Навигация
организация и планирование машиностроительного производства
19851
знак
13
таблиц
6
изображений
Исходные данные
Технологические маршруты обработки деталей
| №№ п/п | Наименование оборудования | Модель станка | Тпз (час) | Разряд работ | Номера обрабатываемых деталей | |||
| 1 | 2 | 3 | 5 | |||||
| 1 | Токарно-винторезный | 3Б153 | 0.4 | 1–0,082 | 1–0,041 | 4–0,066 | 5–0,035 6–0,035 | |
| 2 | Вертикально- фрезерный | 6М11В | 0.7 | 4–0,035 | 4–0,025 | 2–0,026 | 7–0,075 | |
| 3 | Горизонтально- фрезерный | 6Н80 | 0.7 | 5–0,054 | 5–0,061 | 1–0,038 | - | |
| 4 | Горизонтально- фрезерный | 6Н82 | 0.7 | - | - | - | 1–0,035 | |
| 5 | Кругло- шлифовальной | 3Б153 | 0.3 | 3–0,068 7–0,032 | 3–0,1 7–0,1 | - | - | |
| 6 | Вертикально- фрезерный | 6С12 | 0.7 | 2–0,092 | 2–0,074 | 3–0,074 | 2–0,126 | |
| 7 | Сверлильный | 2А125 | 0.2 | 6–0,21 | 6–0,22 | - | - | |
| 8 | Вертикально- фрезерный | 6М12 | 0.7 | - | - | 6–0,042 | - | |
| 9 | Плоско- шлифовальный | 3Г71 | 0.3 | - | - | 5–0,1 | - | |
| 10 | Сверлильный | 6Н118 | 0.2 | - | - | - | - | |
| 11 | Вертикально- фрезерный | 6М118 | 0.7 | - | - | - | 3–0,192 | |
| 12 | Шлифовальный | 336 | 0.3 | - | - | - | 4–0,042 | |
Программа выпуска изделий
| № детали | Наименование детали | Масса (кг) | Материал | Изделие j | Изделие j+1 | ЗИП, шт. | |||
| Заготовки | Детали | Годовая программа, шт | Применяемость | Годовая программа, шт. | Применяемость | ||||
| 1 | Клин перекидной | 0,051 | 0,018 | Сталь20 | 7000 | 2 | 2500 | 2 | 200 |
| 2 | Клин верхний | 0,045 | 0,02 | Сталь40 | 9000 | 2 | 700 | 1 | 450 |
| 3 | Накладка | 0,26 | 0,12 | Сталь20 | 5000 | 1 | 3000 | 2 | 600 |
| 5 | Пластина | 0,28 | 0,09 | Сталь20 | 2000 | 2 | 1500 | 3 | 900 |
1. Расчет производственной программы
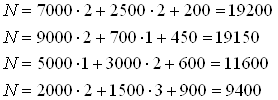
Годовая производственная программа по каждой номенклатурной позиции деталей рассчитывается по формуле:
где m – число наименований изделий
Nj – программа выпуска j изделия
Рj – применяемость детали в j изделии
NЗИП – число деталей, изготавливаемых на запчасти
Похожие работы

("минимум-максимум") - при серийном и система планирования по ритму выпуска продукции - при массовом). Организация оперативного планирования в единичном производстве Единичное производство характеризуется широкой номенклатурой изготавливаемых изделий при единичных и малых разовых объемах выпуска. Отличительными признаками единичного производства являются: Практически полная ...
... – количество предпраздничных дней (продолжительностью рабочего дня меньше на час); S – число смен работы оборудования; Kp - коэффициент, учитывающий время пребывания станка в ремонте. В серийном производстве расчетное количество оборудования (станков) подсчитывают по формуле: Ср – расчетное количество станков данного типа, шт; N – годовой объем выпуска деталей, шт; Fд – эффективный ...
... Руководство Начальник цеха заместитель начальника цеха начальник участка мастер 1 1 3 9 ПДБ Начальник ПДБ старший диспетчер диспетчер инженер по планированию техник по материалам 1 1 3 1 1 Технологическое бюро Начальник технологического бюро Старший инженер-технолог инженер-технолог инженер-конструктор техник-технолог ...
обходимо выполнить расчеты по отдельным вопросам организации и планирования производства проектируемой поточной линии, экономически обосновать технологические и организационные решения производства детали. Исходя из технологического процесса и применяемого оборудования, обосновывается выбор непрерывно- или прерывно-поточной однопредметной линии механической обработки. 1 РАСЧЕТ ПРОИЗВОДСТВЕННОЙ ...
0 комментариев