Навигация
Методы контроля качества сырья
56673
знака
18
таблиц
2
изображения
2.3 Методы контроля качества сырья
Пластичность глин (ГОСТ 21216.1) определяется по формуле:
П= WT – WPгде WT– влажность на границе текучести,
WP – влажность на границе раскатывания;
WT= *100%, где m1 – масса влажной глины,
m 2 – масса сухой глины
WPопределяется путем раскатывания глины в руках до тех пор пока она не начнет делиться на жгуты диаметром 3 мм и длиной 5–10 мм.
Воздушная усадка. Для определения воздушной усадки из раскатанной скалкой пластичной массы вырезают металлической квадратной формочкой 5 плиток размерами 50 х 50 х 8 мм и раскладывают их на тонком стекле покрытом бумагой. Затем на образцы измеряют штангенциркулем и наносят метки. После высушивания образцы снова измеряют и вычисляют среднее. Воздушную усадку определяют по формуле:
α = *100%, где l – длина свежеотформованного образца, мм
l1 – длина высушенного образца, мм
Огневая усадка. Определение огневой усадки проводится на тех же образцах, на которых определялась воздушная усадка. Формула для определения огневой усадки:
α1 = *100%, где l1 – длин высушенного образца, мм
l2 – длина обожженного образца, мм
огневая усадка может быть 2…6%
Спекаемость (ГОСТ 21216.9) – способность при обжиге уплотняться с образованием твердого камнеподобного черепка. Результатом является уплотнение материала и уменьшение его пористости. Степень спекания контролируют водопоглощением керамического черепка. Черепок считается спекшимся если он не имеет признаков пережега и его водопоглощение не менее 5%.
Огнеупорность. (ГОСТ 4069) Определяется керамическими пироскопами имеющими форму трехгранной пирамиды высотой 30 мм, стороной у основания 8 мм, у вершины 2 мм. Образец из испытуемой глины ставят в печь вместе с конусами имеющими разные температуры огнеупорности и конусы нагревают. Огнеупорность испытуемой глины соответствует огнеупорности того конуса, который коснулся своей вершиной подставки одновременно с испытуемым образцом.
Тепловой коэффициент линейного расширения. (ГОСТ 6141–91) Изготавливают два образца длиной 50 мм, сечением 5х5 мм. Образец высушивают в течение 1 ч при температуре 250 °С, после чего помещают в эксикатор для остывания до температуры помещения. Штангенциркулем измеряют длину образца с точностью до 0,01 мм, помещают образец в дилатометр, нагревают со скоростью подъема температуры (5±1) °С в минуту до 600 °С и регистрируют изменение длины образца.
Температурный коэффициент линейного расширения a, °С, вычисляют по формуле
![]() , где
, где ![]() – исходная длина образца, мм;
– исходная длина образца, мм;
![]() – изменение длины образца, мм;
– изменение длины образца, мм;
![]() – интервал температур, оС;
– интервал температур, оС;
![]() – поправка на расширение кварцевого стекла трубки дилатометра в интервале от комнатной температуры до 600 °С.
– поправка на расширение кварцевого стекла трубки дилатометра в интервале от комнатной температуры до 600 °С.
Содержание крупнозернистых включений. (ГОСТ 21216.4) Суспензию глины пропускают через сито 0,5 мм, замем остаток промывают под струей воды до тех пор пока вода не будет прозрачной. Остаток на сите смывают в чашку и сушат до постоянной массы в сушильном шкафу, охлаждают, взвешивают. В высушенном остатке определяют общее количество включений и их вещественный состав. Остаток на сите массой более 5% от навески рассеивают на ситах 5,3,2 и 1 мм, остатки на каждом сите взвешивают, определяют количество включений и их вещественный состав.
К глазурям предъявляется основное требование – согласованность коэффициента термического расширения глазури и керамического черепка. В противном случае образуется цек – волосяные трещины в глазури. На коэффициент линейного расширения влияют различные окислы в составе глазури.
