Навигация
3.2. Расчет сил трения
Расчет сил трения необходим для последующего уточненного расчета давлений в гидросистеме. Давление, наряду с расходом жидкости, являются основными параметрами, позволяющими осуществить рациональный выбор гидрооборудования, в т. ч. насосной установки.
3.2.1. Расчет сил трения привода вертикальной подачи сверлильной головки
Для осуществления вертикальной подачи сверлильной головки (поступательное перемещение) применяется гидромотор Г15-23Н. В данном случае силы трения учитываются только в направляющих станка. Силу трения можно определить по формуле:
![]()
где: μ – коэффициент трения; при страгивании μ=0,2; при рабочей подаче
μ=0,10-0,15; при холостом ходе μ=0,8-0,12;
N – сила, действующая по нормали к направляющим, Н.
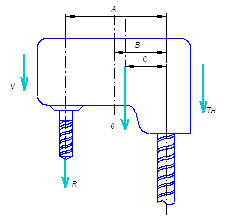
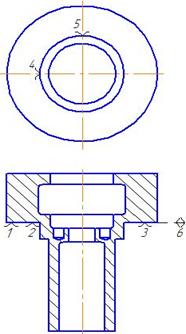
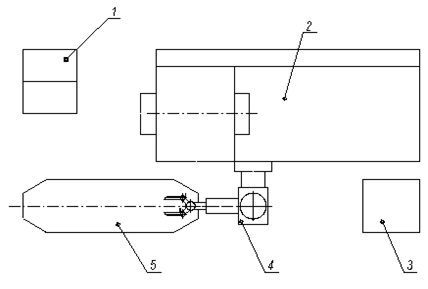
Рис. 5. Расчетная схема привода сверлильной головки вертикально-сверлильного станка по средствам передачи «винт-гайка».
 Н.
Н.
![]() Н.
Н.
3.2.2. Расчет сил трения привода фиксации стола
Для осуществления фиксации стола (поступательное перемещение) применяется гидроцилиндр.
При использовании гидроцилиндра силы трения возникают:
ü В уплотнении, между поршнем и гильзой цилиндра;
ü В уплотнении, между штоком и поршнем;
ü В направляющих рабочего органа станка.
Сила трения в уплотнении определяется по формуле:
![]() Н.
Н.
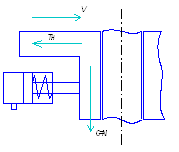
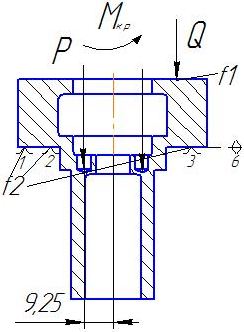
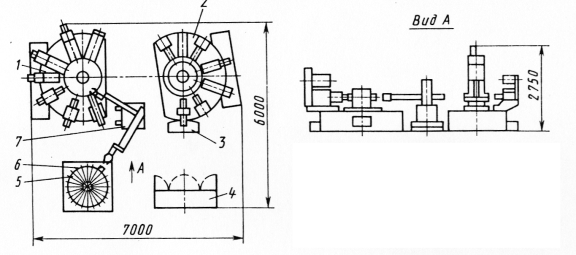
Рис. 6. Расчетная схема привода фиксации стола.
![]() Н.
Н.
![]() Н.
Н.
![]() Н.
Н.
3.3. Расчет давлений в гидросистеме
Для выбора гидроаппаратуры и насосной установки и оценки энергетических характеристик необходимо уточнить значения предварительно выбранного давления в напорной линии, в зависимости от фактических условий.
Величина настройки предохранительного клапана в гидросистеме:

где: ΔрR- потери давления на преодоление только полезной нагрузки, Мпа;
ΔрТ, ΔрG - потери давления, соответственно, на преодоление сил трения и веса подвижных частей, Мпа;
ΔрС- потери давления, обусловленные наличием в сливной линии подпорного клапана (0,3÷0,5 Мпа);
FС- площадь поршня со стороны сливной линии, мм2;
КЛ- коэффициент, учитывающий потери давления в напорной и сливной линиях.
Расчеты по этой формуле производим рассматривая каждый участок для отдельных видов движения рабочего органа.
