Навигация
2. Расчёты площадей
Таблица 5
| Название участка | Pt | fp1 | fp2 | Пуч | Fу |
| Агрегатный | 9 | 22 | 14 | 134 | |
| Слесарно-механический | 5 | 18 | 12 | 66 | |
| Электротехнический | 3 | 15 | 9 | 33 | |
| Аккумуляторный | 1 | 21 | 15 | 21 | |
| Ремонта приборов систем питания | 2 | 14 | 8 | 22 | |
| Шиномонтажный | 1 | 18 | 15 | 18 | |
| Вулканизационный | 1 | 18 | 15 | 18 | |
| Кузнечно-рессорный | 2 | 21 | 15 | 36 | |
| Медницкий | 1 | 15 | 9 | 15 | |
| Сварочный | 3 | 15 | 9 | 2 | 139,5 |
| Жестяницкий | 2 | 18 | 12 | 1 | 83,25 |
| Арматурный | 1 | 12 | 6 | 12 | |
| Обойный | 1 | 18 | 5 | 18 | |
| Малярный | 3 | 24 | 18 | 2 | 166,5 |
| Деревообрабатывающий | 1 | 24 | 18 | 1 | 77,25 |
Таблица 6
| Площадь агрегатного склада | ||||||
| Кагр | G, кН | g | З, кН | Fп, м2 | Fск, м2 | |
| Группа 1 | МАЗ 53371 | |||||
| Двигатель | 4 | 8,7 | 5 | 52,3 | 10,466 | 26,17 |
| КПП | 5 | 11,8 | 5 | 88,6 | 17,714 | 44,28 |
| Ось передняя | 4 | 4,3 | 5 | 26,0 | 5,210 | 13,02 |
| Задний мост | 4 | 6,8 | 5 | 40,7 | 8,150 | 20,37 |
| Рулевой механизм | 5 | 0,5 | 5 | 3,7 | 0,735 | 1,84 |
| Итого: | 105,69 | |||||
Таблица 7
| МАЗ 53371 | |
| ДВС | 890 |
| КПП | 1205 |
| ОП | 443 |
| ЗМ | 693 |
| РМ | 50 |
Таблица 8 – Площадь склада шин
| Модель автомобиля | Аи | Xk | Дз, сут | Lг, тыс. км | Lнп, тыс. км | Зш | |
| МАЗ 53371 | 150 | 6 | 10 | 77 | 20 | 8,32 | |
| Модель автомобиля | Зш прин | Dнар, м | B, м | Lст, м | n | fоб, м2 | Fk, м2 |
| МАЗ 53371 | 9 | 1,082 | 0,286 | 2,70 | 1 | 2,92 | 7,31 |
Таблица 9 – Площадь склада ГСМ
| Модель | Расход топлива, л/100 км | Грузоподъемность | Количество | aи | Суточный расход, л |
| Дизельные | |||||
| МАЗ 53371 | 21,5 | 8,7 | 150 | 0,571 | 6084,5 |
Таблица 10
| Наименование смазки | Работа на дизельном топливе | |
| Норма расхода на 100 л топлива | Хранимый запас З, л(кг) | |
| Моторное масло, л | 3,2 | 2920,6 |
| Трансмиссионное масло, л | 0,4 | 365,1 |
| Специальные масла, л | 0,1 | 91,3 |
| Пластичные смазки, кг | 0,3 | 273,8 |
Таблица 11
| Наименование смазочного материала | Хранимый запас смазочного материала, л | Тип емкости | Объем емкости, | Количество емкостей | Площадь 1 емкости, м2 | Площадь, занимаемая емкостями, м2 |
| Моторное масло | 2920,6 | Металлическая бочка | 275 | 11 | 0,36 | 3,8 |