Еще одно важное свойство глазури – упругость. Степень упругости определяется модулем упругости, т.е. силой, которая способна вызвать удлинение на 1 мм в стержне длиной 1 м и площадью поперечного сечения 1 мм2. Модуль упругости у различных глазурей колеблется от 5800 до 6000 кг.
3. Технология производства
3.1 Технологическая схема производственного процесса
Для изготовления облицовочных плиток применяют беложгущиеся глины и каолин, кварцевый песок, полевой шпат, пегматит, мрамор и некоторые другие компоненты. Производство этих изделий осуществляется по способу полусухого прессования масс, подготовленных шликерным способом.
Шликером в технологии керамики называют суспензию, состоящую из керамических материалов, т.е. массу с малой концентрацией дисперсной фазы, частицы которой могут неограниченно перемещаться относительно друг друга. Т.о., шликеры есть жидкотекучие керамические массы.
Транспортирование глины из карьера на производство осуществляется автосамосвалами.
После доставки глины ее складируют на территории завода в непосредственной близости от формовочного цеха. Предварительную заготовку и хранение глины применяют для обеспечения непрерывной работы заводов, особенно в зимнее время. Весьма важным в промежуточном складировании является то, что при нескольких перевалках глины усредняется ее вещественный состав, происходит перераспределение влаги и разрушение природной структуры. Это способствует улучшению формовочных и сушильных свойств глиняного сырья.
Затем глинистое сырье подвергают грубому помолу в вальцах грубого помола до размера кусков 30–50 мм.
Приготовление шликера для получения пресс-порошков осуществляется из пластичных и непластичных материалов. Пластичные материалы после грубого измельчения распускаются в теплой воде в горизонтальных, вертикальных или пропеллерных мешалках. Непластичные материалы подвергают измельчению и просеву, после чего подают в пропеллерные мешалки к глинистому сырью. Из мешалок глиняную суспензию пропускают через латунное сито с 400 отв./см2. Введение в шликер поверхностно-активных добавок (сульфитно-спиртовой барды) повышает производительность мельниц на 10–20% за счет расклинивающего действия ПАВ при их попадании в микротрещины частиц материала.
Приготовленный шликер, влажность которого составляет 40–50%, обезвоживают. На современных керамических предприятиях широкое распространение нашли башенные распылительные сушилки различных типов. В них происходит совмещение операции обезвоживания шликера и помола материала, исключая необходимость его просеивания.
Шликер по шликеропроводу подается насосом на механические форсунки для его распыления под давлением 25–29 атм. в нижней части сушильной камеры – цилиндрической башни с конусом в нижнем основании. В рабочую камеру встроены горелки, из которых снизу вверх поступают горячие газы. Взаимодействуя с каплями распыленного шликера, теплоноситель высушивает его и обеспечивает грануляцию.
Высушенный порошок осаждается в конической части сушила, откуда через питатель поступает на транспортное устройство. Отработанные газы по трубопроводу проходят очистку в батарейном циклоне и выбрасываются атмосферу дымососом. Пылевидные частицы, собирающиеся в циклоне, возвращаются в верхнюю зону сушильной камеры. Падая, они соударяются с невысохшими частицами шликера и прилипают к ним, образуя укрупненные слипшиеся агрегаты.
После этого гранулы через секторный затвор и вибросито высыпаются на ленточный конвейер. Готовый пресс-порошок по транспортерам поступает в бункера хранения, из которых подается в устройство для подачи порошка на пресс. Полусухое прессование происходит в две стадии: первичное давление, выдержка (для выхода воздуха), вторичное давление. Удельное давление прессования составляет 180–200 кгс/см2. Максимальное давление прессования – 1000 тонн. Отпрессованные плитки направляют на сушку в туннельные и конвейерные сушила. При этом влажность подаваемых на сушку изделий должна быть не более 8%, а выходящих из сушила – не более 1%.
