Навигация
Начальные сборочные операции
39744
знака
5
таблиц
11
изображений
6. Начальные сборочные операции
Изготовление гребешковых ножек. Гребешковые ножки собираются из тарелки, штенгеля, вводов и штабика. Для сборки гребешковых ножек применяют ножечный атвомат карусельного типа с 24, 28 или 32 рабочими позициями.
Изготовление ножек на автомате производится путем последовательного выполнения следующих операций: выравнивание загруженных полуфабрикатов и фиксирование в нужном положении, постепенный разогрев стекла огнями газовых горелок, штамповка лопатки с помощью расколоток, продувание откачного отверстия штенгеля, остывание ножек на автомате при обогреве их мягкими огнями и выгрузка ножек в печь отжига.
Отжиг ножек. Отжиг проводится сразу после изготовления ножек. При поточном производстве ламп используются ленточные или туннельные печи непрерывного действия, которые располагаются сразу после ножечного автомата.
Монтаж ножек. Операция монтажа состоит в соединении внутриламповых конструктивных элементов между собой и закреплении их на ножке лампы в соответствии с чертежом. Монтаж ножек ЛН в массовом производстве ведется на автоматах карусельного типа с большим числом рабочих позиций.
Монтаж производится в следующей последовательности. В гнездо автомата автоматически загружается штампованная ножка, прошедшая операцию отжига после изготовления на ножечном автомате. Ножка подается в клещи автомата монтажа загрузочным механизмом в таком положении, что плоскость лопатки ножки располагается перпендикулярно радиусу карусели, а штенгель направлен вверх.
После разведения вводов в стороны и подрезки их по размеру концы вводов для последующего закрепления в них спиралей расплющиваются в плоские лопаточки, а затем загибаются в крючки.
Спирали переносятся вакуумными присосами с поворачивающегося зубчатого барабана к ножке так, чтобы участки тире точно размещались в крючках. Зажим крючков должен производится с одинаковой силой. После зажатия спирали присосы разобщаются с вакуумной системой и сообщаются с подводкой хорошо очищенного сжатого воздуха, поддув которого облегчает отделение спирали от присосов.
Заварка ламп. Для заварки ламп накаливания применяется специализированное высокопроизводительное оборудование. Обычно для этих целей используют совмещенные заварочно-откачные автоматы карусельного типа с различным числом рабочих позиций.
На загрузочной позиции в заварочную карусель автомата загружаются смонтированная ножка и колбы с нанесенной, но не закрепленной маркой.
Ножку устанавливают в свечу, а колбу поверх ножки – в специальный шаблон-держатель.
При движении карусели рабочие гнезда приводятся во вращение, что обеспечивает большую равномерность разогрева стекол. Огни неподвижно укрепленных на станине газовых горелок настроены так, чтобы с заданной скоростью нагреть стекло до размягчения. Размягченное стекло колбы постепенно стягивается и приходит в соприкосновение со стеклом ножки. В это время нижняя концевая часть колбы под собственным весом отрывается и падает вниз. Место соединения ножки и колбы проваривается жесткими огнями. Для придания месту заварки нужной формы горло колбы специально формуется.
Одновременно с заваркой, как правило, производится обжиг марки.
Вакуумная обработка прожекторных ламп. Вакуумная обработка прожекторных ламп ведется на откачных постах. Обработка ламп включает: откачку ламп механическим насосом до давления в несколько единиц паскалей; обезгаживание колбы в течение 10 мин при 475 °С; 10 – 12-кратную промывку ламп азотом при давлении 80 кПа; откачку ламп до предельного вакуума насоса; наполнение ламп чистым азотом; ручную отпайку ламп с помощью газовой горелки.
Цоколевание. При производстве массовых типов ламп накаливания операцию цоколевания и крепления выводов совмещают и проводят на автомате карусельного типа.
В рабочее гнездо автомата вставляется колба с надетым на нее цоколем. Колба лампы удерживается специальным шаблоном в цоколе патрона. Под действием пружины шток поджимает с колбой к цоколю, а цоколь – к патрону. Рабочие элементы гнезда обеспечивают необходимую центровку колбы и цоколя относительно друг друга.
Нагрев цоколей ведется через массивные патроны. После завершения процесса сушки мастики выступающие за пределы цоколя части выводов автоматически подрезаются и происходит крепление выводов к контактам цоколя.
Обжиг ламп. Обжиг ламп проводится в один прием на специальных карусельных рамах или на цоколевочных автоматах совмещенно с операцией цоколевания. Начальные ступени обжига проиводятся при напряжении, равном 85-90 % номинального, а последующего – при напряжении, равном 115-120 % номинального. Время обжига 20-30 сек.
Технологическая выдержка и упаковка ламп. Чтобы предотвратить потребителю попадание медленно натекающих ламп, на электроламповых заводах организуется их выдержка на промежуточном складе перед отгрузкой покупателю. Срок выдержки устанавливается в зависимости от назначения ламп, обычно от 3 до 5 суток. Для специальных ламп – 2 недели и более.
Все лампы по завершении срока выдержки проверяют на зажигание или натекание и после отбраковки передают их на упаковку.
Основной целью упаковки ламп является защита ламп при хранении и транспортировке от механических повреждений, загрязнений, воздействия атмосферных осадков и других неблагоприятных условий окружающей среды. Для упаковки ламп в основном используют гофрированный картон.
7. Специальное задание
Специальное задание по ЛН выполнение которого предусмотрено в курсовом проекте предопределяется следующими факторами:
Технологическими задачами решаемыми на производстве.
Научными и прикладными знаниями в области ЛН общего назначения.
Оценками предельных и эксплуатационных возможностей ЛН при различных ограничениях.
Принятыми процедурами использования аналитических связей установленных для ЛН.