| Трансмиссионное масло | 365,1 | Металлическая бочка | 100 | 4 | 0,19 | 0,7 |
| Специальные масла | 91,3 | Металлическая бочка | 100 | 1 | 0,19 | 0,2 |
| Пластичные смазки | 273,8 | Металлическая бочка | 100 | 3 | 0,19 | 0,5 |
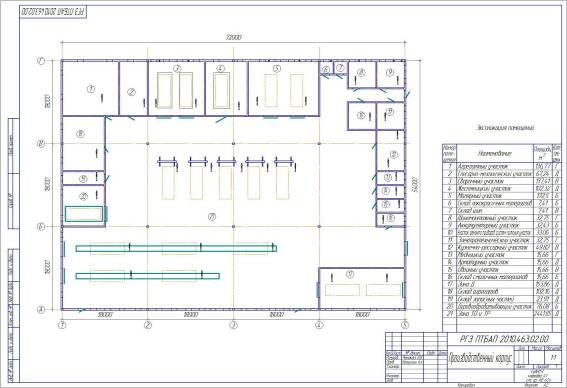
Таблица 12 – Площадь производственных подразделений, уточнённая после планировки
| Наименование производственного подразделения | Расчетная площадь, м2 | Принятая площадь | Ширина | Длина |
| Зона ТО-1 | 124,3 | 162,0 | 6 | 3 |
| Зона ТО-2 | 248,5 | 270,0 | 6 | 5 |
| ЗонаД1иД2 | 124,3 | 162,0 | 6 | 3 |
| Зона ТР | 372,8 | 378,0 | 6 | 7 |
| Зона ожидания | 0,0 | 3 | 0 | |
| Агрегатный | 134,0 | 144,0 | 4 | 4 |
| Слесарно-механический | 66,0 | 72,0 | 4 | 2 |
| Электротехнический | 33,0 | 36,0 | 2 | 2 |
| Аккумуляторный | 21,0 | 36,0 | 2 | 2 |
| Ремонта приборов систем питания | 22,0 | 36,0 | 2 | 2 |
| Шиномонтажный | 18,0 | 18,0 | 1 | 2 |
| Вулканизационный | 18,0 | 18,0 | 1 | 2 |
| Кузнечно-рессорный | 36,0 | 54,0 | 3 | 2 |
| Медницкий | 15,0 | 18,0 | 1 | 2 |
| Сварочный | 139,5 | 144,0 | 4 | 4 |
| Жестяницкий | 83,3 | 108,0 | 4 | 3 |
| Арматурный | 12,0 | 18,0 | 1 | 2 |
| Обойный | 18,0 | 18,0 | 1 | 2 |
| Малярный | 166,5 | 180,0 | 5 | 4 |
| Деревообрабатывающий | 77,3 | 81,0 | 3 | 3 |
| Склад агрегатов | 105,7 | 108,0 | 3 | 4 |
| Склад запасных частей | 15,7 | 27,0 | 3 | 1 |
| Склад смазочных материалов | 13,2 | 18,0 | 2 | 1 |
| Склад шин | 7,3 | 9,0 | 1 | 1 |
| Склад лакокрасочных материалов | 2,4 | 9,0 | 1 | 1 |
| Итого: | 1873,5 | 2124,0 | ||
| Зона хранения автомобилей | 0,0 |
Таблица 13
| Сетка |
|
|
| 18 | ´ | 18 |
| Число пролетов |
| |
| 3 | 2,185185 | 4 |
| Площадь корпуса | ||
| 3888 | м2 | |
| Отклонение | ||
| 51,8% | ||
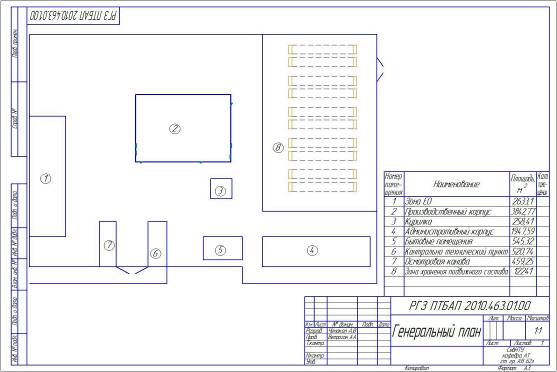
3. Генеральный план АТП
4. Производственный корпус
5. Сварочный участок
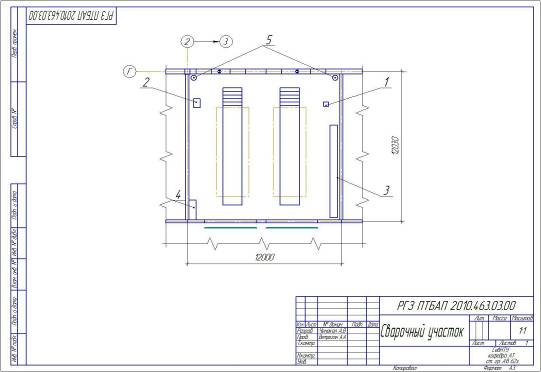
6. Спецификация применяемого оборудования на сварочном участке
ВДУ-511 предназначен: для комплектации полуавтоматов дуговой сварки.
В комплекте с полуавтоматом предназначен:
1) для полуавтоматической сварки плавящейся электродной проволокой на постоянном токе в среде защитных газов режим МИГ/МАГ-DC).
2) для ручной дуговой сварки покрытым электродами на постоянном токе (режим ММА-DC).
