Навигация
4.2 Маркировка
На монтажную поверхность каждой плитки должен быть нанесен товарный знак предприятия-изготовителя.
Каждый транспортный пакет, ящичный поддон, а также стопа или ящик, поставляемые отдельными грузовыми единицами, должны быть снабжены ярлыком, в котором указывают:
наименование или товарный знак предприятия-изготовителя;
дату изготовления;
наименование изделия;
сорт;
размеры;
количество плиток, шт. (квадратные метры);
цвет, рисунок;
обозначение настоящего стандарта.
На ярлыке должно быть указано: «При отделочных работах не рекомендуется использовать клей «Бустилат» и другие синтетические клеи и замазки».
На ящики или стопы, из которых сформирован пакет, маркировку не наносят.
Ярлык должен быть прочно прикреплен к упаковке, или вложен в нее, или напечатан на упаковочной бумаге. На стопу плиток, упакованную в бумагу, допускается наносить штамп.
При поставке в торговую сеть маркируют каждый ящик или стопу.
При поставке плиток на экспорт маркировка должна соответствовать требованиям, указанным в наряде-заказе внешнеторгового объединения.
Каждая отгружаемая партия изделий должна сопровождаться документом, удостоверяющим их качество, в котором указывают:
номер и дату выдачи документа;
наименование и адрес предприятия-изготовителя;
наименование продукции;
сорт;
размеры, цвет, рисунок;
водопоглощение;
термическую стойкость глазури;
символ ТР для плиток с закристаллизованной, реакционноспособной или другой специальной глазурью или для плиток с реакционными красками;
количество плиток, шт. (квадратные метры);
обозначение настоящего стандарта.
Транспортная маркировка грузов – по ГОСТ 14192.
На каждое грузовое место должны быть нанесены манипуляционные знаки «Хрупкое. Осторожно» и «Беречь от влаги».
4.3 Упаковка
Плитки одного типа, цвета, рисунка и сорта упаковывают в деревянные или картонные ящики, ящичные поддоны. Ящики должны быть изготовлены в соответствии с нормативно-технической документацией, утвержденной в установленном порядке.
В деревянные и картонные ящики плитки должны быть уложены вертикально вплотную друг к другу и при необходимости расклинены.
В ящичные поддоны укладывают плитки, предварительно собранные в стопы, обернутые в бумагу, перевязанные шпагатом или полипропиленовой лентой.
Плитки должны быть уложены вертикально.
Между каждым горизонтальным рядом плиток, дном и стенками поддона должен быть проложен картон.
Упакованные в деревянные или картонные ящики плитки укладывают в контейнеры или на плоские поддоны.
В контейнер допускается укладка плиток стопами, обернутыми бумагой и перевязанными шпагатом или полипропиленовой лентой.
Формирование транспортных пакетов – по ГОСТ 26663.
Для перевязки стоп должен применяться шпагат по ГОСТ 17308, ТУ 17–05–009, полипропиленовая лента шириной не менее 9 мм, толщиной не менее 0,5 мм с пределом прочности на разрыв не менее 100 Н/мм2 (10 кгс/мм2).
Допускается перевязка другими обвязочными материалами, обеспечивающими прочность обвязки. Применение бумажного шпагата не допускается.
Для обертывания стоп должна применяться оберточная бумага по ГОСТ 8273 массой 1 м2 не менее 80 г.
Марку картона для перекладки рядов не регламентируют. Допускается применять прокладки из отходов картона.
На экспорт плитки должны поставляться в таре, указанной в заказе-наряде внешнеторговой организации.
При поставке в районы Крайнего Севера и труднодоступные районы упаковка должна соответствовать ГОСТ 15846.
5. Методы контроля качества готовой продукции
Контроль показателей готовой продукции оговаривается в ГОСТ 6141–91, а сами испытания проводятся в соответствии с ГОСТ 27180–2001.
Испытания следует проводить в помещениях с температурой воздуха (20±5) °С и относительной влажностью не менее 50%. Для проведения испытаний следует использовать водопроводную воду.
