Навигация
АНАЛИЗ ОСНОВНЫХ ТРЕБОВАНИЙ И ПОСТАНОВКА ЗАДАЧ ПРОЕКТИРОВАНИЯ
46364
знака
3
таблицы
24
изображения
1. АНАЛИЗ ОСНОВНЫХ ТРЕБОВАНИЙ И ПОСТАНОВКА ЗАДАЧ ПРОЕКТИРОВАНИЯ
1.1 Расчеты основных параметров электромеханической системы привода
В данном курсовом проекте разрабатывается привод подач токарного станка. Для перемещения по координате предусмотрен свой привод. Поэтому разработку производим для одного контура управления. Применение ЦСУ позволяет значительно повысить точность и качество обработки, упростить кинематику привода подач, избежать применения многоступенчатого редуктора, повысить технологические возможности станка. Кинематическая схема привода подач изображена на рисунке 1.1. Вращательное движение от электродвигателя через одноступенчатый редуктор Р передается на ходовой винт. Через передачу винт-гайка вращательное движение преобразуется в поступательное движение суппорта С. На ходовом винте установлен кодовый датчик (КОД) положения, позволяющий контролировать также частоту вращения винта путем цифрового дифференцирования.
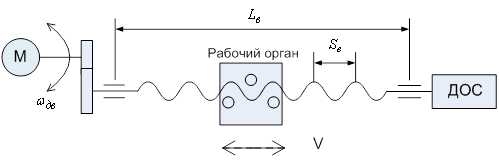
Рисунок 1.1 - Кинематическая схема привода
Такая система обеспечивает глубокое регулирование скорости и высокоточный контроль перемещения стола по координате.
Станок токарный предназначен выполнять токарную обработку деталей и нарезку резьбы на телах вращения (валы, диски и т.д.) из стали.
По согласованию с изготовителем станок оснащается суппортом с одним плоским резцедержателем, накладным отрезным резцедержателем или четырёх позиционной головкой с вертикальной осью вращения.
Область применения станка – различные отрасли промышленности.
Связав технические характеристики с параметрами, указанными в задании, произведём расчет и выбор электродвигателя привода подачи суппорта станка.
Мощность, затрачиваемая на рабочей подаче с учетом всех сил:
![]() , (1.1)
, (1.1)
где VП=17 м/мин – максимальная скорость подачи;
![]() , (1.2)
, (1.2)
где FП =7 кН – сила подачи, FТ.Н.![]() – сила трения в направляющих;
– сила трения в направляющих;
![]() (1.3)
(1.3)
![]() (1.4)
(1.4)
![]() (1.5)
(1.5)
Тогда требуемая мощность определится:
 , (1.6)
, (1.6)
где h-К.П.Д. двигателя, h=0.9;
Исходя из расчётов необходимой мощности, предварительно выбираем электродвигатель типа ПБВ-132L. Характеристики ЭД типа ПБВ-132L представлены в таблице 1.1.
Таблица 1.1 - Характеристики ЭД типа ПБВ-112
| Номинальный момент, Н×м | 47,7 |
| Номинальная скорость, об/мин | 600 |
| Номинальная мощность, кВт | 3,0 |
| Номинальное напряжение, В | 70 |
| Номинальный ток, А | 50 |
| Максимальный момент, Н×м | 470 |
| Максимальная скорость, об/мин | 2000 |
| Момент инерции якоря, кг-м2* |
|
| Максимальное ускорение, с-2 | 1970 |
| Электромеханическая постоянная, мс | 12,3 |
| Электромагнитная пост., мс | 7,85 |
Из ряда типовых размеров винтов выбираем винт со следующими параметрами (см. Таблица 1.2)
Таблица 1.2 – Размер винта
| Диаметр винта Dв, мм | Диаметр шарика d, мм | Шаг винта | Общее количество витков в двух гайках | Грузоподъемность, кН | Осевая податливость еx-9,м/Н | |
| статическая Qст | динамическая Qд | |||||
| 80 | 6 | 10 | 6 | 100 | 25 | 0,528 |
Осуществляем проверку правильности выбора ЭД путем расчетов работы в статическом и динамическом режимах.
