Навигация
Розборка акумуляторних батарей
33728
знаков
3
таблицы
13
изображений
2.3 Розборка акумуляторних батарей
Розборка акумуляторних батарей або окремих несправних акумуляторів проводиться в слідуючій послідовності:
- від’єднуються від виводних штирів міжелементні з’єднання за допомогою трубчатих свердл, якими висвердлюють кільцеву канавку;
- нагрітою лопаткою видаляють мастику після попереднього її прогріву під нагрівальним ковпаком;
- знімають кришки АКБ за допомогою зйомників;
- видаляють блоки пластин за допомогою захватів;
- блоки роз’єднують на полублоки та промиваються в проточній воді;
- промиваються пластмасові сепаратори при відсутності в них пошкоджень;
- промиваються банки АКБ та перевіряється їх цілісність.
Після дефектації деталей АКБ непридатні пластини замінюють новими.
Баретки, міжелементні з’єднання та виводні штирі виготовлені із свинцю. При розборці АКБ вони пошкоджуюються, тому їх виготовлюють заново з відливкою у форми.
Після заміни або виготовлення деталі потрапляють на комплектування та збірку АКБ.
2.4 Збірка акумуляторних батарей
Технічний процес збірки АКБ включає в себе слідуючі операції:
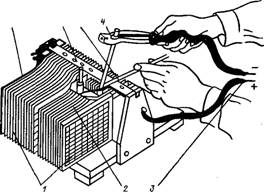
Мал.1. Збірка пластин акумулятора в полублоки за допомогою пристосування:
1 – пластина позитивного або негативного полублока; 2 – полублок; 3 – клемми; 4 – електропаяльник; 5 – свинцева присадочна проволока; 6 – гребінка для встановлення вушок пластин; 7 – пристосуванння для збірки полублоків
збірку пластин в полублоки – окремо збираються негативні та позитивні пластини; для цього пластини встановлюються в пристосування; на вушка пластин надівають баретки та заливаються свинцем, мал. 1. У негативних полублоках кількість пластин на одну більше, ніж у позитивних полублоках;
- збірку блоків з полублоків;
- полублоки збирають таким чином, щоб кожна позитивна пластина була розташована між двома негативними.
- Від середини блока між пластинами вставляються сепаратори таким чином, щоб ребра були обернені до позитивних пластин.
- Блоки пластин затискаються в пристосуванні як показано на мал. 2 та встановлюються в банки.
-
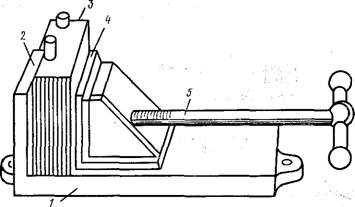
Мал. 2. Пристосування для стискання блоків пластин акумулятора:
1 – основа пристосування; 2 – нерухомий упор; 3 – блок пластин акумулятора;
4 – рухомий упор; 5 – стяжний гвинт
Кожен акумулятор закривається кришкою. Між кришкою та стінкою банки вкладається асбестовий шнур, який запобігає від попадання розплавленої мастики всередину банки при її заливанні. Електричний ланцюг перевіряється вольтметром на відсутність короткого замикання між пластинами.
Пространство між кришками та банкою акумуляторів заливається мастикою, яка являє собою суміш 75% нафтового бітуму №5 і 25% авіаційного або машинного мастила. Температура нагріву бітуму 170…180˚С.
На штирі, що з’єднують акумулятори, надягаються та приварюються міжелементні з’єднання. Вивідні затискачі батареї наплавлюються розплавленим свинцем за допомогою шаблонів. Співвідношення малого та великого діаметрів конусів затискача повинна відповідати 1:9.
2.5 Підготовка акумуляторних батарей до роботи
Після збірки АКБ підготовлюються до роботи. Підготовка полягає в приготуванні електроліту, заправці його в батареї і зарядці.
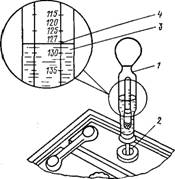
Мал.3. Перевірка щільності електроліту в акумуляторній батареї:1 – скляний циліндр для забору електроліта; 2 – заливна горловина кришки акумулятора; 3 – электроліт; 4 – покази щільності електроліту на стрижні поплавка ареометра
Електроліт потрібної щільності для експлуатації автомобілів в різних районах з різним температурним діапазоном виготовляється безпосередньо з кислоти щільністю 1,83 – 1,84 г./см. Враховуючи сильний розігрів розчину (до 80˚С та вище), більш зручно приготувати електроліт потрібної щільності із завчасно підготовленого розчину сірчаної кислоти щільністю 1,83 г./см або її розчину щільністю 1,40 г. /см. Щільність електроліту перевіряється кислотоміром, мал. 3.
Гумова груша кислотоміра стискається, його накінечник опускається в заливний отвір АКБ. При розжиманні у внутрішню порожнину скляного ціліндру набирається необхідна кількість електроліту, до всплиття ареометру, та по поділках визначається щільність електроліту.
Щільність електроліту залежить від температури, тому перед замірами слід визначити його температуру. Для того щоб отримати співставні результати у всіх розрахунках, щільність електроліту прийнято приводити до температури 15˚С.