Для определения термической и химической стойкости глазури, твердости лицевой поверхности по Моосу следует использовать образцы, не имеющие повреждений лицевой поверхности.
Водопоглощение, предел прочности при изгибе и термическую стойкость глазури определяют на образцах, высушенных до постоянной массы.
5.1 Приемо-сдаточные испытания
Приемку плиток производят партиями.
Партия должна состоять из плиток одного типа, цвета, рисунка и сорта.
Объем партии устанавливают в количестве не более сменной выработки одной технологической линии плиток одного типа, цвета, сорта и вида декорирования.
Приемку плиток производят путем проведения приемочного контроля по следующим показателям:
ü правильность формы и размеров;
ü высота рифлений на монтажной поверхности;
ü внешний вид лицевой поверхности;
ü водопоглощение;
ü термическая стойкость глазури;
ü маркировка;
ü упаковка.
Для проведения приемочного контроля по водопоглощению, термической стойкости глазури плитки отбирают от каждой партии от одного из сортов.
Для проверки внешнего вида отбор плиток осуществляют по табл. 11.
Таблица 11
| Объем партии плиток, шт. | Ступени контроля | Объем выборки, шт. | Общий объем выборки, шт. | Приемочное число, АС | Браковочное число, RC |
| 1. От 501 до | Первая | 20 | 20 | 1 | 4 |
| 1200 включ. | Вторая | 20 | 40 | 4 | 5 |
| 2. От 1201 до | Первая | 32 | 32 | 2 | 5 |
| 3200 включ. | Вторая | 32 | 64 | 6 | 7 |
| 3. От 3201 до | Первая | 50 | 50 | 3 | 7 |
| 10000 включ. | Вторая | 50 | 100 | 8 | 9 |
| 4. От 10001 до | Первая | 80 | 80 | 5 | 9 |
| 35000 включ. | Вторая | 80 | 160 | 12 | 13 |
| 5. От 35001 до | Первая | 125 | 125 | 7 | 11 |
| 150000 включ | Вторая | 125 | 250 | 18 | 19 |
Для контроля принят приемочный уровень дефектности AQL-4, общий уровень контроля 1.
Партию плиток принимают, если количество дефектных плиток в первой выборке меньше или равно приемочному числу АС для первой ступени контроля.
Партию бракуют без назначения второй выборки, если количество дефектных плиток больше или равно браковочному числу RC для первой ступени контроля.
Если количество дефектных плиток в первой выборке больше приемочного числа АС, но меньше браковочного RC, то производят вторую выборку.
Партию плиток принимают, если количество дефектных плиток в двух выборках меньше или равно приемочному числу АС, и бракуют, если количество дефектных плиток в двух выборках больше или равно браковочному числу RC для второй ступени контроля.
От партии плиток, проверенных и признанных годными по внешнему виду, отбирают произвольно образцы плиток:
для проверки размеров и формы ........ 25 шт.
для определения водопоглощения ...... 3 шт.
для определения термической стойкости глазури 3 шт.
Если при проверке размеров и формы из отобранных от партии плиток окажется одна плитка, не соответствующая требованиям настоящего стандарта, то партию принимают, если две или более плиток, то партия приемке не подлежит.
В случае несоответствия партии плиток требованиям стандарта по внешнему виду, размерам, форме допускается поштучная пересортировка плиток.
При получении неудовлетворительных результатов испытаний по водопоглощению, термической стойкости глазури проводят повторные испытания по показателю, не удовлетворяющему требованиям п. 4.1.7, на удвоенном количестве образцов, взятых от той же партии.
Если при повторном проведении испытаний по этим показателям окажется, что плитки не отвечают требованиям п. 4.1.7, партию бракуют.
Контроль внешнего вида
Внешний вид плиток проверяют визуально при дневном или рассеянном искусственном свете при освещенности от 300 до 400 лк с расстояния 1 м от глаз наблюдателя.
При контроле внешнего вида плитки укладывают на щите площадью не менее 1 м2, расположенном под углом (45±3)°, с шириной зазора между плитками до 3 мм.
