Навигация
5.6 Очистка стекла
Очистка поверзности стеклоизделий производится с целью удаления с нее раздичных загрязнений, остатков покрытий. Полная очистка поверхности стекла производится в следующей последовательности:
предварительная мойка в концентрированных растворах NaOH или КОН, промывка в проточной воде, выдержка в концентрированном растворе хромпика K2Cr2O7, промывка в проточной и дистиллированной воде, сушка.
Обезжиривание стекла производится промывкой в ацетоне, мойкой в горячем растворе соды или хромпика, промывкой в горячей дистиллированной воде, а затем ополаскиванием в спирте.
5.7 Изготовление спиралей
В большинстве случаев для изготовления спиралей применяется вольфрамовая проволока марки ВА, ВМ или ВТ диаметром от 0,01 до 1,25 мм.
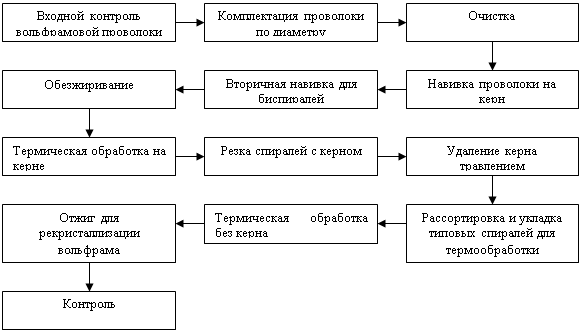
Рис.7. Схема типового технологического процесса изготовления спиралей.
Схема типового технологического процесса изготовления спиралей показан на рис.7. Операции по изготовлению спиралей можно объединить в следующие основные группы: подготовительные, спирализация, обработка спиралей на керне и заключительные операции.
А) Подготовительные операции. К подготовительным операциям можно отнести входной контроль спирализуемой проволоки и вспомогательной проволоки для керна, их комплектацию по диаметру и предварительную очистку.
Входной контроль. Контроль проволоки заключается в проверке ее диаметра, испытаниях на растяжение, перегиб и способность спирализоваться, оценке ползучести, выявлении микроструктуры, а также проверке проволоки по внешнему виду и качеству намотки на катушку.
Очистка. Вольфрамовая проволока до спирализации очищается только в некоторых специальных случаях. Обычно на операцию спирализации поступает неочищенная от графитовой смазки проволока. Установлено, что такая проволока лучше спирализуется.
Очистка проволоки для керна перед спирализацией обязательна. При этом молибденовую проволоку очищают электролитическим травлением в щелочи, а стальную – промывкой в трихлорэтилене.
Непосредственно перед спирализацией вольфрамовую проволоку перематывают с больших катушек на специальные шпули небольшого диаметра.
Б) Спирализация. Процесс спирализации осуществляется на спирализационных машинах. В одних случаях керн спирализации оставляют в спирали и ряд последующих технологических операций проводят лдя спирализованной проволоки вместе с керном, затем керн удаляют вытравливанием. В других случаях при спирализации используют постоянный керн; после навивки спирали его снимают и используют повторно для последующих навивок.
Для получения равномерного шага и плотного прилегания спирали к керну при навивке вольфрамовая проволока должна натягиваться равномерно и с достаточным усилием.
В процессе спирализации вольфрамовую проволоку для увеличения ее плсатичности в момент навивки на керн подвергают прямому или косвенному нагреву.
В) Обработка спиралей на керне включает в себя следующие операции: обезжиривание, термическую обработку, резку спиралей с керном и удаление керна травлением.
Обезжиривание. Для обезжиривания спирализованную проволоку на керне, намотанную на стальные перфорированные ободки погружают на 15-30 мин в ванны с трихлорэтиленом или бензином. Обезжиренные спирали тщательно просушивают, очищают от графитовой смазки кипячением в расворе щелочи в течение примерно 30 мин, снова промывают в проточной воде и сушат в центрифуге.
Термическая обработка. Обезжиренные спирали подвергают термообработке с целью снятия напряжений, закрепления формы и удаления остатков графитовой смазки. Отжиг проводят в водороде или препарированном газе обычно в два этапа: сначала при относительно невысокой температуре в среде увлажненного газа, затем при более высокой температуре в среде хорошо осушенного газа. Обработку ведут путем перемотки спирализованной проволоки в два или три ручья через муфельную печь.
