Навигация
СИНТЕЗ РЕГУЛЯТОРА ПРИВОДА ПОСТОЯННОГО ТОКА
46364
знака
3
таблицы
24
изображения
4. СИНТЕЗ РЕГУЛЯТОРА ПРИВОДА ПОСТОЯННОГО ТОКА
При синтезе параметрического регулятора необходимо желаемую ДЧХ разделить на ДЧХ неизменяемой части без учета запаздываний  .
.
Тогда ДЧХ параметрического регулятора определяется соотношением:
 . (4.1)
. (4.1)
В результате сокращения ![]() и замены
и замены  ДЧХ регулятора принимает следующий вид:
ДЧХ регулятора принимает следующий вид:
 . (4.2)
. (4.2)

Для перехода от ДЧХ к ДПФ произведем подстановку:
 . (4.3)
. (4.3)
После этого ДПФ регулятора принимает следующий вид:
 . (4.5)
. (4.5)

 .
.
Полученное выражение ДПФ представляет собой сумму передаточных функций пропорционального, интегрирующего и дифференцирующего звеньев, коэффициенты которых равны:
− пропорционального звена
 (4.7)
(4.7)
− интегрирующего звена
 (4.8)
(4.8)
− дифференцирующего звена
 (4.9)
(4.9)
где  ,
,  .
.
Структурная схема ПИД-регулятора представлена на рисунке 4.1.
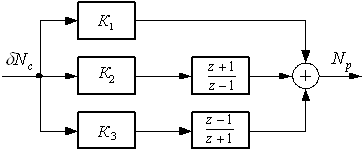
Рисунок 4.1 – Структурная схема цифрового ПИД-регулятора
Функциональная модель привода постоянного тока и ПИД регулятора показана на рисунке 4.2.
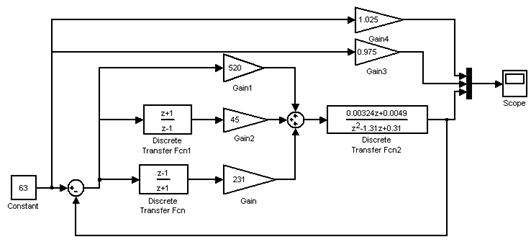
Рисунок 4.2 – Модель системы для оценки ошибки по скорости
При рассчитанных коэффициентах ПИД-регулятора данная система имеет переходный процесс, изображенный на рисунке 4.3.