Для движения L1:
![]() Мпа
Мпа
![]() Мпа
Мпа
![]() Мпа
Мпа
![]() МПа
МПа
![]() МПа
МПа
![]() МПа
МПа
![]() Мпа
Мпа
![]() Мпа
Мпа
![]() МПа
МПа
![]() МПа
МПа
![]() Мпа
Мпа
Для движения L2:
![]() Мпа
Мпа
![]() МПа
МПа
![]() Мпа
Мпа
![]() Мпа
Мпа
![]() Мпа
Мпа
![]() Мпа
Мпа
![]() МПа
МПа
![]() Мпа
Мпа
![]() Мпа
Мпа
![]() Мпа
Мпа
![]() Мпа
Мпа
Для движения L3:
![]() Мпа
Мпа
![]() Мпа
Мпа
![]() МПа
МПа
![]() Мпа
Мпа
![]() Мпа
Мпа
![]() Мпа
Мпа
![]() Мпа
Мпа
![]() МПа
МПа
![]() Мпа
Мпа
![]() Мпа
Мпа
![]() Мпа
Мпа
По полученным значениям строим циклограммы давления масла, сначала отдельно для каждого гидродвигателя, затем суммарную.
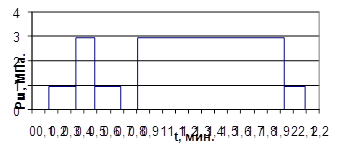

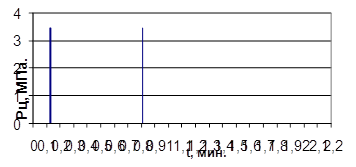
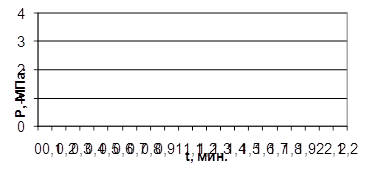
Рис. 6. Циклограммы давления масла.
Похожие работы
... инструмента. Таким образом нашу сверлильную операцию можно классифицировать как операцию, выполняемую по одноместной, многоинструментальной схеме обработки. Выбор метода обработки, инструмента и технологического оборудования Для обработки нам предложено отверстие диаметр 4.5 H9, с шероховатостью поверхности Ra 6.3.Исходя из требуемой шероховатости и квалитета точности для обработки ...
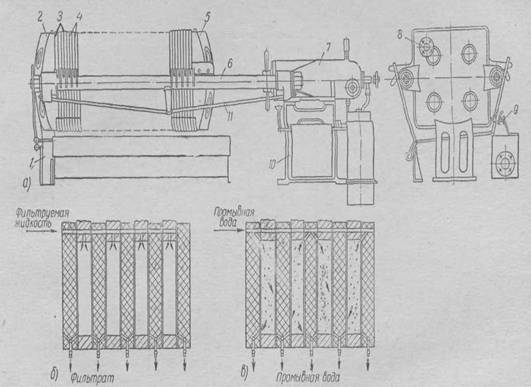
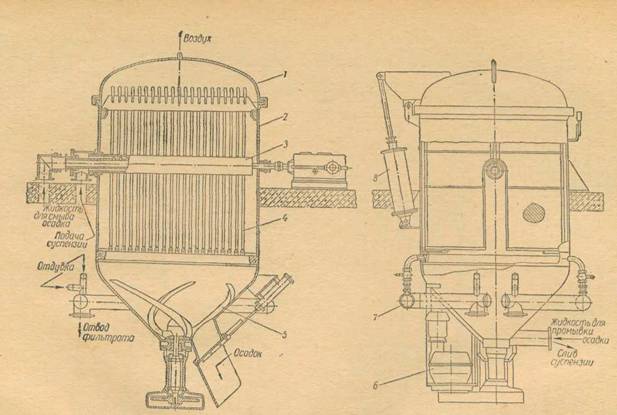
... внизу. Фильтрат из распределительной головки выводится в вакуум-сборники 8. После разгрузки фильтровальная ткань промывается и просушивается [(4) стр. 72 ]. 2. Описание технологической схемы фильтрации Белая фильтрация предназначена для отделения гидратированной двуокиси титана (ГДТ) от гидролизной кислоты и отмывки ГДТ от хромофорных примесей путем фильтрования на листовых вакуум-фильтрах в ...
... управляющая программа УЧПУ устройство числового программного управления ЧПУ числовое программное управление ВВЕДЕНИЕ Цикл лабораторно- практических занятий основан на материалах курса "Технология обработки на станках с ЧПУ" является общим для всех форм обучения- дневной и заочной. Цикл рассчитан на 34 часа лабораторно- практических занятий и включает следующие работы: ...
... 6-7 раз больше, чем для условий неавтоматизированного производства. Таким образом, производительность для условий автоматизированного производства определяется: шт/смену 2. Определение рациональной структуры системы технологического оборудования При обработке на автоматической линии детали «Основание» технологический процесс дифференцируется на составные части, которые выполняются в разных ...
0 комментариев