В статическом режиме работы статический момент сопротивления [2]:
![]() , (1.7)
, (1.7)
где МП – момент сопротивления от усилия подачи на рабочем ходу, Н×м;
МТВ – момент трения в кинематических парах (подшипниках) ходового винта, Н×м;
МТН – момент сил трения в направляющих, Н×м.
 (1.8)
(1.8)
 ,
,
где ![]() – передаточное отношение редуктора, определяемое из соотношения
– передаточное отношение редуктора, определяемое из соотношения
 , (1.9)
, (1.9)
где wВМАХ – максимальная скорость вращения винта, с-1;
 . (1.10)
. (1.10)
Таким образом:
Определим момент трения винта:
![]() ; (1.11)
; (1.11)
![]() (Н∙м).
(Н∙м).
Двигатель обеспечивает длительную работу под нагрузкой, т.к. МСТ<МДВ
(1.507 Н×м < 47.7 Н×м).
Проверить двигатель в динамическом режиме.
![]() , (1.12)
, (1.12)
где JПР – приведенный момент инерции механизма привода подач станка, кг×м2;
eДОП – максимально допустимое угловое ускорение двигателя на рабочем ходу, с-2.
Определим eДОП из условия:  (1.13)
(1.13)
 (1.14)
(1.14)
где аДОП – допустимое ускорение при разгоне, аДОП=1.3 м/с2.
![]() , (1.15)
, (1.15)
где ![]() – техническая характеристика двигателя;
– техническая характеристика двигателя;
![]()
JДВ – момент инерции двигателя, JДВ=0,238 кг×м2.
![]() , (1.16)
, (1.16)
 (кг×м2); (1.17)
(кг×м2); (1.17)
![]() (кг×м2). (1.18)
(кг×м2). (1.18)
Таким образом, динамический момент сопротивления:
![]() (Н∙м) (1.19)
(Н∙м) (1.19)
Максимальный динамический момент, который может обеспечить двигатель, равен:
![]() (Н×м). (1.20)
(Н×м). (1.20)
![]() (102.621 < 470).
(102.621 < 470).
В статическом и динамическом режиме двигатель обеспечивает необходимый момент для преодоления сил сопротивления, следовательно, выбор сделан правильно.
1.2 Расчет основных параметров системы управленияОдной из основных характеристик системы управления является период дискретности ![]() . Для систем с астатизмом первого порядка период дискретности определяется допустимой величиной скоростной ошибки
. Для систем с астатизмом первого порядка период дискретности определяется допустимой величиной скоростной ошибки ![]() и допускаемым ускорением
и допускаемым ускорением ![]() :
:
 (с). (1.21)
(с). (1.21)
Однако расчет ![]() по этой формуле гарантирует соблюдение лишь одного условия – траектория ускоренного движения рабочего органа за время
по этой формуле гарантирует соблюдение лишь одного условия – траектория ускоренного движения рабочего органа за время ![]() не отклонится от заданной траектории больше, чем на величину
не отклонится от заданной траектории больше, чем на величину ![]() .
.
Следует учесть, что при проектировании привода необходимо обеспечить устойчивость и требуемую полосу частотного диапазона. Эти параметры зависят от периода дискретности ![]() , величина которого определяет форму частотной характеристики в высокочастотном диапазоне. Поэтому необходимо сначала построить желаемую частотную характеристику системы, а затем определить период дискретности.
, величина которого определяет форму частотной характеристики в высокочастотном диапазоне. Поэтому необходимо сначала построить желаемую частотную характеристику системы, а затем определить период дискретности.
На рисунке 1.2 изображена желаемая логарифмическая амплитудно-частотная характеристика (ЛАЧХ), форма которой позволяет:
· устранить позиционную ошибку – первая асимптота имеет наклон к оси частот 20 дБ/дек;
· ограничить скоростную ошибку – первая асимптота должна занять определенное положение на оси относительной амплитуды ![]() ;
;
· обеспечить устойчивую работу привода – ЛАЧХ имеет асимптоту, которая пересекает ось частот с наклоном 20 дБ/дек;
· обеспечить требуемый частотный диапазон привода и показатель колебательности – должна быть обеспечена необходимая длина асимтоты в частотном диапазоне ![]() .
.
