Навигация
Влияние технологических допусков на выходные параметры электромагнитов
18788
знаков
2
таблицы
0
изображений
2.3. Влияние технологических допусков на выходные параметры электромагнитов.
Точность и работоспособность электромагнитов постоянного тока в значительной степени определяют по качеству намотки катушек, точности сопротивления обмоток, так как сопротивление обмотки определяет величину основных параметров электромагнита – тяговую силу и нагрев катушек.
Тяговая сила электромагнита при разомкнутом магнитопроводе определяется по формуле:
Рэ = , Н (11)
, Н (11)
где j02 - коэффициент, учитывающий падение магнитного напряжения в нерабочих зазорах и стали магнитопровода;
U – номинальное напряжение в сети, В;
W – число витков обмотки;
![]() - производная проводимости рабочего зазора, Н/м;
- производная проводимости рабочего зазора, Н/м;
R – сопротивление обмотки катушки, Ом.
Из-за наличия технологических допусков величина сопротивления обмотки катушки может иметь отклонения, которые находятся в диапазоне:
R - DR ![]() R
R![]() R + DR
R + DR
9,94 ![]() 10,77
10,77 ![]() 11,6 Ом
11,6 Ом
Необходимо установить влияние отклонения сопротивления обмотки катушки на величину тяговой силы. Все остальные параметры электромагнита остаются без изменения. Относительное изменение тяговой силы электромагнита постоянного тока при наибольшем отклонении значения сопротивления обмотки катушки, вызванной влиянием технологических допусков:
![]() , (12)
, (12)
 1,16
1,16
 = 0,85
= 0,85
где Рэ - тяговая сила при номинальном значении сопротивления обмотки катушки, Н;
Рэ1 - тяговая сила при наименьшем значении сопротивления обмотки катушки, Н;
R – номинальное значение сопротивления обмотки, Ом;
DR – отклонение величины сопротивления обмотки, обусловленное технологическими допусками, Ом.
Реальное значение тяговой силы электромагнита постоянного тока с учетом отклонения сопротивления обмотки катушки находится в диапазоне:
Рэ1![]() Рэ
Рэ![]() Рэ2, Н
Рэ2, Н
Где - Рэ1,Рэ2 - тяговая сила при номинальном и наибольшим возможным значении сопротивления обмотки катушки.
Относительное изменение превышения температуры обмотки катушки из-за отклонения значения сопротивления обмотки катушки, вызванного влиянием технологических допусков:
![]() , (13)
, (13)
где q - превышение температуры катушки при номинальном значении сопротивления обмотки катушки, 0С;
q1 - превышение температуры катушки при наименьшем возможном значении сопротивления обмотки катушки, вызванном влиянием технологических допусков, 0С.
 = 1,08 0C
= 1,08 0C
 = 0,92 0C
= 0,92 0C
Значение превышения температуры катушки, определённое с учетом возможных отклонений сопротивления обмотки катушки, вызванных влиянием технологических допусков, находится в диапазоне:
q2![]() q
q ![]() q1 ,
q1 ,
где q2 – значение превышения температуры катушки при наибольшем значении сопротивления обмотки, 0С.
Приведенный расчет позволяет оценить влияние технологических допусков, вызвавших отклонение сопротивления обмотки катушки, на основные параметры электромагнита – тяговую силу и нагрев катушки.
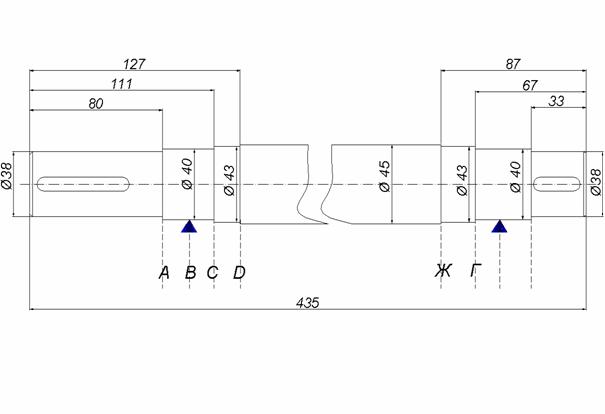
Исходя из выше приведенных геометрических размеров катушки и диаметра медного провода выбираем следующую модель станка:
344 (полуавтомат)
- число оборотов в минуту 600-3000;
- диаметр намоточного провода 0,08-0,91 мм;
- максимальный и минимальный диаметр каркаса 15-80 мм;
- длина каркаса 127 мм;
- количество одновременно наматываемых катушек 1-2.
