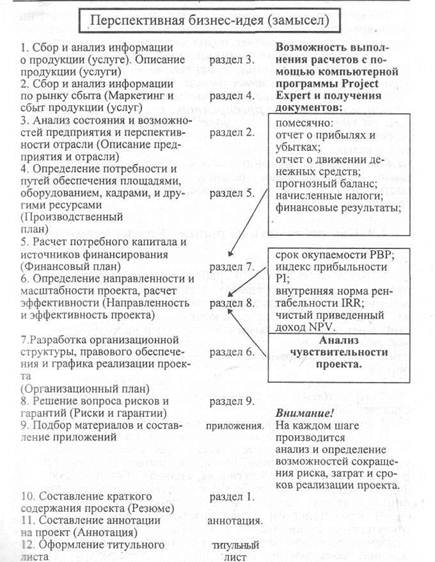
Навигация
Разработка технологических процессов намотки катушек электрических аппаратов
18788
знаков
2
таблицы
0
изображений
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ НТУ «ХПИ» Кафедра «Электрические аппараты»
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА КУРСОВОГО ПРОЕКТА
По курсу:
«Технология производства электрических аппаратов»
на тему:
«Разработка технологических процессов намотки катушек электрических аппаратов»
Разработал: ст. гр. xxx - xxx
xxxx x.x.
Руководитель проекта: старший преподаватель
xxxx x.x
Харьков 2003
ИСХОДНЫЕ ДАННЫЕ
Для намотки каркасной катушки
Вид намотки: Рядовая
Марка провода: ПЭВ – 1
Диаметр провода, мм 0,41
Число витков 400
Длина каркаса, мм 56
Периметр обмотки, мм 132,6
Изолирование каркаса кабельная бумага без приклейки, один слой
Изолирование клемм телефонная бумага, один слой стеклоткань
Количество клемм 2
Способ крепления выводных обвить обмоточным проводом вокруг концов к клеммам лепестка клемм 2 – 3 витка
Зачистка провода шлифовальной шкуркой
Припайка электропаяльником
Изолирование пайки лакотканью
Напряжение, В 220
Частота, Гц 50
РЕФЕРАТ
Пояснительная записка составлена на 23 листах, и включает в себя: титульный лист, исходные данные, реферат, содержание, введение, основную часть, заключение, список литературы, графическую часть.
Во введении рассмотрены следующие вопросы: область применения электромагнитных механизмов, их основные характеристики, особенности электромагнитных механизмов постоянного тока, функции выполняемые катушками, факторы, определяющие выбор технологического процесса их изготовления, взаимосвязи между технологическими допусками, влияющие на величину электрического сопротивления, цель и задачи курсового проекта.
В основной части рассмотрены следующие вопросы: определение состава технологических операций, состав и их последовательность в соответствии с требованиями конструкторской документации (представлены в виде МК – карт на 6 – ти листах).
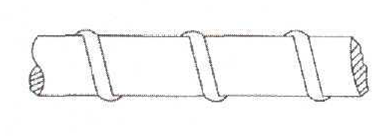
Также в основной части представлена специальная технологическая терминология и эскиз каркасной катушки.
В курсовом проекте дано заключение о проведенной работе и список используемой литературы.
СОДЕРЖАНИЕ
Введение ………………………………………………….……………………... 5
1. Основная часть …………………………………………………..……… 7
1.1 Определение состава технологических операций ………………….. 7
2. Расчетная часть ………………………………………………………... 14
2.1 Расчет режимов намотки катушек …………………………………... 14
2.2 Анализ точности технологического процесса намотки катушек…..16
2.3 Влияние технологических допусков на выходные параметры электромагнитов ………………………………………………………………. 19
3. Заключение ……………………………………………..…………….. 22
4. Литература ……………………………………………………….…… 23
ВВЕДЕНИЕ
Электромагнитные системы предназначены для дистанционного управления контактными системами или создание механического воздействия на управляющий объект.
Состоит из двух элементов: катушки и магнитопровода. Причем, магнитопровод состоит из подвижного якоря и неподвижного ярма.
Катушка предназначена для создания ампер – витков (функционально важно произведение тока на витки, в отдельности ток и витки не рассматриваются).
Ампер – витки должны обеспечивать функциональное назначение магнитной системы, создать необходимое усилие на якоре.
Катушка должна поместиться в заданном объеме. Нагрев проводов не должен превышать выбранного класса изоляции. Пересчет обмоточных данных катушки производиться из условий неизменности ампервитков; при этом экспериментально следует проверить габариты катушки и ее нагрев.
При постоянном токе нагрев катушки осуществляется на счет Джоулевого тепла:
Q = I2 * R
Нарастание тока в катушке будет плавным, магнитная система не будет греться при остановке якоря в промежуточном положении.
При конструировании магнитных систем постоянного тока в целях охлаждения катушки и уменьшения расхода обмоточного провода, желательно катушку приближать к магнитопроводу, делая ее высокой и малой толщины. Магнитопровод постоянного тока делают из целых листов методом штамповки.
