Навигация
2. РАСЧЁТНАЯ ЧАСТЬ
2.1. Расчет режимов намотки катушек
Параметры режима намотки:
- натяжение провода Т, Н;
- скорость наматывания, м/мин.
Натяжение провода в процессе наматывания – важный технологический фактор, определяющий сопротивления и геометрические параметры обмотки, качество и производительность технологического процесса. Для проектирования технологического процесса намотки катушек необходимо знать оптимальное и максимально допустимое натяжение. Оптимальным следует считать натяжение, при котором обеспечиваются все технологические требования к обмотке и к условиям её эксплуатации при минимальной себестоимости её изготовления.
Оптимальное натяжение провода при намотке определяют по эмпирической формуле в зависимости от материала провода, вида намоточного оборудования и т.д.
Для медного провода:
Топт = 8,5 *101 * d2м (Н.), (1)
где d2м - диаметр провода без изоляции, мм.
Топт = 8,5 *101 * 0,412 = 14,29 Н.
Полученное значение не должно превышать максимально допустимого значения.
Под максимально допустимым натяжением понимается такое, при котором в процессе формирования обмотки не происходит заметных изменений электрических и геометрических параметров провода и не нарушается целостность изоляции.
Число витков в одном слое:
W1 = ![]() , (2)
, (2)
где Н – высота окна катушки, мм
W1 = 
Число слоев обмотки:
К = ![]() , (3)
, (3)
Где W- число витков обмотки;
W1 - число витков в одном слое.
К=
Для каркасных катушек прямоугольного сечения определяют среднюю длину витка как средний периметр катушки:
lср=  , мм (4)
, мм (4)
где Рвнутр – внутренний периметр обмотки, равный периметру каркаса, мм;
Рнар – наружный периметр обмотки, мм.
Внутренний периметр обмотки равен:
Pвнутр = 2(L1+L2), мм..( 4.1)
Где L1 – величина одного ребра каркаса, мм.
Pвнутр= 2(61 + 34 )![]() 190 мм
190 мм
Наружный периметр обмотки равен:
Pнар = 2(L1 + 2Kdиз ) + 2(L2 + 2Kdиз ), мм (4.2 )
Pнар = 2(61 + 2*5*0,45) + 2(34 + 2*5*0,45) ![]() 208 мм
208 мм
Тогда
lср =  , мм
, мм
Общая длина провода, необходимого для получения обмотки равна:
L = lср * W, мм
Где W – число витков обмотки.
L = 199 * 400 = 79600 мм
Зная вес 100 метров провода и длину L, определяют чистый вес провода Q для получения необходимого числа витков.
Норму расхода провода определяют по формуле:
Q1 = Q * Kтех, кг (6)
где Ктехн – коэффициент, определяющий величину отхода при намотке катушки (Ктехн = 1,05)
Q = Q пр * L, кг (7)
где Q – чистый вес провода
Q = 0,0012* 79,600 ![]() 0,095 , кг
0,095 , кг
Q1 = 0,095* 1,05 ![]() 0,1 , кг
0,1 , кг
2.2. Анализ точности технологического процесса намотки катушки.
Важной характеристикой технологического процесса намотки катушек является достижение требуемой точности параметров, в частности, точности сопротивления обмотки.
Производственные погрешности, характеризующие степень точности технологического процесса. Определяют по аналитическому и статистическому методам.
Аналитический метод основан на использовании математической зависимости между величиной погрешности и причиной, вызвавшей её. Этот расчет производят на этапе проектирования технологического процесса для получения оценки его точности.
Статистический анализ погрешности производят после осуществления технологического процесса. Цель статистического процесса – определить соответствие точности техпроцесса намотки катушек заданной точности; установить технологические допуски, т.е. достигаемую точность изготовления.
В процессе изготовления катушек всегда имеет место колебание значений контролируемых параметров.
Причины производственных погрешностей следующие:
· разброс размеров каркаса;
· разброс диаметра провода;
· разброс усилий натяжения провода при намотке;
· разброс по числу витков.
При разработке техпроцесса намотки катушек должна быть оценена величина производственных погрешностей, с тем, чтобы величина сопротивления обмотки находилась в пределах доступных отклонений.
Оценку величины возможной производственной погрешности осуществляют на основе аналитического метода расчета погрешностей.
Выходной (контролируемый) параметр технологического процесса намотки катушек (для катушек постоянного тока это величина сопротивления обмотки) представляет собой функцию нескольких параметров:
R = f (q1;q2;q3…qn),
где q1;q2;q3…qn - входные параметры, влияющие на величину сопротивления обмотки (диаметр провода, усилия натяжения провода, число витков и др.).
Зависимость между отклонениями выходного параметра (сопротивления обмотки) и погрешностями входных параметров можно представить в виде полного дифференциала:
dR = ![]() (8)
(8)
Переходя от дифференциалов к конечным приращениям при условии малости последних, это выражение записывают следующим образом:
![]() (8.2)
(8.2)
Выражение (8.2) представляет собой уравнение погрешности сопротивления обмотки катушки.
Полученное выражение позволяет рассчитывать величину сопротивления обмотки при известных погрешностях входных параметров, влияющих на точность техпроцесса: точность длинны провода обмотки, погрешность диаметра провода, точность отсчёта числа витков, натяжение провода и т.д.
