Навигация
Технология изготовления разработанной лампы
39744
знака
5
таблиц
11
изображений
5. Технология изготовления разработанной лампы
5.1 Изготовление вводов
Вводы для впаивания в тугоплавкие стекла могут быть однозвенными или многозвенными. Наибольшее распространение получили многозвенные вводы, в которых внутренне звено изготовлено из никеля, среднее – из вольфрама или молибдена, внешнее – из меди. Во вводах этого типа особое внимание уделено качеству обработки среднего звена, от которого зависит вакуумная плотность спая со стеклом.
Для изготовления этих звеньев используются вольфрамовые или молибденовые проволоки диаметром 0,8 – 2,0 мм или прутки диаметром 2,0 – 4,0 мм, причем для стекол вольфрамовой группы соответственно выбирается вольфрам, а для стекол молибденовой группы – молибден.
Для выправления проволоки производят правку на специальных машинах путем многократного изгиба проволоки при ее протягивании между вращающимися плашками из твердой стали, закрепленными в полом валу машины с определенным смещением от оси. Молибденовую проволоку правят в холодном состоянии, а вольфрамовую – с нагревом до 1000 °С. Прутки обычно не плавят. После правки проволоку разрезают на отрезки длиной 1 м.
Выправленную и нарезанную проволоку и прутки для снятия различных поверхностных дефектов шлифуют на бесцентрово-шлифовальных станках. При шлифовке пруток помещается между двумя абразивными вращающимися кругами и медленно смещается в осевом направлении. Шлифовкой снимается верхний слой металла. После шлифовки прутки разрезаются с помощью дисковых абразивных или алмазных кругов на заготовки требуемой длины. Проволоки малых диаметров разрезаются с помощью ножей. При этом во избежание расслоения проволоки по месту резки ее нагревают газовой горелкой до слабо-красного каления.
После механической обработки вводы тщательно очищают: их кипятят в 20%-ном растворе едкого натра, промывают в дистиллированной воде, кипятят в 20%-ном растворе железосинеродистого калия и 10%-ном растворе едкого натра, снова смывают в воде, проверяют на отсутствие трещин, несколько минут травят в холодной смеси азотной и серной кислот, окончательно промывают в дистиллированной воде и сушат. Молибденовые вводы после сушки отжигают в водороде или вакууме при 1000 °С.
Наружное звено изготавливается из медных тонких проволочек, скрученных в канатик. На один из концов заготовки наружного ввода надевается никелевая втулка и хорошо обжимается вручную или на ротационной ковочной машине.
Подготовку никелевых звеньев включает в себя резку проволоки на заданную длину, обезжиривание, травление, промывку в воде, сушку и отжиг в водороде.
Соединение подготовленных звеньев встык производится обычно электросваркой с обдувом места сварки струей водорода или препарированного газа.
Сварные вводы остекловываются по среднему звену, путем обмотки расплавленным стеклом вручную.
5.2 Изготовление цоколей
Корпус резьбового корпуса чаще всего изготавливают из мягкой стальной ленты с последующим цинкованием для защиты от коррозии. Контактные пластины всегда изготавливаются из латуни. В качестве изоляции применяют специальные пластмассу или фарфор, стекло, скрепляющие элементы цоколя в единую конструкцию.
На отечественных электроламповых заводах изготовление резьбовых цоколей ведется в следующей последовательности: штамповка, накатка резьбы на корпусе цоколя, штамповка контактной пластины, сборка цоколя, травление, нанесение антикоррозийного покрытия.
5.3 Выработка колб
Одним из распространенных способов механизированной выработки колбы является их изготовление на автоматах карусельного типа, составляющих совместно с дополнительными механизмами автоматические линии для получения из жидкой стекломассы полностью готовых колб.
Существенную роль в работе линий играет способ питания стеклоформующих машин стекломассой. В настоящее время используется два основных способа питания: вакуумный и капельный (фидерный).
Вакуумный способ заключается в том, что стекломасса засасывается с помощью вакуума в черновую форму, затем переносится на автомат выдувания колб в специальные чистовые формы.
При капельном способе жидкая стекломасса перетекает по желобу из выработочной части ванной стекловаренной печи в головную часть питателя – чашу. Последующее вытекание стекломассы через отверстие благодаря возвратно-поступательному движению специального плунжера происходит не непрерывно, а в виде отдельных капель, строго дозированных по массе, форме и времени формования.