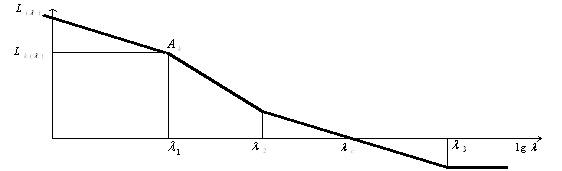
Рисунок 1.2 – желаемая форма ЛАЧХ цифрового электропривода
Желаемая ЛАЧХ описывается следующей дискретной частотной характеристики (ДЧХ):
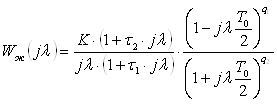 , (1.22)
, (1.22)
где ![]() ;
;  ;
;  ;
; ![]() – основные параметры, определяемые требованиями к системе электропривода;
– основные параметры, определяемые требованиями к системе электропривода;
 – характеристика запаздывания, определяемая параметрами цифровой системы.
– характеристика запаздывания, определяемая параметрами цифровой системы.
Для определения основных параметров ДЧХ необходимо преобразовать заданные параметры технологического процесса в эквивалентные параметры гармонического сигнала, которые позволяют определить положение критической точки ![]() запретной области ЛАЧХ.
запретной области ЛАЧХ.
Преобразования параметров возможны в тех случаях, когда движения рабочих органов задаются в виде круговых траекторий. При развертке во времени одной из координат круговой траектории движения получим синусоиду:
![]() , (1.23)
, (1.23)
поверхности; ![]() – угловая скорость (подача).
– угловая скорость (подача).
Первая и вторая производные (скорость и ускорение) гармонического сигнала определяются известными выражениями:
![]() (1.24)
(1.24)
где индексы ![]() обозначают максимальные (допускаемые) значения.
обозначают максимальные (допускаемые) значения.
Отсюда можно определить эквивалентные параметры гармонического воздействия – частоту и амплитуду:
 ,
,  . (1.25)
. (1.25)
Максимальная ошибка для дискретной системы определяется выражением:
 , (1.26)
, (1.26)
где ![]() – дискретная частотная характеристика системы,
– дискретная частотная характеристика системы, ![]() – псевдочастота.
– псевдочастота.
Для низкочастотного участка ЛАЧХ справедливо допущение ![]() . Тогда:
. Тогда:
![]() . (1.27)
. (1.27)
Если известно значение ошибки ![]() , то должно быть выполнено условие:
, то должно быть выполнено условие:
![]() (1.28)
(1.28)
Для относительной амплитуды ![]() это условие запишется в следующем виде:
это условие запишется в следующем виде:
![]() (1.29)
(1.29)
В системах управления электроприводами значения максимальной скорости ![]() , допускаемого ускорения
, допускаемого ускорения ![]() и допускаемой скоростной ошибки
и допускаемой скоростной ошибки ![]() известны.
известны.
Тогда, учитывая условия преобразования, для обеспечения необходимой точности желаемая ЛАЧХ должна проходить выше критической точки ![]() с координатами:
с координатами:
 ; (1.30)
; (1.30)
 . (1.31)
. (1.31)
 44.932 дБ
44.932 дБ
При этом запретная область ограничивается по относительной амплитуде первой асимптотой, которая проводится влево от точки ![]() с наклоном -20 дБ/дек. По частоте эта запретная область ограничивается второй асимптотой, которая проводится вправо от точки
с наклоном -20 дБ/дек. По частоте эта запретная область ограничивается второй асимптотой, которая проводится вправо от точки ![]() с наклоном -40 дБ/дек. Положение запретной зоны показано на рисунке 1.3.
с наклоном -40 дБ/дек. Положение запретной зоны показано на рисунке 1.3.
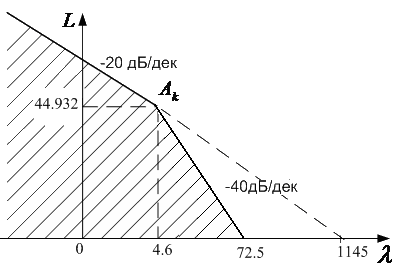
Рисунок 1.3 – Построение запретной зоны по критериям точности
Скоростная ошибка ![]() определяет необходимую добротность системы по скорости
определяет необходимую добротность системы по скорости ![]() , которая определяется по формуле:
, которая определяется по формуле:
 , (1.32)
, (1.32)
Значение ![]() соответствует точке пересечения линии, которая продолжает первую низкочастотную асимптоту, с осью
соответствует точке пересечения линии, которая продолжает первую низкочастотную асимптоту, с осью ![]() .