Поправки при визначенні щільності електроліту в залежності від температури:
Температура електроліту, заливаємого в АКБ, повинна бути не вище 25˚С в умовах помірного клімату та не вище 30˚С у спекотних районах. Порядок заливки електроліту слідуючий: вивертаються пробки із заливних горловин та електроліт заливається до тих пір, доки поверхня його не дотикнеться до нижнього торця тубусу заливної горловини. Не раніше 20-ти хвилин і не пізніше 2-х годин після заливки електроліту перевіряють його щільність і рівень. Рівень електроліту перевіряється так, як показано на мал. 4.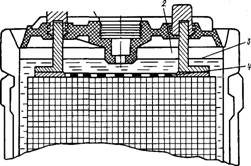
Мал. 4. Перевірка рівня электролита в акумуляторі: 1 – кришка акумулятора; 2 – повітряне пространство під кришкою; 3 – рівень електроліту; 4 – верхні краї пластин (запобіжна сітка)
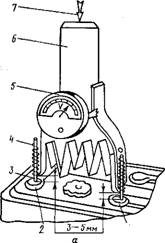

Мал.5. Визначення напруги акумулятора навантажувальною вилкою: а – установка навантажувальної вилки на штирі акумулятора (навантажувальний опір не ввімкнено); б – перевірка напруги акумулятора під навантаженням; 1 – позитивний штирь акумулятора; 2 – негативний штирь акумулятора; 3 – контакт ланцюга вольтметра; 4 – пружина; 5 – вольтметр; 6 – навантажувальна вилка; 7 – напрямок установки навантажувальної вилки; 8 – напрямок дії сили руки при сжтисканні пружин для включення навантажувального опору; 9 – навантажувальний опір; 10 – контакт навантажувального опору зі штирем акумулятора.
Елекроліт повинен дотикатись нижнього кінця тубусу заливної горловини. Рівень електроліту можна перевірити за допомогою скляної трубки діаметром 5 – 6 мм. Для цього потрібно опустити трубку в заливну горловину акумулятора до упору в запобіжну сітку, закрити верхній кінець трубки великим пальцем, потім витягти її та визначити висоту стовпчика електроліта в трубці. Рівень електроліту повинен бути на 10 – 15 мм вище запобіжної сітки.
Якщо рівень буде нижче, то необхідно довести його до норми доливкою дистильованої води за допомогою гумової груши.
Щільність електроліту між банками не повинна відрізнятись більш ніж на 0,02 г./см. За необхідністю рівень електроліту вирівнюють доливкою електроліту щільністю 1,4 г/см або дистильованою водою. Стан АКБ можна перевірити за напругою акумуляторів під навантаженням. Для цього необхідно встановити навантажувальну вилку на штирі акумулятора, мал. 5. Після цього натиснути на рукоятку навантажувальної вилки та утримувати її в натиснутому станію напругу визначити за показами вольтметра. Так само визначаємо напругу і на інших акумуляторах. У всіх акмуляторів напруга повинна бути не нижче 1,7В.
Різниця в показах вольтметра під навантаженням дозволяється не більше 0,1В.
Табл. 2. Ступінь розрядженності акумуляторної батареї в залежності від навантаження
| Напруга одного акумулятора, В | 1,7 – 1,8 | 1,6 – 1,7 | 1,5 – 1,6 | 1,4 – 1,5 | 1,3 – 1,4 |
| Ступінь розрядженності, % | 0 | 25 | 50 | 75 | 100 |
Похожие работы
... і становив 2.30, відповідно збільшився дохід, прибуток і рентабельність перевезень що призвело до зменшення витрат підприємства. 3. Технологія і організація перевезень фанери з міста Рівне (Україна) в місто Мілан (Італія) рухомим складом ТзОВ „Камаз-Транс-Сервіс” 3.1 Дослідження вантажопотоку Згідно договору, укладеного ТзОВ „Камаз-Транс-Сервіс”, на 2006 рік прогнозується обсяг перевезень ...
... і, який має найбільшу трудомісткість. Nум. = 44297,0 272 = 162,85 163. Профіль спеціалізації визначається маркою трактора, є підставою для розробки виробничої технології ремонту машин. Таблиця 2.1. Річна програма і трудомісткість роботи майстерні. Німенування,тип і марка машин. Види ТО Загальна трудомістк. ...
... ілі та у наступних розділах, роблячи прогноз або оцінюючи існуючу ситуацію, ви будете користуватись тією або іншою інформацією. Джерела інформації, якими ви користувалися, повинні бути відображені в бізнес-плані (як в тім сама інформація), щоб інвестор міг оцінити глибину і повноту проведених досліджень і відповідно продуманість вашого проекту. Характеристика ринків збуту продукції, що виробляє ...
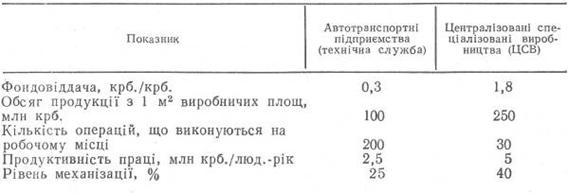
... виробничий процес на технічному обслуговуванні і ремонті рухомого складу й утримуванні основних виробничих фондів у справному стані. До функціональної форми належать спеціалізовані виробництва, які виконують ремонт та обслуговування всього технологічного устаткування, засобів вимірювань і метрології, теплосилового обладнання, здійснюють централізоване доставляння запасних частин, матеріалів, ...
0 комментариев