При контроле цвета (оттенка цвета), рисунка и рельефа лицевой поверхности плитки укладывают на щите вперемежку с образцами-эталонами. Осмотр производят с расстояния 1 м.
Соответствие цвета ковра эталону проверяют с расстояния 10 м после предварительного снятия бумаги.
При контроле фиксируют отличие цвета (оттенка цвета), рисунка и рельефа лицевой поверхности плиток от образцов-эталонов.
Наличие невидимых трещин определяют на слух путем простукивания деревянным или металлическим молоточком массой 0,25 кг.
Плитки, имеющие трещины, при простукивании издают дребезжащий звук.
Наличие цека определяют визуально. При возникновении разногласий на глазурованную поверхность плитки наносят органический краситель (чернила), протирают мягкой тканью и производят осмотр.
Измерение дефектов внешнего вида (отбитости, зазубрины, посечки, щербины со стороны лицевой поверхности и т.п.) производят штангенциркулем по ГОСТ 166 или линейкой по ГОСТ 427.
Соответствие маркировки требованиям стандартов или технических условий проверяют визуально. Маркировку считают соответствующей требованиям, если она включает всю информацию, предусмотренную нормативной документацией на конкретные изделия, и при этом исключена возможность оспорить ее содержание.
За результат контроля внешнего вида принимают суммарное число плиток, имеющих отклонения от требований стандартов или технических условий на конкретные изделия по показателям внешнего вида.
Контроль размеров и правильности формы
Средства контроля
Штангенциркуль и штангенциркуль с глубиномером по ГОСТ 166.
Толщиномер или стенкомер по ГОСТ 11358.
Рулетка с ценой деления не более 1 мм по ГОСТ 7502.
Прибор с индикаторами часового типа по ГОСТ 577, ГОСТ 5584 для определения отклонения лицевой поверхности плиток от плоскостности (приложение Б).
Прибор с индикаторами часового типа по ГОСТ 577, ГОСТ 5584 для определения отклонения формы плитки от прямоугольной и искривления граней плитки (приложение В).
Плиты калибровочные плоские металлические с точными размерами, соответствующими номинальным размерам измеряемых плиток толщиной не менее 10 мм с ровными плоскими гранями и поверхностями, удовлетворяющие требованиям ГОСТ 10905.
Линейка по ГОСТ 427.
Угольник по ГОСТ 3749.
Щупы по соответствующей нормативной документации.
Погрешность средств измерений не должна быть более: ±0,1 мм при измерении всех размеров плиток, кроме длины диагоналей; ±1,0 мм – при измерении длины диагоналей плиток и всех размеров ковров.
Допускается применять другие средства измерений, погрешность которых не ниже требований настоящего стандарта.
Проведение измерений
Длину и ширину квадратной (прямоугольной) плитки измеряют штангенциркулем вдоль соответствующей грани плитки со стороны лицевой поверхности на расстоянии 5–8 мм от угла.
Измерение длины и ширины многогранных и фигурных плиток проводят по нормативной документации на конкретные изделия.
Толщину плитки измеряют штангенциркулем или толщиномером (стенкомером) посередине каждой стороны-изделия на расстоянии не более 15 мм от граней. Место измерения может быть смещено от середины стороны плитки не более чем на 30 мм.
В толщину плитки следует включать величину рельефа лицевой поверхности и рифления на монтажной поверхности.
Длину и ширину ковра измеряют линейкой или рулеткой вдоль соответствующей стороны ковра на расстоянии 50–60 мм от углов и посередине ковра; место измерения может быть смещено от середины соответствующей стороны ковра не более чем на 30 мм.
Измерение величины рифления на монтажной поверхности плитки проводят штангенциркулем с глубиномером в пяти произвольно выбранных точках.
Ширину шва в ковре измеряют линейкой в пяти произвольно выбранных местах ковра.
Для определения отклонения формы ковра от прямоугольной (косоугольность) измеряют длину каждой его диагонали линейкой или рулеткой один раз.