3. ЗАКЛЮЧЕНИЕ
Данный курсовой проект выполнен со всеми требованиями “Методических указаний к курсовому проекту по курсу “Технология производства электрических аппаратов” и ГОСТ 3.1105 – 73, ГОСТ 3.1411 – 74, ГОСТ 3.1502 – 74 на техническую документацию.
В ходе выполненной работы найдено оптимальное натяжение провода при намотке и скорость намотки, а так же длина провода, необходимая для получения данной катушки.
Произведен анализ точности технологического процесса намотки катушки, в частности, точности сопротивления обмотки.
Выявлена оценка производственных потребностей. Приведенная в курсовом проекте методика расчета погрешностей сопротивления обмотки позволяет сделать вывод о величине предельного отклонения сопротивления обмотки, сравнить ее с требованиями чертежа, а также установить, какую долю погрешности сопротивления обмотки вносит каждый технологический параметр.
Произведен анализ влияния технологических допусков на выходные параметры электромагнита силу и нагрев катушки позволил найти диапазоны, в которых катушка может эксплуатироваться нормально, то есть – без перегрева.
Типовой технологический процесс составлен с учетом серийного производства и произведен реальный выбор оборудования при их производстве.
Приведенный расчет позволяет оценить влияние технологических допусков, на основные параметры электромагнита – тяговую силу и нагрев катушек.
ЛИТЕРАТУРА
1. Методические указания к разработке технологических процессов намотки катушек электрических аппаратов (Сост. В.Н. Иванов, А.В. Бобошко – Харьков: ХПИ, 1980 – 36 стр.).
2. Методические указания к курсовому проекту по курсу «Технология производства электрических аппаратов» (Сост. В.Н. Иванов, Т.И. Бривко – Харьков: ХПИ, 1987 – 19 стр.).
3. Цветков Н.М. Намоточные процессы в приборо - и электроаппаратостроении (теория и расчет). – М. МАИ, 1979. – 86 с.)
4. Цветков Н.М. «Технология производства обмоток для приборов и средств автоматики. – М. Машиностроение, 1971. – 96 с.)
Похожие работы
... из строя эл. двигателя. вспомо- гатель-ная. Защитные крышки, кожухи, эмали, лаки. Конструк- ционные материалы, краски, лаки, эмали. Таблица 7.1. СФА АД Система асинхронного двигателя для структурно-функционального анализа представлена на рис. 7.2. Рис. 7.2. Схема для СФА Матрица механической связи основных элементов структуры асинхронного электродвигателя приведена ниже в ...
... винта, снять крышку с узлом электропривода, вынуть барабан, удалить белье. Собрать машину в обратной последовательности 2.2 Анализ существующего технологического процесса ремонта стиральных машин барабанного типа Производственным процессом ремонта называется вся совокупность действий, осуществляемых с момента поступления объектов ремонта на завод или в мастерскую до получения полностью ...
... 10. Напильник 11. Пленка полиэтиленовая 12. Ножницы ЗТН-57 13. Линейка металлическая L=1000мм ГОСТ 427-75 3. Бизнес-план 3.1. Титульный лист Бизнес-план на программу: ПРОИЗВОДСТВО СТЕКЛОПЛАСТИКОВЫХ ТРУБ НА БАЗЕ МУП «ЭНЕРГОСЕТИ» Исполнитель: Муниципальное унитарное предприятие «Энергосети» Адрес: 624200, Свердловская область, г. Лесной, ...
... шума используют специальные кожухи из тонких алюминиевых или пластмассовых листов, которые непосредственно устанавливаются на электродвигатели главного электропривода тянущего устройства и электропривода экструдера с червячным прессом, намоточную машину, с внутренней стороны которых используются звукопоглощающие материалы [15]. Источниками вибрации в данной экструзионной линии являются следующие ...
0 комментариев