Номинальное значение сопротивления обмотки, Ом:
R = ![]() , Ом (9)
, Ом (9)
где r - удельное сопротивление провода, ![]() ;
;
l - длинна провода, м;
d - диаметр провода без изоляции, мм.
Погрешность сопротивления обмотки:
DR= ![]() , (10)
, (10)
DR = 0,83 Ом
где Dr - допустимый разброс величины удельного сопротивления , Ом*мм2/м;
Dl - допустимый разброс длинны провода, м;
Dd - допустимый разброс величины диаметра провода, м;
Dd = ![]() 0,008 мм;
0,008 мм;
Dl = lср *DW = 199 * 8 =1592 мм = 1,592 м
DW= 0,02*W=0,02 * 400 = 8 витка
Колебания удельного электрического сопротивления круглой медной проволоки марки МГ составляет r = 0,01785 ![]()
Уравнение (10) позволяет оценить степень влияния каждого параметра в отдельности на погрешность сопротивления обмотки.
Абсолютная погрешность величины сопротивления обмотки из-за погрешности удельного электрического сопротивления составляет:
![]() r =
r =![]() , Ом (10.1)
, Ом (10.1)
где Dr=1,5*10-4 ![]()
DRr= = 0,0905 , Ом
= 0,0905 , Ом
Относительная погрешность активного сопротивления обмотки из-за отклонения удельногоэлектрического сопротивления равна, ![]() %:
%:
gr = ![]() %
%
gr = %
%
R = 10,77 Ом
10,77 Ом
Абсолютная погрешность сопротивления обмотки из-за погрешности длины провода, Ом
DRl= ![]() , (10.2)
, (10.2)
DRl = = 0,215 Ом
= 0,215 Ом
Относительная погрешность сопротивления обмотки из-за отклонения длины провода равна, %
gl =![]() , %
, %
gl = %
%
Абсолютная погрешность сопротивления обмотки из-за разброса величины диаметра провода, Ом
DRd = ![]() , %
, %
DRd = 0,525 Ом
0,525 Ом
Относительная погрешность сопротивления провода из-за разброса величины диаметра провода, %
gd =![]() , %
, %
gd = = 4,87 %
= 4,87 %
Приведенная методика расчета погрешности сопротивления обмотки позволяет сделать вывод о величине предельного отклонения сопротивления обмотки, сравнить с требованиями чертежа, а также установить, какую долю сопротивления обмотки вносит каждый технический параметр.
Похожие работы
... из строя эл. двигателя. вспомо- гатель-ная. Защитные крышки, кожухи, эмали, лаки. Конструк- ционные материалы, краски, лаки, эмали. Таблица 7.1. СФА АД Система асинхронного двигателя для структурно-функционального анализа представлена на рис. 7.2. Рис. 7.2. Схема для СФА Матрица механической связи основных элементов структуры асинхронного электродвигателя приведена ниже в ...
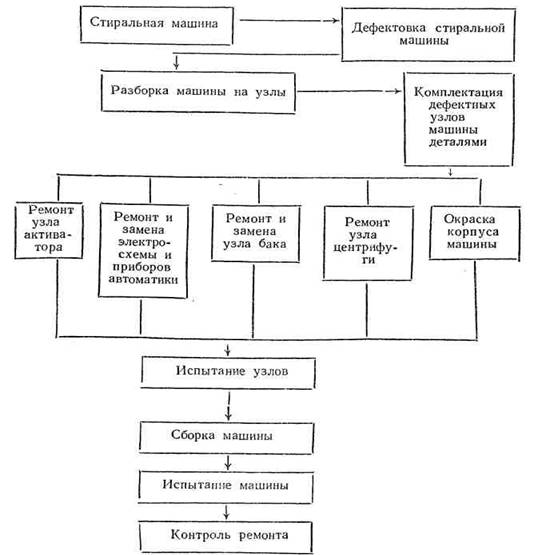
... винта, снять крышку с узлом электропривода, вынуть барабан, удалить белье. Собрать машину в обратной последовательности 2.2 Анализ существующего технологического процесса ремонта стиральных машин барабанного типа Производственным процессом ремонта называется вся совокупность действий, осуществляемых с момента поступления объектов ремонта на завод или в мастерскую до получения полностью ...
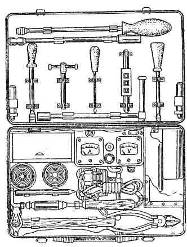
... 10. Напильник 11. Пленка полиэтиленовая 12. Ножницы ЗТН-57 13. Линейка металлическая L=1000мм ГОСТ 427-75 3. Бизнес-план 3.1. Титульный лист Бизнес-план на программу: ПРОИЗВОДСТВО СТЕКЛОПЛАСТИКОВЫХ ТРУБ НА БАЗЕ МУП «ЭНЕРГОСЕТИ» Исполнитель: Муниципальное унитарное предприятие «Энергосети» Адрес: 624200, Свердловская область, г. Лесной, ...
... шума используют специальные кожухи из тонких алюминиевых или пластмассовых листов, которые непосредственно устанавливаются на электродвигатели главного электропривода тянущего устройства и электропривода экструдера с червячным прессом, намоточную машину, с внутренней стороны которых используются звукопоглощающие материалы [15]. Источниками вибрации в данной экструзионной линии являются следующие ...
0 комментариев