Измерение отклонения лицевой поверхности плитки от плоскостности
Отклонение лицевой поверхности плитки от плоскостности (кривизну лицевой поверхности) определяют, используя прибор, схема которого приведена в приложении Б.
Выбирают оснастку прибора и калибровочную плиту в соответствии с номинальными размерами измеряемой плитки. Калибровочную плиту устанавливают на штифтах. Индикаторы выставляют на нулевую отметку. Извлекают калибровочную плиту, на ее место устанавливают контролируемую плитку лицевой поверхностью вниз и регистрируют показания индикаторов.
Квадратную плитку поворачивают три раза на 90° в одном направлении, каждый раз регистрируя показания индикаторов.
При измерении прямоугольной плитки используют два прибора с зеркальным расположением соответствующей оснастки с установкой одного из индикаторов на одном приборе посередине длинной стороны плитки, на другом – посередине короткой. На каждом приборе плитку при измерениях поворачивают один раз на 180°.
До 01.07.2004 г. допускается отклонение лицевой поверхности плитки от плоскостности измерять щупом, используя в качестве прямолинейной базы ребро металлической линейки, длина которой должна быть не менее длины диагонали измеряемой плитки.
При контроле плитки с вогнутой лицевой поверхностью линейку прикладывают ребром к лицевой поверхности вдоль каждой диагонали и измеряют наибольший зазор между лицевой поверхностью и ребром линейки.
При контроле плитки с выпуклой лицевой поверхностью линейку располагают вдоль каждой диагонали, при этом ребро линейки одним концом должно опираться на щуп толщиной, равной допустимой величине искривления. На другом конце диагонали измеряют зазор между ребром линейки и лицевой поверхностью плитки.
Величину искривления рельефных плиток определяют со стороны монтажной поверхности.
Измерение искривления граней плитки
Искривление граней плитки определяют, используя прибор, схема которого приведена в приложении В.
Выбирают прибор и калибровочную плиту в соответствии с номинальными размерами измеряемой плитки. Калибровочную плиту помещают на основание прибора, прижимая к установочным штифтам, и выставляют индикатор 3 на нулевую отметку. Извлекают калибровочную плиту, на ее место устанавливают контролируемую плитку лицевой поверхностью вниз и регистрируют показания индикатора.
На квадратной плитке проводят измерения всех граней, поворачивая ее на 90° в одном направлении.
Для измерения прямоугольной плитки используют два прибора, при этом на одном приборе индикатор 3 должен быть установлен на длинной стороне плитки, на другом – на короткой. На каждом приборе плитку при измерениях поворачивают один раз на 180°.
До 01.07.2004 г. допускается искривление граней плитки измерять по 5.1.2.2.7.2, при этом ребро линейки прикладывают к каждой грани контролируемого изделия параллельно ребру, ограничивающему лицевую поверхность плитки.
Обработка результатов
При всех измерениях плитки и вычислениях среднеарифметического значения толщины показание средства измерения и получаемые результаты округляют до 0,1 мм.
При всех измерениях ковра и вычисления среднеарифметического значения длины и ширины ковра показание средства измерения и получаемые результаты округляют до 1 мм.
Каждое измеренное значение длины, ширины и величины рифления на монтажной поверхности плитки и ширины шва в ковре должно соответствовать требованиям, установленным нормативной документацией на конкретные изделия.
За длину и ширину ковра принимают среднеарифметическое значение результатов трех измерений, при этом результат каждого измерения должен соответствовать требованиям, установленным нормативной документацией на конкретное изделие.
За толщину квадратной (прямоугольной) плитки принимают среднеарифметическое значение результатов четырех измерений, при этом разность между наибольшим и наименьшим значениями (разнотолщинность) не должна превышать требований, установленных нормативной документацией на конкретные изделия.
За толщину плитки, имеющей форму, отличную от квадратной (прямоугольной), принимают среднеарифметическое значение результатов всех измерений, если иное не указано в нормативной документации на конкретные изделия.
За отклонение формы плитки от прямоугольной (косоугольность) принимают наибольшее из измеренных значений.
