с шероховатостью Rz = 20 мкм до Ra = 1,25 мкм и повышенной точностью размеров.
Указанные возможности метода позволяют максимально приблизить отливки к готовой детали, а в ряде случаев получить литую деталь, дополнительная обработка которой перед сборкой не требуется. Применение литья по выплавляемым моделям открывает перед конструкторами возможности проектировать сложные тонкостенные конструкции, объединять различные детали в компактные цельнолитые узлы, уменьшая массу и габариты изделий, создавать детали невыполнимые никаким другим методом обработки.
Этим способом отливки получают путем залива расплавленного металла в формы, изготовленные по выплавляемым моделям многократным погружением в керамическую суспензию с последующими обсыпкой и отверждением.
Разовые выплавляемые модели изготовляют в пресс-формах из модельных составов, состоящих из двух или более легкоплавких компонентов (парафина, стеарина, жирных кислот, церезина и др.).
Модельный состав в пастообразном состоянии запрессовывают в пресс-формы. После затвердевания модельного состава пресс-форма раскрывается и модель выталкивается в ванну с холодной водой. Затем модели собирают в модельные блоки с общей литниковой системой. В один блок объединяют от 2 до 100 моделей.
Керамическую суспензию приготовляют тщательным перемешиванием огнеупорных материалов (пылевидного кварца, электрокорунда и др.) со связующим – гидролизованным раствором этил-силиката.
Модели из форм удаляют выплавлением в горячей воде. Для этого их погружают на несколько минут в бак, наполненный водой, которая устройством нагревается до температуры 80–90 °С.
После охлаждения отливки форма разрушается. Отливки на обрезных прессах или другими способами отделяются от литников и для окончательной очистки направляются на химическую очистку в 45%-ном водном растворе едкого натра, нагретом до температуры 150 °С. После травления отливки промывают проточной водой, сушат, подвергают термической обработке и контролю. Недостатком этого способа является высокая себестоимость отливок. Поэтому в условиях массового производства его следует применять для таких деталей, которые невозможно получить другими методами литья.
2.2 Составляющие литейного модельного комплекта
МОДЕЛЬНЫЙ КОМПЛЕКТ
Модельный комплект – это совокупность технологической оснастки и приспособлений, необходимых для образования в форме полости, соответствующей контурам отливки. В модельный комплект включают: модели, модельные плиты, стержневые ящики, модели элементов литниковой системы и другие приспособления.
Литейная модель (рис. 4) - приспособление, при помощи которого в литейной форме получают полость с формой и размерами близкими к конфигурации получаемой отливки.
Литейные модели бывают неразъемными, разъемными, с отъемными частями и др.
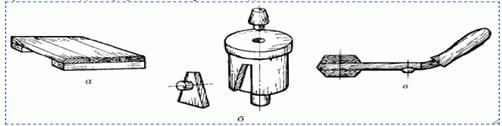
Рис. 4. Модели отливок: а, в – неразъемные; б – разъемные
Для того чтобы вытолкнуть получившуюся модель, в форме устанавливают подъемы различных модификаций: остроконечные, крючковые, вертикальные полосовые и болтовые.
Модельная плита– металлическая плита с закрепленными на ней моделями и элементами литниковой системы. Ее применяют, как правило, при машинной формовке.
При извлечении отливки из формы пользуются молотками и металлическими стержнями. При этом молотком с силой ударяют в различных направлениях по нижней части стержня так, чтобы растолкать модель. Для предохранения отливки от разрушения необходимо в наиболее прочных местах установить металлические пластины, в которых предварительно проделать отверстия для стержня. Такие пластины могут быть комбинированными, то есть иметь два отверстия: одно для расталкивателя, а другое, с резьбой, для установки в модели подъема.
Литейные формы. С помощью модели отливаемого изделия, различных приспособлений и инструментов из песчаной смеси, называемой формовочной, изготавливают литейную форму. В нее заливают расплавленный металл, который заполняет полость и остывает в ней. После этого образуется отливка, внешне повторяющая очертания модели. Литейные формы бывают разовые и многократные.
Опоки (полуформы). Литейная форма состоит из двух полуформ-опок, служащих для того, чтобы удерживать смесь при ее уплотнении, а также при перемещении и закреплении полуформ (рис. 5).