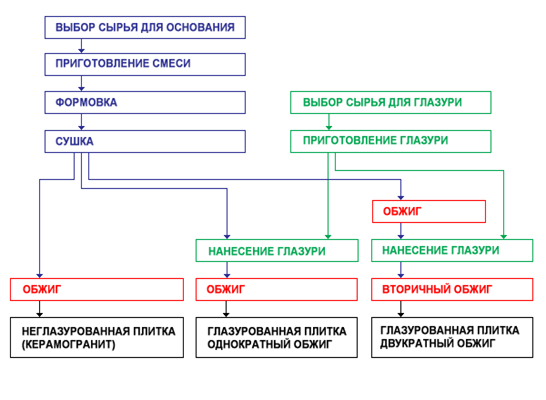
При производстве керамической плитки применяется двукратный обжиг: первоначально в печи утельного обжига, затем, после глазурования – в печи политого обжига.
Двойной обжиг (bicottura (ит.) – бикоттура) – древнейший способ производства глазурованной плитки. Согласно этой технологии глиняную смесь в виде порошка прессуют, обжигают, после чего на поверхность черепка наносят глазурь, декорируют и обжигают плитку повторно.
В процессе утельного обжига происходит сушка и обжиг плитки при температуре 1080–1100 °С. Цикл сушки и обжига составляет 44–50 минут. При обжиге происходит полное спекание продукта и приобретение им всех физико-механических свойств.
Приготовление глазури заключается в дозировании различных материалов и их измельчении в воде. При этом получается взвесь с содержанием воды 40–50% готовая к применению. Глазурь может наноситься или на обожженную поверхность (при двойном обжиге) или на высушенную поверхность как при одинарном обжиге. Для нанесения глазури применяются различные виды оборудования (конусные или фильерные автоматы, ковшовые или трубчатые дозаторы, дисковые распылители, аэрографы). Температура плиток не должна превышать 700. Наилучшей пористостью для закрепления глазури является пористость 12–14%. Затем плитка поступает в печь политого обжига с температурой 1030–1050 °С.
Обжиг завершает технологический цикл изготовления керамической плитки. На выходе из печи мы получаем готовое изделие, но прежде чем поступить на участок упаковки и далее на склад, плитка тщательно сортируется. Этот процесс призван: отбраковать дефектные изделия, отделить плитки первого сорта от плиток более низких сортов, сгруппировать плитки каждого сорта в торговые партии с точки зрения размерности («калибра») и цветности («тон»).
Похожие работы





... от лучших мировых производителей. Постоянно растущая дилерская сеть сегодня представлена компаниями из Киева, Харькова, Днепропетровска, Донецка, Луганска, Симферополя, Львова. Ассортимент керамической плитки очень широк: от недорогих коллекций плитки до коллекций элитного класса. Поставщики компании – ведущие испанские фабрики по производству керамической плитки: · AZAHAR (Испания) · ...
... . Глава 2. Содержание, формы, методы и средства формирования дизайнерских навыков в процессе обучения ремонтно-строительным работам на уроках технологии 2.1 Построение и реализация процесса формирования дизайнерских навыков при обучении укладке керамической плитки В процессе производственного обучения необходимо создавать условия и для эстетического воспитания учащихся — формировать ...
... реакции, от результата которых зависят характеристики изделия. После охлаждения керамическая плитка приобретает высокую механическую прочность. Сортировка: Обжиг – последний этап технологического цикла изготовления кафельной плитки. На выходе из печи мы получаем готовое изделие. Прежде чем поступить на участок упаковки и далее на склад, плитка тщательно сортируется с целью: · отбраковать ...
... , сделавшие этот материал наиболее популярным во все времена и во всех странах мира. С появлением альтернативных строительных материалов кирпич и изделия из керамики не потеряли свою актуальность и сегодня. Универсальность свойств, широкий ассортимент керамических изделий позволяют использовать их в самых разнообразных конструкциях современных зданий и сооружений. Глина - один из древнейших ...
0 комментариев