При переменном токе катушка греется Джоулевым теплом RI2, но величина тока определяется по другим зависимостям:
I = ![]() =
= ![]()
Нарастание тока в катушке форсированное, чем больше воздушный зазор d0, тем больше бросок тока при включении.
Магнитная система греется вихревыми токами (до 700 800С), что в свою очередь дополнительно греет катушку и ее надо теплоизолировать от магнитной системы.
Остановка в промежуточных положениях якоря, при этом катушка будет нагреваться и сгорит, если долго будет находиться в таком положении.
Появление короткозамкнутого витка в обмотке приводит к появлению в нем: эдс, тока, виток перегреется, изоляция сгорит и катушка выйдет из строя (при постоянном токе этого не произойдет).
Магнитные системы переменного тока изготавливаются шихтованными и имеют короткозамкнутый виток, шунтирующий часть поверхности.
Факторы, негативно влияющие на работоспособность магнитной системы и технические решения, уменьшающие это влияние.
| Воздействующий фактор | Область проявления | Характер проявления | Техническое решение по уменьшению влияния |
| U | Межвитко вая и общая изоляция | Пробой изоляции, сгорание катушки и нарушение техники безопасности | Выбрать класс изоляции; пропитать катушку лаком, высушить. |
| I | В сечении провода | Нагрев изоляции, ее разрушение и сгорание катушки | Пропитать лаком и высушить. Выбрать повыше класс изоляции. Приблизить обмотку к магнитопроводу (на пост. токе) – улучшить теплоотвод |
| J, B | Между витками катушки | Механическое истирание изоляции при относительном перемещении витков. Пробой изоляции и сгорание катушки | Пропитать и высушить катушку |
| Ф | Магниты переменного тока | Нагрев магнитопровода. Дополнительный нагрев катушки. Перегрев изоляции, ее пробой и сгорание катушки | Шихтование магнитной системы. Теплоизоляция катушки от магнитной системы. Пропитка лаками и сушка |
| F | Сопрягаемая поверхность деталей и узлов | Механическое повреждение изоляции, облом проводов катушек, самоотвинчивание винтов | Привести в соответствие тяговую и противодействующую характеристики; амортизация катушки (резина, пружины и т.п.); пропитка и сушка. Опрессовка катушки премиксом. Замена жестких выводов гибкими |
| Окружаю- Щая среда | В изоляции | Уменьшается сопротивление изоляции, пробой | Поместить в замкнутую оболочку. Катушку опрессовать |
Похожие работы
... из строя эл. двигателя. вспомо- гатель-ная. Защитные крышки, кожухи, эмали, лаки. Конструк- ционные материалы, краски, лаки, эмали. Таблица 7.1. СФА АД Система асинхронного двигателя для структурно-функционального анализа представлена на рис. 7.2. Рис. 7.2. Схема для СФА Матрица механической связи основных элементов структуры асинхронного электродвигателя приведена ниже в ...
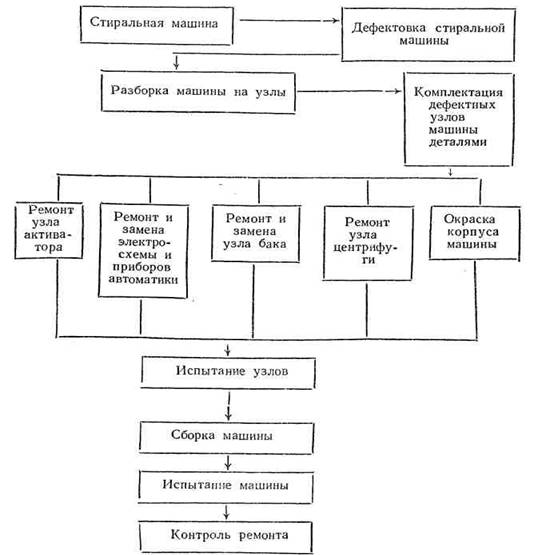
... винта, снять крышку с узлом электропривода, вынуть барабан, удалить белье. Собрать машину в обратной последовательности 2.2 Анализ существующего технологического процесса ремонта стиральных машин барабанного типа Производственным процессом ремонта называется вся совокупность действий, осуществляемых с момента поступления объектов ремонта на завод или в мастерскую до получения полностью ...
... 10. Напильник 11. Пленка полиэтиленовая 12. Ножницы ЗТН-57 13. Линейка металлическая L=1000мм ГОСТ 427-75 3. Бизнес-план 3.1. Титульный лист Бизнес-план на программу: ПРОИЗВОДСТВО СТЕКЛОПЛАСТИКОВЫХ ТРУБ НА БАЗЕ МУП «ЭНЕРГОСЕТИ» Исполнитель: Муниципальное унитарное предприятие «Энергосети» Адрес: 624200, Свердловская область, г. Лесной, ...
... шума используют специальные кожухи из тонких алюминиевых или пластмассовых листов, которые непосредственно устанавливаются на электродвигатели главного электропривода тянущего устройства и электропривода экструдера с червячным прессом, намоточную машину, с внутренней стороны которых используются звукопоглощающие материалы [15]. Источниками вибрации в данной экструзионной линии являются следующие ...
0 комментариев