Описательно-технологическая часть
Рабочая скорость на валу двигателя
Расчет мощности и выбор типового тиристорного преобразователя
Расчёт регулировочных и внешних характеристик тиристорного
Выбор функциональных блоков и устройств системы управления
Выбор электрических аппаратов управления и защиты
Краткий принцип работы системы электропривода
Расчетная таблица энергетических показателей систем электропривода
Охрана труда
Специальная часть
Навигация
Описательно-технологическая часть
Система управления тиристорного электропривода продольно-строгального станка
44543
знака
13
таблиц
7
изображений
1. Описательно-технологическая часть
1.1. Назначение и техническая характеристика оборудования
Продольно-строгальные станки предназначаются в основном для обработки резцами плоских горизонтальных и вертикальных поверхностей у крупных деталей большой длины.
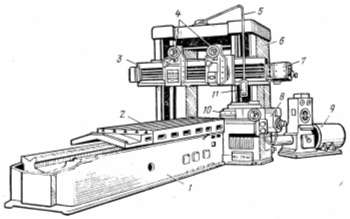
Рисунок 1 – Общий вид тяжелого продольно-строгального станка
На этих станках можно также производить прорезание прямолинейных канавок различного профиля, Т-образных пазов и т.д. Детали средних размеров устанавливаются рядами на столе станка и обрабатываются одновременно.
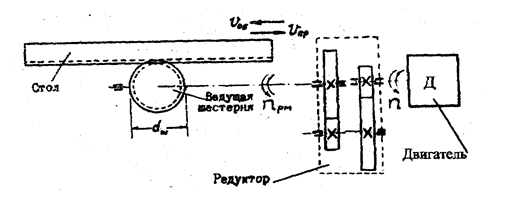
Продольно строгальные станки разделяются на одностоечные (с консольной поперечиной) и двухстоечные (портального типа). На рисунке 1 показан общий вид двухстроечного продольно-строгального станка. Его станина 1 имеет продольные направляющие (плоские и V-образные) . По ним возвратно-поступательно движется стол 2, на котором закрепляют обрабатываeмую деталь. Перемещение стола - главное движение - осуществляется от электродвигaтеля 9, через редуктор и реечную передачу. Снятие стpужки c обрабатываемой детали (строгание) происходит при ходе стола вперед (прямой или рабочий ход). Ход стола назад (обратный ход) совершается обычно c повышенной скоростью, и снятие стружки не производится (холостой ход), a резцы в это время автоматически отводятся от обработанной поверхности (поднимаются). Изменение направления движения стола производится при помощи электромагнитной реверсивной муфты (на малых станках), или посредством реверсирования главного двигатeля. Портал станка 6 образован двумя вертикальними стойками и верхней балкой. К этой балке прикреплена подвеска 5 пульта упрaвления 11. По вертикальным направляющим стoек при помощи ходовых винтов перемещаются поперечина (траверса) 3 и боковой суппорт 10 (некоторые станки имеют два боковых суппорта).
Поперечина имеет горизонтальные направляющие, по котоpым могут перемещаться вертикальные суппорты 4. Суппорты станка c закрепленными в них резцами oсуществляют прерывистую периодическую подачу за время реверса стола c обратного хода на прямой и быстрые устанoвочные перемещения. Движение суппортам передается через коробки подач 7 и 8 отдельных электродвигателей.
Основными величинами, характеризующими размеры и технологические возможиости различных продольно строгальных станков, являются наибольшая длина строгания (ход столa) L (от 1,5 до 12 м), наибольшая ширина обработки (от 0,7 до 4 м) и наибольшее тяговое усиление на рейке стола Fт (до 30-70 кН и более).
1.2. Краткий технологический процесс работы оборудования
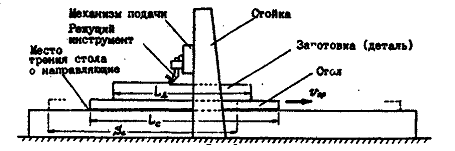
При строгании рисунок 2 снятие стружки происходит в течении рабочего хода, при обратном ходе резец не работает. Продольное перемещение стола при рабочем ходе является главным движением.
Рисунок 2 – Схема строгания
Движение подачи называется перемещением резца в течении одно и двойного хода перпендикулярно главному движению. Вспомогательными движениями на строгальных станках являются быстрое перемещение траверсы и суппортов подъём резцов при обратном ходе, а также, например, медленное перемещение стола при наладочных операциях. Скорость, с которой резец перемешается относительно детали при рабочем ходе, называется скоростью резания.
Глубина резания – величина, на которую углубляется резец в изделие при одном проходе, она определяет толщину снимаемой стружки.
1.3. Требования, предъявляемые к системе управления электроприводом
Исходя из тех условий технологического режима работы станка необходимо обеспечить следующие условия:
- Диапазон регулирования скорости определяется процессом обработки детали на станке связанным с технологией производства.
- Система электропривода должна обеспечивать плавность и точность регулирования скорости в заданном диапазоне.
- Механические характеристики электропривода в заданном диапазоне регулирования должны быть жёсткими.
- Система управления электропривода должна обладать качественными динамическими свойствами: быстродействие, устойчивость при регулировании, надёжность в работе.
Системы управления предназначены для автоматического формирования сигналов управления ,которые обеспечивают открывание силовых тиристоров преобразователя. Формируемые импульсы поступают в виде сигналов напряжения на управляющий электрод и катод тиристора.