Рисунок 4.3 – График переходной процесса системы с ПИД-регулятором
Как видно из рисунка 4.3, разработанная система удовлетворяет требованиям по быстродействию и точности. Время переходного процесса составляет: tпп = 0,08с.
Программная реализация регулятора требует преобразования ДПФ в разностную форму. С этой целью ДПФ регулятора приводится к общему знаменателю:
 ; (4.10)
; (4.10)
 .
.
Сгруппировав переменные, а также умножив числитель и знаменатель на ![]() , получим:
, получим:
 ; (4.11)
; (4.11)
 .
.
Применяя обратное z-преобразование, получим разностную форму алгоритма регулятора скорости:
![]() ,(4.13)
,(4.13)
![]() ,
,
где переменные с индексами ![]() и
и ![]() представляют собой предыдущие значения сигналов в периоды дискретности, смещенные на один и два шага относительно текущего периода [
представляют собой предыдущие значения сигналов в периоды дискретности, смещенные на один и два шага относительно текущего периода [![]() ].
].
Модель системы для определения скоростной ошибки приведена на рис.4.4, а график переходного процесса - на рис. 4.5.
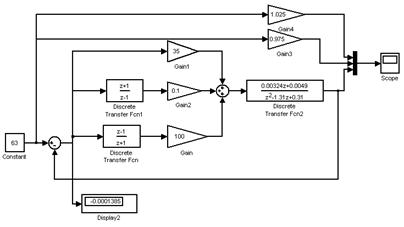
Рисунок 4.4 – Модель системы для оценки ошибки по скорости
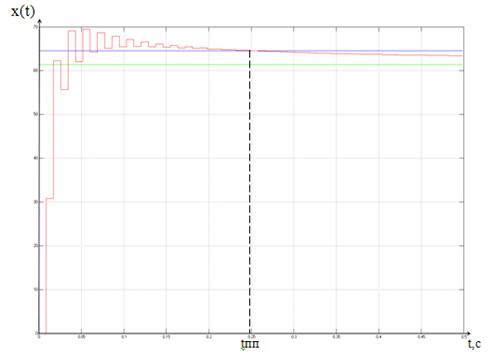
Рисунок 4.5 – График переходного процесса при подаче ступенчатого сигнала
По результатам моделирования определяем скоростную ошибку. Из рис. 1 видно, что она составляет ![]() .
.
Время переходного процесса составляет не меньше 0,22c, что обеспечивает максимальную скорость при допустимом ускорении
(![]() с).
с).
Делаем вывод, что система удовлетворяет заданным показателям.
Реакция системы на наброс нагрузкиВведем в систему момент сопротивления. Для этого из неизменяемой части выделим механическую часть двигателя ![]() , Определим значение
, Определим значение ![]() , которое для дискретной ПФ будет иметь вид :
, которое для дискретной ПФ будет иметь вид :
![]() .
.
Перед подачей момента сопротивления используем дифференциальное звено с коэффициентом усиления:
![]() .
.
После подачи момента используем интегрирующее звено. В качестве момента сопротивления подадим номинальный момент двигателя.
В результате получим модель, показанную на рисунке 4.6. График переходного процесса при набросе и снятии нагрузки показан на рисунке 4.7.
Промоделируем ситуацию, когда нагрузка на двигатель будет сразу при его включении (т.е. рабочий инструмент станка изначально нагружен). График такого переходного процесса показан на рисунке 4.8.
Промоделируем ситуацию при ступенчатом увеличении значения момента сопротивления от Мн до 2Мн (рисунок 4.9)
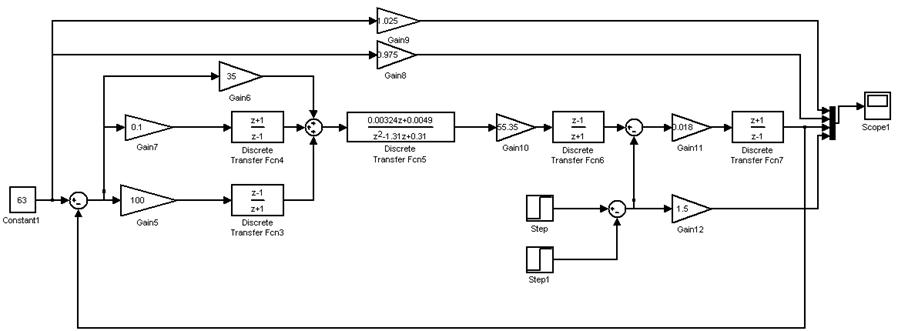
Рисунок 4.6 – Модель системы при моделировании подачи момента сопротивления
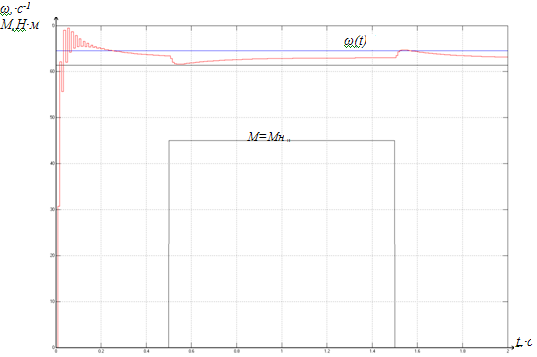
Рисунок 4.7 – График переходного процесса при набросе и снятии нагрузки
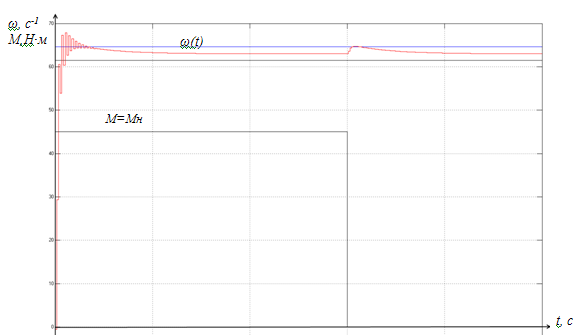
Рисунок 4.8 – График переходного процесса при включении двигателя под нагрузкой
|
|

Рисунок 4.9 – График переходного процесса при при ступенчатом увеличении значения момента сопротивления от Мн до 2Мн
Похожие работы
... Данный ТП имеет некоторые недостатки: 1 Нерациональность выбора заготовки; 2 Нерациональность выбора оборудования, используются устаревшие модели станков, которые не могут высокопроизводительно изготовить деталь и увиливают время на ее изготовление. 3 Неприменимость высокопроизводительных методов обработки. Их можно устранить, заменив оборудование в 015; 020; 030; 040 и 045 операциях на более ...
... И точностью отсчета – 0,1мм. Штангенглубиномер ШГ ГОСТ 162-80 с пределами измерений о-250мм. И точностью отсчета – 0,05мм. 2.3 Нормирование технологической операции Основными элементами режима фрезерования являются: глубина сверления t,мм.: подача S, мм/об.: скорость сверления V м/мин.: частота вращения n, об/мин: сила сверления Pz,кгс: потребная мощность Nnom, кВт. Выбранный режим сверления ...
0 комментариев