Необходимостью углубления теоретических и инженерных знаний полученных студентами на лекциях, в лаборатории и при работе над технической литературой по тепловым источникам оптического излучения.
Необходимо выбрать диаметр нити из существующей номенклатуры и оценить влияние изменения диаметра нити на ее температуру, световой поток, мощность и световую отдачу ЛН при неизменных остальных параметрах.
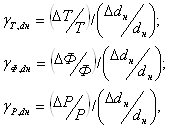
Влияние изменения диаметра нити на ее температуру, световой поток, мощность и световую отдачу произведением по следующим уравнениям:
где ![]() ,
, ![]() и
и ![]() - коэффициенты нестабильности; Т,Ф, Рл, dн – рассчитанные значения температуры тела накала, светового потока лампы, мощности лампы и диаметра нити; Δdн – отклонение диаметра нити, определяемое по формуле:
- коэффициенты нестабильности; Т,Ф, Рл, dн – рассчитанные значения температуры тела накала, светового потока лампы, мощности лампы и диаметра нити; Δdн – отклонение диаметра нити, определяемое по формуле:
Δdн = dнор - dн;
Δ Т, Δ Ф, Δ Рл – определяемое отклонение значений температуры тела накала, светового потока лампы, мощности лампы в следствии отклонения диаметра нити Δdн.
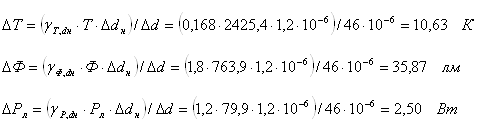
Из существующей номенклатуры вольфрамовой проволоки выбираем диаметр Δdн = 46·10-6 м. Расчетный диаметр Δdн = 44,8·10-6 м.
Δdн = 1,2·10-6;
Δdн/d =1, 023;
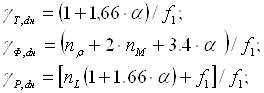
У ЛН со слабым охлаждающим действием поддержек при неизменных значениях коэффициента шага, коэффициента сердечника при отклонении диаметра нити коэффициенты нестабильности ![]() ,
, ![]() и
и ![]() определяются по следующим выражениям:
определяются по следующим выражениям:
где
α = k/(1-k) = 0; f1 = nρ + nМ + 2,7α,
f1 = 1,19 + 4,75 = 5,94.
Итак,
![]()
ΔН = Нном – Нл = 6,7 – 9,56 = 0,14 лм/Вт.
При принятии диаметра нити из номенклатурного списка температура тела накала увеличится на 10,63 К, световой поток возрос на 35,87 лм и мощность увеличилась на 2,50 Вт. При этом световая отдача повысилась на 0,14 лм/Вт.
Заключение
В данном курсовом проекте была рассчитана лампа накаливания типа С 220-80. Описано устройство лампы накаливания, ее основные узлы, конструкции. Далее было рассчитано тело накала, его геометрические размеры. Проведено конструирование ножки, выбраны ее основные геометрические размеры, диаметр плавкой вставки, внутренний диаметр штенгеля. Рассчитана средняя температура колбы по ее заданному диаметру. Далее была приведена технология изготовления спроектированной лампы. Приведены зависимости основных параметров от диаметра нити накала. А также рассчитаны изменения температуры тела накала, светового потока и мощности лампы при замене рассчитанного диаметра нити накаливания на номенклатурную.
Список литературы
1. П.В.Пляскин, В.В.Федоров, Ю.А.Буханов. Основы конструирования электрических источников света - М.: Энергоатомиздат, 1983. - 360с., ил.
2. Л.Г.Ульмишек. Производство электрических ламп накаливания.- М.: «Энергия», 1966. - 640с., ил.
3. В.С. Литвинов, Г.Н. Рохлин. Тепловые источники оптического излучения. М., Энергия, 1975, 248 с.
Похожие работы

... струне рояля нет звука. Подобно струне, начинающей звучать лишь после удара молоточка, атомы рождают свет только после их возбуждения. 1. Источники излучения 1.1 Типы источников излучения. Принципы их классификации Источником оптического излучения называют устройство, преобразующее любой вид энергии в энергию электромагнитных излучений оптического диапазона спектра. В светотехнике за ...
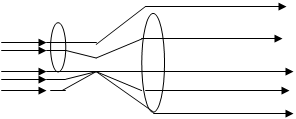
... (в первую очередь излучателя) и волокна. Оптимизация ввода излучения в волокно (рис. 10) может дать выигрыш по мощности до 10 дБ. Объединение элементов в систему. Волоконно-оптическая связь с момента своего появления основывается на принципах передачи цифровой информации. Это обусловлено тремя основными причинами. Во-первых, появление ВОЛС совпало со временем,, когда преимущества цифровых ...
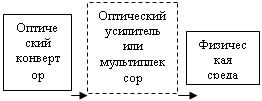
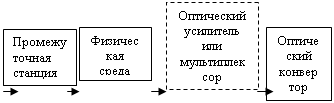
... . Физическая среда – это может быть как атмосфера, так и оптический кабель. 9. Какие виды мультиплексирования применяются в оптических системах передачи? Ответ: В оптических системах передачи основное применение получили цифровые мультиплексоры, т.к. образуемые ими групповые сигналы представлены в двоичном коде, который придаёт высокую помехоустойчивость передаваемой информации. Широкое ...
... возможного риска и безопасности пациентов, облучаемых в соответствующих кабинетах, подразделениях организаций здравоохранения и др. Санитарные нормы не используются и при оценке источников ультрафиолетового излучения, используемых в некоторых отраслях сельского хозяйства, на что указывают п. 5 и 6 СН 2.2.4.13-45-2005. Санитарные нормы предназначены не только для организаций, осуществляющих ...
0 комментариев