Отклонение формы ковра от прямоугольной (косоугольность) вычисляют по разности длин измеренных диагоналей.
За отклонение лицевой поверхности плитки от плоскостности (кривизну лицевой поверхности) принимают:
– при проведении измерений по 5.1.2.2.7.1 – наибольшее из измеренных значений;
– при проведении измерений по 5.1.2.2.7.2:
а) наибольшее из измеренных значений – при вогнутой лицевой поверхности;
б) половину суммы наибольшей измеренной величины зазора и толщины щупа – при выпуклой лицевой поверхности.
За искривление граней плитки принимают:
– при проведении измерений по 5.1.2.8.1 – наибольшее из измеренных значений;
– при проведении измерений по 5.1.2.8.2:
а) наибольшее из измеренных значений – при вогнутой грани;
б) половину суммы наибольшей измеренной величины зазора и толщины щупа – при выпуклой грани.
Определение водопоглощения
Средства контроля
Шкаф сушильный лабораторный с перфорированными полками, позволяющий автоматически поддерживать температуру (110±5) °С.
Кассеты для установки образцов в вертикальном положении так, чтобы они не соприкасались друг с другом для тех случаев, когда размеры сушильного шкафа не позволяют разместить целые плитки в горизонтальном положении на полках.
Весы лабораторные технические по ГОСТ 24104 с погрешностью не более 0,01 г. при взвешивании образцов массой не более 100 г. и погрешностью 0,1 г – при взвешивании образцов массой более 100 г.
Плита электрическая или газовая бытовая.
Емкость для кипячения с металлической сеткой или проволочной подставкой.
Ткань мягкая или губка.
Установка экспресс-контроля водопоглощения (ЭКВ), принципиальная схема которой приведена на рисунке 1.
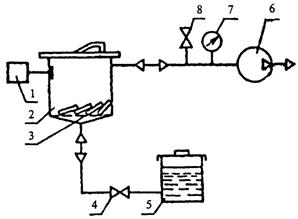
1 – сигнализатор уровня воды; 2 – вакуумная камера; 3 – образцы;
4 – электромагнитный клапан подачи и слива воды; 5 – бак с водой; 6 – вакуумный насос; 7 – вакуумметр; 8 – электромагнитный клапан сообщения камеры с атмосферой
Рисунок 1 – Схема установки экспресс-контроля водопоглощения
Образцы
Испытания проводят на целых плитках или на частях одной плитки любой формы массой не менее 50 г., считающихся одним образцом, при этом число частей плитки должно быть не менее трех.
Проведение испытания
Образцы высушивают при температуре (110±5) °С в течение 1 ч, охлаждают и взвешивают. Затем образцы продолжают сушить до постоянной массы. Массу считают постоянной, если расхождение между результатами двух последовательных взвешиваний не будет превышать 0,1% результата предпоследнего взвешивания. Время сушки между двумя последовательными взвешиваниями должно быть не менее 20 мин.
При проведении испытания насыщение образцов водой можно проводить как кипячением, так и в вакуумной камере.
В арбитражных ситуациях насыщение образцов водой следует проводить кипячением.
Образцы, подготовленные по 5.1.3.3.1, помещают в емкость для кипячения на металлическую сетку или проволочную подставку так, чтобы они не соприкасались друг с другом. Затем наливают воду, уровень которой должен быть выше образцов не менее чем на 50 мм. Воду доводят до кипения и выдерживают образцы в кипящей воде в течение 1 ч. В процессе кипячения воду доливают, чтобы ее уровень был выше образцов. Затем образцы оставляют в той же воде на 4 ч для охлаждения.
Образцы, подготовленные по 5.1.3.3.1, помещают в вакуумную камеру, из которой откачивают воздух. Остаточное давление в камере не должно быть более 2,7 кПа (~20 мм рт. ст.). При этом давлении образцы выдерживают в течение 10 с, после чего в камеру подают воду до заданного уровня и сообщают камеру с атмосферой. Насыщение образцов при атмосферном давлении должно продолжаться в течение 60 с.