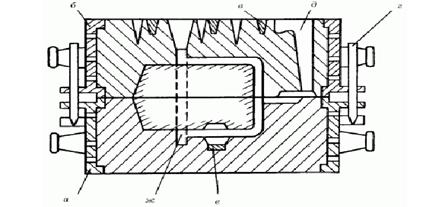
Рис. 5. Литейная форма: а, б – полуформы-опоки; в – крестовины опок; г – штырь; д – литниковая чаша; е – холодильник; ж – полость формы.
Опоки, как правило, заполняют смесью из неорганичеких и органических материалов. На боковой стороне опок необходимо сделать цапфы или небольшие ручки для удобства транспортировки.
Литниковая система. Литниковая система устанавливается для обеспечения плавного и равномерного продвижения жидкого металла по каналам формы, а также является своеобразным фильтром для используемого расплава. Подобная система, как правило, состоит из литниковой чаши (воронки), стояка, шлакоуловителя, питателей и прибылей.
Воронка. Из разливочного ковша расплавленный металл наливают в литниковую чашу, или воронку, которая располагается в верхней части формы. Для изготовления небольших по размеру отливок из алюминия или чугуна в форме проделывают воронку. Для литья крупных изделий в форме создают чашу. Причем выступ на ее дне служит в качестве своеобразного шлакоуловителя.
Стояк. Из литниковой чаши (или воронки) жидкий сплав попадает в стояк, обычно вертикально расположенный в верхней полуформе под углом 2–4° и имеющий коническую или цилиндрическую форму. Модели стояков лучше всего изготавливать из дерева.
Шлакоуловитель. Он является своеобразным передаточным звеном, откуда очищенный от шлаков сплав поступает к питателям. По внешнему виду шлакоуловитель представляет собой горизонтально расположенный канал.
Поскольку плотность жидкого металла и шлаков различна, последние быстрее всплывают на поверхность. В остывшем вязком сплаве этот процесс идет медленнее, и мелкие включения не успевают всплывать на поверхность. Поэтому очистку лучше проводить, пока металл еще не успел охладиться.
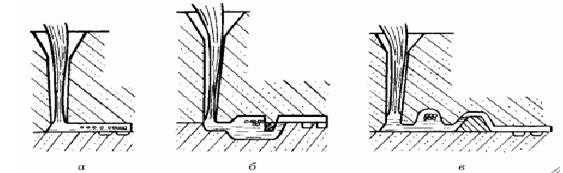
Рис. 6. Виды шлакоуловителей: а – обычный; б – с удержанием шлака в широком канале; в – с удержанием шлака в высоком канале.
Питатели. Питатели имеют обычно прямоугольную или трапециевидную форму. Они должны легко отделяться от полученного в процессе литья и затем охлажденного изделия. Питатели чаще всего делаются прямоугольной или трапециевидной формы, реже – полукруглой. Из них жидкий металл попадает непосредственно в полость формы.
Прибыли. В форме необходимо также расположить прибыли. При охлаждении некоторые металлы дают очень большую усадку, поэтому недостаток металла необходимо компенсировать. Для этого в верхних полуформах создают дополнительные каналы и полости, в которые заливается добавочный металл (рис. 7).
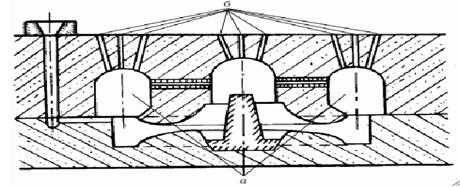
Рис. 7. Прибыли: а – полости для прибылей; б – каналы для выхода воздуха.
Холодильник. С помощью холодильников можно регулировать процессы охлаждения металла внутри формы. Различают внешние и внутренние холодильники.
Внешние холодильники располагают в различных местах формы: под фланцем отливки, под полкой, в углу стенки, сверху и в углах Т-образной стенки. Такие холодильники, как правило, вклеивают внутрь формы с помощью жидкого клея.
При литье крупных изделий отдельные части холодильника (шпильки, проволочную спираль или металлическую пластину) размещают внутри полости формы, причем при взаимодействии с жидким металлом такой внутренний холодильник должен полностью расплавиться.
Выпоры. Для выведения из полости лишнего воздуха и образующихся в процессе литья газов в форме делают выпоры – вертикально расположенные каналы, которые выходят наружу и в полость формы. С этими же целями в полуформах с помощью длинных игл – душников – проделывают вентиляционые каналы.