3) для аргонодуговой сварки неплавящимся электродом на постоянном токе (режим ТИГ-DC) при комплектации блоком БУСП-ТИГ или БУ-ТИГ.
Таблица 14
| Наименование параметра | Значение | Значение |
| Режимы сварки | МИГ/МАГ-DC (MMA-DC) | ТИГ-DC |
| Напряжение питающей сети, В | 3х380 | 3х380 |
| Частота питающей сети, Гц | 50 | 50 |
| Номинальный сварочный ток, А (при ПВ, %) | 500 (60%); 400 (100%) | 500 (60%); 400 (100%) |
| Пределы регулирования сварочного тока, А | 50 – 500 (30–400) | 30–400 |
| Пределы регулирования рабочего напряжения, В | 16,5 – 39 (21 – 36) | 11 – 26 |
| Напряжение холостого хода, В, не более | 55 | 55 |
| Регулирование сварочного тока | Плавное | Плавное |
| Диаметр электрода, электродной проволоки, мм | – (2 – 8) | 0,8 – 8 |
| Потребляемая мощность при номинальном токе, не более, кВа | 29 (23) | 24 |
| Масса, кг, не более | 240 | 240 |
| Габариты, мм, не более | 845х520х795 | 845х520х795 |
Похожие работы


ния xLi' и для подвижного состава, пробег которого превысил нормативный до списания xLi'' Таблица 1 Исходные данные Подвижной состав (марка, модель) Аи, шт. lcc, км Тн, ч Драб.г Ку.э Кл.р Аи, шт. xLi Аи' Аи'' xLi' XLi'' ВАЗ-2104 150 200 8 305 III Умеренн. 150 – 0,8 – ГАЗель ...
... 0,5 данные виды работ следует предусматривать по кооперации на других предприятиях или специально оговариваться заданием на проектирование. 1.17. При разработке технологической части проекта следует использовать типовые технологические процессы ТО и ремонта подвижного состава автомобильного транспорта, разработанные научными организациями с применением прогрессивной технологии и оборудования. ...
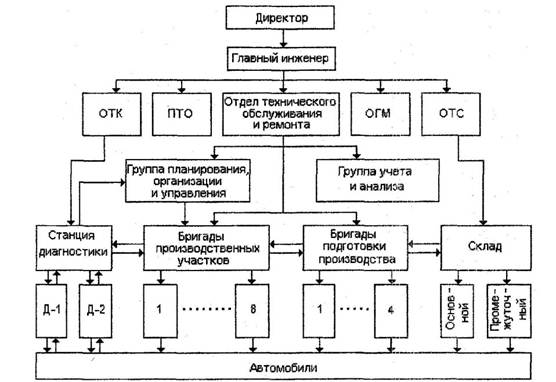
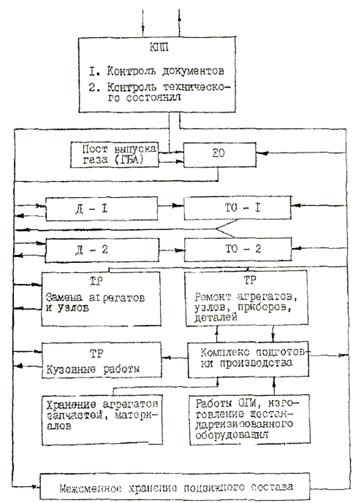
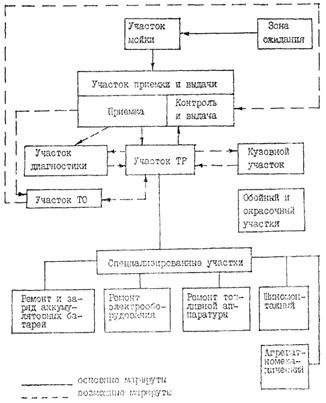
... ТС и информирование о ходе перевозки; согласование режимов и графиков работы видов ТС; оформление необходимых товарно-транспортных документов). ОРГАНИЗАЦИОННО-ПРОИЗВОДСТВЕННАЯ СТРУКТУРА АТП Автотранспортные предприятия (АТП) осуществляют планирование, организацию и выполнение перевозок грузов и пассажиров, техническое обслуживание (ТО), текущий ремонт (ТР) и хранение автомобильного подвижного ...
... Информационная система на транспорте- это, во-первых, совокупность процессов циркуляции и переработки информации и, во-вторых, описание этих процессов. Целью реализации информационной системы на транспорте является повышение эффективности транспортного процесса на базе использования современных компьютеров, распределенной переработки информации, распределенных баз данных, различных информационно– ...
0 комментариев