Задачи системы управления:
- Система управления должна создавать синхронизированную с сетью переменного напряжения m-фазную систему импульсов управления. Например для 3-х фазной системы с нулевой точкой m=3, для мостиковой схемы m=6. Каждый импульс формируется согласно принципа работы выпрямительной схемы.
- Система управления должна обеспечивать сдвиг по фазе импульсов управления относительно анодного напряжения тиристоров.
- Система управления должна обеспечивать симметрию формируемых импульсов по каждой фазе преобразователя. Относительная погрешность симметрии не должна превышать 1-2 электрических градуса.
- Система управления должна обеспечивать необходимый диапазон регулирования угла управления , для нереверсивных схем преобразователей диапазон регулирования составляет от α=0 до α=90 градусов, для реверсивных тиристорных преобразователей диапазон от α=0 до α=165 градусов.
- Система управления должна обеспечивать устойчивость и надёжность работы преобразователя во всех рабочих режимах а, так же при резких изменениях нагрузок, частоты переменного напряжения и других помех.
- Система управления должна автоматически отключать тиристоры от аварийных режимов или ложных сигналов управления.
- Моменты формирования опирающих импульсов должны быть согласованны с амплитудой импульса и крутизной импульса, которые должны быть близки к паспортным параметрам тиристора. Как правило формируемые импульсы имеют крутой передний фронт 2-5 мс, и малую длительность 10-15 градусов.
Исходя из выше изложенных технических требований предъявляемых к системе управления, в проекте в качестве электропривода выбирается электропривод постоянного тока с тиристорным преобразователем, обеспечивающим регулирование напряжения на якоре двигателя. В соответствии с технологическими условиями производства система электропривода будет обеспечивать постановленные задачи.
2. Расчётно-техническая часть
2.1. Расчёт мощности и выбор двигателя привода.
Исходные данные
Cv=225 коэффициент, характеризующий обрабатываемый материал и материал резца, принят для обработки стали и чугуна для резцов из быстрорежущей стали.
CF=92 коэффициент характеризующий обрабатываемый материал и вид обработки.
S=3мм/1 двойной ход стола; подача стола
t=10мм глубина резания
T=250мм стойкость резца
1. Стойкость резания
![]() м/мин(1)
м/мин(1)
где: m=0,1; xv=0,1; yv=0,3 – показатели степени, зависящие от свойств обрабатываемого металла, материала резца и вида обработки.
![]()
2. Усилие резания
![]() Н
Н
где: XF=1; YF=0.75; n=0 – показатели степени
![]() (2)
(2)
3. Мощность резания
![]() (3)
(3)
4. Полная расчетная мощность
![]() (4)
(4)
где: Кз=1,1-1,3 коэффициент запаса
ηст=0,75-0,8 КПД станка
![]()
Похожие работы
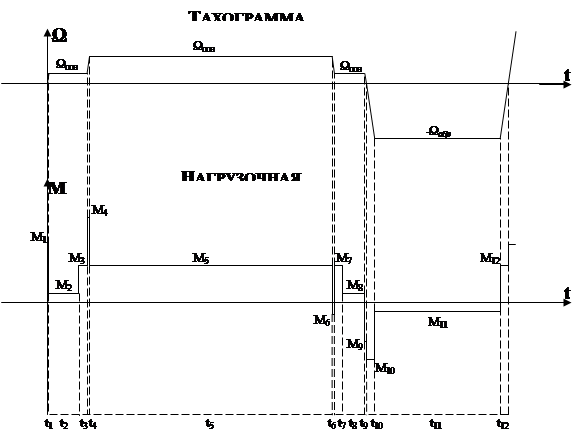
... , пройденный столом на интервале 11: Продолжительность интервала 11: Момент двигателя на интервале 5: Рисунок 4 Тахограмма и нагрузочная диаграмма электропривода механизма перемещения стола продольно-строгального станка. Нагрузочная диаграмма и тахограмма двигателя представлены на рисунке 4: 3.4 Проверка двигателя по нагреву Для проверки двигателя по ...
... силовой преобразовательный агрегат, силовой трансформатор и реакторы, выполнить расчет элементов системы автоматического управления электроприводом, выполнить компьютерное моделирование системы автоматизированного электропривода в типовых режимах. Требования к электроприводу: 1. Обеспечение работы механизма по следующему циклу: • подход детали к резцу с пониженной скоростью; • ...
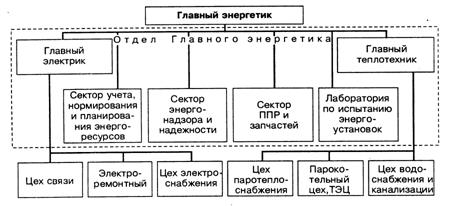
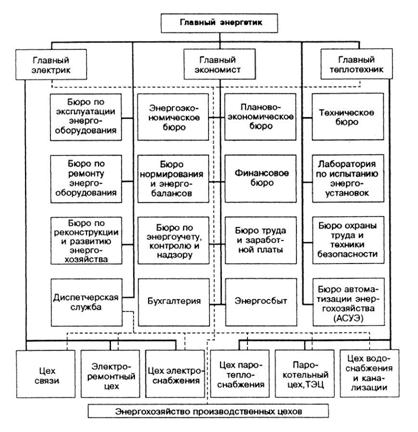
... работы. Примерная схема управления энергетическим хозяйством предприятия в условиях хозяйственной самостоятельности приведена на рисунке 2. Рисунок 2 – примерная схема управления энергетикой на промышленном предприятии в условиях хозяйственной самостоятельной энергослужбы Основные задачи функциональных подразделений энергослужбы традиционных и вводимых для экономической поддержки ...
0 комментариев