Первичный отжиг спиралей на молибденовом керне проводится при 1150-1200 °С в среде увлажненного газа с точкой росы около 20 °С. Содержащиеся в газе молекулы воды при рабочей температуре отжига разлагаются с выделением кислорода, который взаимодействует с углеродом на спирали, образуя углеродистый газ. Этот газ непрерывно вытесняется из печи.
После удаления остатков графической смазки со спирали проводят второй этап отжига. Использование на этом этапе более высоких температур (около 1300-1350 °С) позволяет устранить натяжения и закрепить форму спирали.
Резка. Отожженую спирализованную проволоку на керне разрезают на отдельные отрезки требуемой длины с помощью специальных машин резки.
Травление. Операцию травления производят для удаления керна и очистки спиралей от окислов, остатков графитовой смазки и органических загрязнений. При травлении должна достигаться высокая скорость растворения керна без заметного уменьшения диаметра вольфрамовой проволоки, высокое качество очистки и малый расход травильных составов. Потери в массе спирали в результате травления должны быть в пределах 3-5 %.
Г) Заключительные операции. После удаления керна спирали сортируются и направляются на заключительные операции: отжиг, формовку и контроль.
Отжиг. Проведение отжига на этом этапе преследует ту же цель, что и отжиг спиралей до удаления керна, т.е. снятие оставшихся напряжений, доочистка спиралей и закрепление их формы.
Отжиг выполняется в муфельных высокотемпературных печах в среде хорошо осушенного водорода или препарировочного газа. Отжиг рекомендуется проводить в два приема: сначала при температуре 1100-1150 °С, а затем при температурах, заданных в зависимости от марки вольфрама и диаметра проволоки.
Формовка. Операция формовки проводится с целью придания прямолинейной спирали более сложной формы. Формовка осуществляется вручную путем перегибания спирали по участку тире об нагретый пропусканием электрического тока до температуры 300-500 °С вольфрамовый или молибденовый утюжок.
Отформованные спирали вставляют в молибденовые рамки, предварительно нанизывая их на вольфрамовые иглы, или укладывают в молибденовые формы. Затем спирали отжигают в электрической печи в среде водорода или препарировочного газа при 1400-1500 °С в течение 25-30 мин.
Контроль. Качество спиралей контролируется как в процессе их изготовления, так и после окончания его.
Браки выявляются путем внешнего осмотра спиралей на молочном стекле с нижней подсветкой.
Взвешиванием на торзионных весах можно по несоответствию массы спирали норме выявить отклонение диаметра вольфрамовой проволоки, общего числа витков в спирали и потери в массе спирали после травления от заданных значений.
Прочность спиралей проверяют их растягиванием до заданной длины или сгибанием на определенный угол, при этом спирали не должны нарушаться.
Похожие работы

... струне рояля нет звука. Подобно струне, начинающей звучать лишь после удара молоточка, атомы рождают свет только после их возбуждения. 1. Источники излучения 1.1 Типы источников излучения. Принципы их классификации Источником оптического излучения называют устройство, преобразующее любой вид энергии в энергию электромагнитных излучений оптического диапазона спектра. В светотехнике за ...
... (в первую очередь излучателя) и волокна. Оптимизация ввода излучения в волокно (рис. 10) может дать выигрыш по мощности до 10 дБ. Объединение элементов в систему. Волоконно-оптическая связь с момента своего появления основывается на принципах передачи цифровой информации. Это обусловлено тремя основными причинами. Во-первых, появление ВОЛС совпало со временем,, когда преимущества цифровых ...
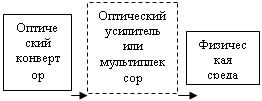
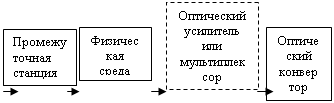
... . Физическая среда – это может быть как атмосфера, так и оптический кабель. 9. Какие виды мультиплексирования применяются в оптических системах передачи? Ответ: В оптических системах передачи основное применение получили цифровые мультиплексоры, т.к. образуемые ими групповые сигналы представлены в двоичном коде, который придаёт высокую помехоустойчивость передаваемой информации. Широкое ...
... возможного риска и безопасности пациентов, облучаемых в соответствующих кабинетах, подразделениях организаций здравоохранения и др. Санитарные нормы не используются и при оценке источников ультрафиолетового излучения, используемых в некоторых отраслях сельского хозяйства, на что указывают п. 5 и 6 СН 2.2.4.13-45-2005. Санитарные нормы предназначены не только для организаций, осуществляющих ...
0 комментариев