Навигация
Расчет потребного оборудования и его загрузка
12890
знаков
25
таблиц
2
изображения
2. Расчет потребного оборудования и его загрузка
Определение потребного оборудования производится по трудоемкости технологической операции с прибавлением (2-7)% на непредвиденные работы и услуги другим цехам и собственные нужды.
Количество станков по технологической операции (токарной, фрезерной, сверлильной)
|
| (12) |
Где Тг – трудоемкость годовой программы по данной операции;
Тдоп – непредвиденные работы и услуги другим цехам (2-7)%;
Фдо – действительный годовой фонд времени работы оборудования;
Кв – коэффициент загрузки оборудования во времени, учитывающий неизбежные потери по организационно-техническим причинам (принимается 0,9).
При получении дробного числа, результат округляется в большую сторону. Количество станков на участке
| Суч=ΣСп. | (13) |
Токарная операция: ![]()
Принимаем Сп=4шт.
Сверлильная операция: ![]()
Принимаем Сп=2шт.
Шлифовальная операция: ![]()
Принимаем Сп=2шт.
Шлифовальная операция: ![]()
Принимаем Сп=1шт.
Суч=ΣСп=9шт.
Количество станков по каждому отделению вспомогательного производства берется в процентах от суммарного оборудования. При укрупненных расчетах:
Количество заточных станков 5%
9∙0,05=0,45; 0,45<0,5 станок не берем.
Количество станков ремонтного отделения 2,5%
9∙0,025=0,225; 0,225<0,5 станок не берем.
Количество станков по ремонту инструмента и приспособления 3%
9∙0,03=0,27; 0,27<0,5 станок не берем.
Загрузка оборудования по операциям рассчитывается по формуле:
|
| (14) |
 .
.Где Со – расчетное количество станков;
Сп – принятое количество по операциям.
Токарная операция: ![]()
Сверлильная операция: ![]()
Шлифовальная операция: ![]()
Шлифовальная операция: ![]()
Средний коэффициент загрузки оборудования рассчитывается по формуле:
|
| (15) |
![]()
Коэффициент использования оборудования по времени рассчитывается по ф-ле:
|
| (16) |
Токарная операция: ![]()
Сверлильная операция: ![]()
Шлифовальная операция: ![]()
Шлифовальная операция: ![]()
Средний коэффициент использования оборудования по времени:
|
| (17) |
![]()
Загрузку оборудования и коэффициент его использования представляют графически в виде гистограмм.
Рис. 1. График загрузки основного оборудования.
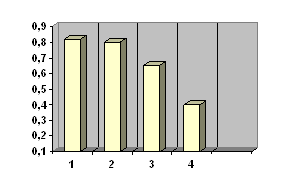
Рис. 2. График использования оборудования по времени.
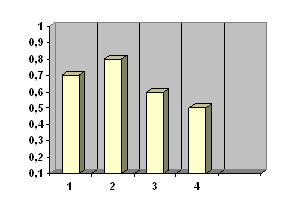
Таблица 3.
Сводная ведомость оборудования сводится в табл. 3.
| Наименование станка | Марка станка | Габариты | Принятое кол-во станков | Коэффициент загрузки |
| Основное оборудование | ||||
| 1. Токарный с ЧПУ | 16К20Ф3 | 3360×1710 | 4 | 0,57 |
| 2. Сверлильный | 2Н135 | 1085×920 | 2 | 0,97 |
| 3. Шлифовальный | 3А110В | 1880×2025 | 2 | 0,78 |
| 4. Шлифовальный | 3Г71 | 1870×1550 | 1 | 0,98 |
| ИТОГО: | 9 | 0,9 | ||
Похожие работы
... Kn Kn= 0,5607 показатель сокращения длительности цикла nn или пар виде движения по сравнению с последовательным движениям. Задача № 4 Определить трудоемкость и продолжительность отдельных этапов подготовки производства нового изделия. Исходные данные. Количество оригинальных деталей нового изделия 2500шт. Коэффициент унификации 30%. 1. Общее количество оригинальных деталей нового ...

... питьевой воды на станциях водоподготовки и обеззараживания сточных и оборотных вод. Производительность свыше 100 кг. активного хлора в сутки более 100 тыс. кубометров воды в сутки. 3. Расчет экономической эффективности очистки технической воды: 3.1 Определение затрат труда 3.1.1. Определим оплату труда обслуживающего персонала в год Сп = Тм*aз*nм, где Тм – 167 часов –норма времент в ...
... 3 3 4 6 6 9 9 5 4 2 8 1 4 1172,8 613,5 1327,1 457,9 765,4 915,6 5252,3 3 3 4. Построение календарного графика работы серийного участка производства (стандарт-плана). Закрепление детале-операций за станками № Наименование оборудования Модель № деталей (час) 3 4 6 9 № операции -(час) 1 Токарно-винторезный 1А616 4-39 5-8 - ...
... 12 797.92 3 2 0,026 0,7 0,05 538.4 15 12 566.67 5 4 0,035 0,7 0,05 400 16 12 491.67 3. Расчет потребности в производственных ресурсах Для серийного участка производства при построении производственного процесса в пространстве и во времени, необходимо определить расчетную потребность в двух видах ресурсов: производственного оборудования и в основных производственных рабочих. ...
0 комментариев