5.4 Изготовление дротов
Стеклянным дротом называют получаемое непрерывным вытягиванием трубчатое или стержневое стекло. Трубы из стекломассы могут изготавливаться горизонтальным или вертикальным вытягиванием.
5.5 Изготовление изделий из дротов
Из дротового стекла изготавливаются разнообразные стеклоизделия: штенгели, штабики, бусинки, стеклянные кольца, тарелки для ножек ламп, колб некоторых специальных ламп и др. На выработку этих изделий должно подаваться стекло без дефектов, предварительно разкалиброванное по диаметру, и трубчатое стекло и по толщине стенок.
Путем резки стеклянного дрота на необходимую длину изготавливают штенгели, штабики, стеклянные кольца.
Чаще всего используется механическая резка. При такой резке на поверхности стекла образуется кольцевая царапина, которая под действием возникших внутренних напряжений дает относительно ровную трещину, отделяющую изделие от оставшейся заготовки.
Изготовление тарелок. Изготовление тарелок ведется на автоматах карусельного типа. Заготовки в вертикальном положении загружаются в патроны автомата, которые обеспечивают необходимую центровку, фиксацию и вращение трубок.
Сначала производится разогрев нижнего конца трубки до начала размягчения стекла и отбортовка размягченного стекла на конус специальным механизмом. Затем трубка с развернутым нижним концом подравнивается опусканием на упорную асбоцементную площадку и начинается разогрев стекла выше развертки, по месту отреза, который определяет высоту тарелки.
Отрез производится с помощью двух встречновращающихся в горизонтальной плоскости стальных дисковых ножей.
Отрезанная тарелка по направляющим попадает в газовую туннельную печь отжига и оплавления места среза, а затем с помощью конвейера подается на стол контроля.
Похожие работы

... струне рояля нет звука. Подобно струне, начинающей звучать лишь после удара молоточка, атомы рождают свет только после их возбуждения. 1. Источники излучения 1.1 Типы источников излучения. Принципы их классификации Источником оптического излучения называют устройство, преобразующее любой вид энергии в энергию электромагнитных излучений оптического диапазона спектра. В светотехнике за ...
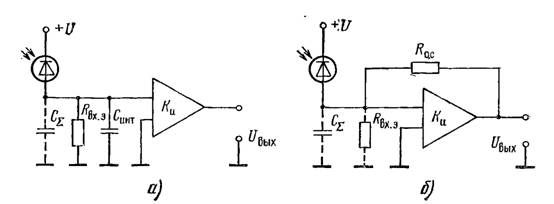
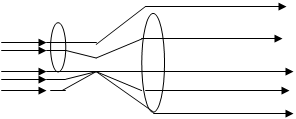
... (в первую очередь излучателя) и волокна. Оптимизация ввода излучения в волокно (рис. 10) может дать выигрыш по мощности до 10 дБ. Объединение элементов в систему. Волоконно-оптическая связь с момента своего появления основывается на принципах передачи цифровой информации. Это обусловлено тремя основными причинами. Во-первых, появление ВОЛС совпало со временем,, когда преимущества цифровых ...
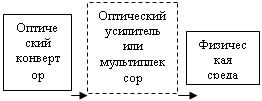
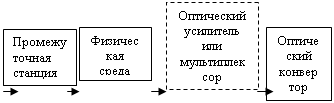
... . Физическая среда – это может быть как атмосфера, так и оптический кабель. 9. Какие виды мультиплексирования применяются в оптических системах передачи? Ответ: В оптических системах передачи основное применение получили цифровые мультиплексоры, т.к. образуемые ими групповые сигналы представлены в двоичном коде, который придаёт высокую помехоустойчивость передаваемой информации. Широкое ...
... возможного риска и безопасности пациентов, облучаемых в соответствующих кабинетах, подразделениях организаций здравоохранения и др. Санитарные нормы не используются и при оценке источников ультрафиолетового излучения, используемых в некоторых отраслях сельского хозяйства, на что указывают п. 5 и 6 СН 2.2.4.13-45-2005. Санитарные нормы предназначены не только для организаций, осуществляющих ...
0 комментариев