Жеребейки. Для стержней при отливе необходимо установить дополнительные опоры – жеребейки, которые должны будут сплавиться с жидким металлом. Для лучшего сплавления их поверхность рекомендуют покрывать оловом. Жеребейки бывают самых разнообразных конфигураций. Они должны иметь гладкую и чистую поверхность.
Добавки. Добавки – это опилки, молотый каменный и древесный уголь, конский волос, чугунная дробь. Их используют при изготовлении крупных форм и стержней, подвергающихся сушке перед заливкой металла. Для уменьшения пригара смеси к стенкам отливки добавляют 3–6% каменноугольной пыли. В производстве крупных архитектурных отливок, во избежание образования трещин, которые появляются при сушке, в формовочную смесь добавляют конский волос. Для быстрого охлаждения массивных частей отливки применяют чугунную дробь, которую добавляют в формовочную смесь.
Припылы. Припылы – это порошки, наносимые на внутреннюю поверхность сырой формы Это делается для того, чтобы расплавленный металл не смачивал стенки формы, и с целью предупреждения образования пригара на отливке.
Формовочные и стержневые смеси. Формовочные материалы – это совокупность природных и искусственных материалов, используемых для приготовления формовочных и стержневых смесей. В качестве исходных материалов используют формовочные кварцевые пески и литейные формовочные глины. Глины обладают связующей способностью и термохимической устойчивостью, что позволяет получать отливки без пригара.
Формовочная смесь – это многокомпонентная смесь формовочных материалов, соответствующая условиям технологического процесса изготовления литейных форм. Формовочные смеси по характеру использования разделяют на облицовочные, наполнительные и единые.
Облицовочная смесь – это формовочная смесь, используемая для изготовления рабочего слоя формы. Такие смеси содержат повышенное количество исходных формовочных материалов (песка и глины) и имеют высокие физико-механические свойства.
Наполнительная смесь – это формовочная смесь для наполнения формы после нанесения на модель облицовочной смеси. Поэтому ее приготовляют путем переработки оборотной смеси с малым количеством исходных формовочных материалов (песка в глины). Облицовочные и наполнительные формовочные смеси используют при изготовлении крупных и сложных отливок.
Единая смесь – это формовочная смесь, применяемая одновременно в качестве облицовочной и наполнительной смеси. Такие смеси применяют при машинной формовке и на автоматических линиях в серийном и массовом производствах. Единые смеси приготовляют из наиболее огнеупорных песков и глин с наибольшей связующей способностью, чтобы обеспечить их долговечность.
Формовочные смеси должны иметь высокую огнеупорность, достаточную прочность и газопроницаемость, пластичность, податливость и т. д.
Продолжительность отверждения смесей составляет 1–20 мин.
Похожие работы

... прессматериала Хранение герметично упакованного в пленочный мешок прессматериала может осуществляться в течение 12 месяцев при температуре не выше 20 0С и относительной влажности 50–60%. 4. Разработка технологии изготовления фрикционных тормозных колодок. 4.1 Обоснование выбора метода Выбор метода формования изделия из ПМ определяется конфигурацией и размерами изделия, техническими ...
... таблица основных технико-экономических показателей проектируемого цеха. Данная таблица приведена в Приложении 19. ВЫВОДЫ Разработана технологическая часть эскизного проекта цеха по производству товаров бытового и технического назначения методом литья под давлением, мощностью 400 тонн в год. Принято решение, проектируемый цех построить в г. Балаково по ул. Саратовское шоссе, 10 в виде малого ...
... номограммах, например, при высоте стенки 200 мм радиус наружного закругления равен 10 мм, а при высоте 400 мм – 20 мм. 3.6 Ребра жесткости Ребра жесткости предусматривается вводить в конструкцию пластмассового изделия для увеличения жесткости и прочности, для усиления нагруженных мест или выступающих частей, а иногда по технологическим соображениям. Жесткость пластмассового изделия можно ...
... для применения в медицине. Сочетание внутренних и внешних пластификаторов может обеспечить оптимальный баланс свойств [11]. 2. Технологическая часть 2.1 Описание технологического процесса вторичной переработки одноразовых шприцев и последующего изготовления гранул Термопласты могут быть подвергнуты многократному расплавлению, что объясняется их молекулярным строением. Таким образом, их ...
0 комментариев