.
После построения запретной области строятся логарифмические амплитудные и фазовые частотные характеристики. При построении следует придерживаться следующего порядка.
1. Первая низкочастотная асимптота желаемой ЛАХ проводится с наклоном –20 дБ/дек выше точки ![]() на 3 дБ, чтобы обеспечить запас устойчивости. Подъем характеристики приводит к увеличению коэффициента добротности по скорости в
на 3 дБ, чтобы обеспечить запас устойчивости. Подъем характеристики приводит к увеличению коэффициента добротности по скорости в ![]() раза:
раза:
 . (1.33)
. (1.33)
2. Вторая асимптота проводится с наклоном –40 дБ/дек от точки сопряжения с координатами (![]() ;
; ![]() ) до точки пересечения с осью , которая определяет базовую частоту
) до точки пересечения с осью , которая определяет базовую частоту ![]() запретной области:
запретной области:
 . (1.34)
. (1.34)
3. По заданному показателю колебательности ![]() определяется частота сопряжения второй и третьей асимптот:
определяется частота сопряжения второй и третьей асимптот:
 . (1.35)
. (1.35)
4. Третья асимптота с наклоном –20 дБ/дек проводится от точки ![]() до точки
до точки ![]() , которая определяется из условия обеспечения требуемого показателя колебательности:
, которая определяется из условия обеспечения требуемого показателя колебательности:
 . (1.36)
. (1.36)
![]() вычисляется по соотношению:
вычисляется по соотношению:
 . (1.37)
. (1.37)
5. Строится график ![]() запретной области фазовой частотной характеристики:
запретной области фазовой частотной характеристики:
 . (1.38)
. (1.38)
где ![]() – частота среза, которая определяется по формуле:
– частота среза, которая определяется по формуле:
 . (1.39)
. (1.39)
6. Строится график фазовой частотной характеристики ![]() :
:
 . (1.40)
. (1.40)
где ![]() – показатель эквивалентного запаздывания, значение которого принимается равным 1.
– показатель эквивалентного запаздывания, значение которого принимается равным 1.
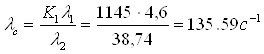
На рисунке 1.4 показано положение запретной области ![]() и фазовой частотной характеристики
и фазовой частотной характеристики ![]() .
.
Рисунок 1.4 – Построение запретной области для фазовой характеристики
Построенные графики позволяют сделать вывод о запасе устойчивости системы управления по фазе. Фазовая характеристика не должна заходить в запретную область, для которой относительная логарифмическая амплитуда находится в пределах:
 . (1.41)
. (1.41)
![]() (1.42)
(1.42)
Если же это условие не выполняется, то желаемый результат можно получить путем изменения частот сопряжения ![]() и
и![]() , а также коэффициента
, а также коэффициента ![]() .
.
В верхнем диапазоне частота ![]() определяет период дискретности
определяет период дискретности ![]() в соответствии с выражением:
в соответствии с выражением:
 . (1.43)
. (1.43)
Это значение и должно быть принято в последующих расчетах.
Похожие работы
... Данный ТП имеет некоторые недостатки: 1 Нерациональность выбора заготовки; 2 Нерациональность выбора оборудования, используются устаревшие модели станков, которые не могут высокопроизводительно изготовить деталь и увиливают время на ее изготовление. 3 Неприменимость высокопроизводительных методов обработки. Их можно устранить, заменив оборудование в 015; 020; 030; 040 и 045 операциях на более ...
... И точностью отсчета – 0,1мм. Штангенглубиномер ШГ ГОСТ 162-80 с пределами измерений о-250мм. И точностью отсчета – 0,05мм. 2.3 Нормирование технологической операции Основными элементами режима фрезерования являются: глубина сверления t,мм.: подача S, мм/об.: скорость сверления V м/мин.: частота вращения n, об/мин: сила сверления Pz,кгс: потребная мощность Nnom, кВт. Выбранный режим сверления ...
0 комментариев