После насыщения образцов водой по 5.1.3.3.2.1 или 5.1.3.3.2.2 их извлекают из воды, протирают влажной мягкой тканью или губкой для удаления с поверхности капель влаги и взвешивают. Результаты взвешивания округляют до 0,1 г.
Обработка результатов
Водопоглощение W, %, вычисляют по формуле
![]() (1)
(1)
| где т1 – | масса образца, высушенного до постоянной массы, г; | ||
| т2 – | масса образца, насыщенного водой, г. |
| |
Результат вычисления округляют до 0,1%.
За водопоглощение плиток данной партии принимают среднеарифметическое значение результатов испытаний всех образцов.
Определение термической стойкости глазури
Средства контроля
Шкаф сушильный лабораторный с перфорированными полками, позволяющий автоматически поддерживать температуру 125 и 150 °С с погрешностью ±5 °С.
Подставка (кассета) для установки образцов таким образом, чтобы они не соприкасались друг с другом.
Емкость для охлаждения образцов в воде.
Ткань мягкая.
Раствор органического красителя (чернила).
Образцы
Для определения термической стойкости глазури используют целые плитки.
Проведение испытания
Образцы, подготовленные по 5.1.3.3.1, ставят в кассету и вместе с ней помещают в нагретый до заданной температуры сушильный шкаф.
Образцы всех плиток, кроме плиток для внутренней облицовки стен, покрытых белой глазурью, выдерживают в сушильном шкафу при температуре 125 °С, плитки для внутренней облицовки стен, покрытые белой глазурью, – при температуре 150 °С в течение 30 мин. Затем плитки извлекают и сразу помещают в емкость для охлаждения проточной водой с температурой (15±5) °С так, чтобы плитки были полностью покрыты водой.
После охлаждения плитки извлекают из воды, на их глазурованную поверхность наносят несколько капель органического красителя, а затем протирают мягкой тканью и осматривают.
Обработка результатов
Плитки считают термически стойкими, если после испытания не будет обнаружено повреждение их глазурованной поверхности.
Партию плиток считают термически стойкой, если все образцы выдержали испытания.
Похожие работы





... от лучших мировых производителей. Постоянно растущая дилерская сеть сегодня представлена компаниями из Киева, Харькова, Днепропетровска, Донецка, Луганска, Симферополя, Львова. Ассортимент керамической плитки очень широк: от недорогих коллекций плитки до коллекций элитного класса. Поставщики компании – ведущие испанские фабрики по производству керамической плитки: · AZAHAR (Испания) · ...
... . Глава 2. Содержание, формы, методы и средства формирования дизайнерских навыков в процессе обучения ремонтно-строительным работам на уроках технологии 2.1 Построение и реализация процесса формирования дизайнерских навыков при обучении укладке керамической плитки В процессе производственного обучения необходимо создавать условия и для эстетического воспитания учащихся — формировать ...
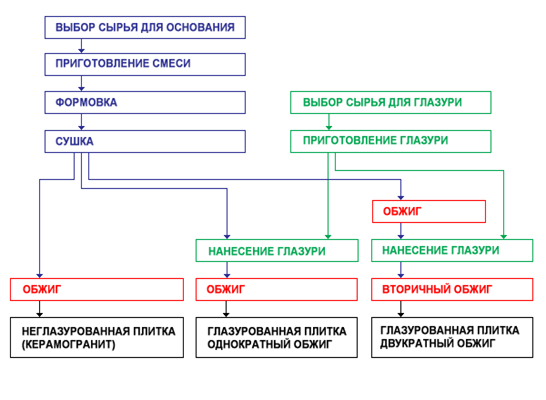
... реакции, от результата которых зависят характеристики изделия. После охлаждения керамическая плитка приобретает высокую механическую прочность. Сортировка: Обжиг – последний этап технологического цикла изготовления кафельной плитки. На выходе из печи мы получаем готовое изделие. Прежде чем поступить на участок упаковки и далее на склад, плитка тщательно сортируется с целью: · отбраковать ...
... , сделавшие этот материал наиболее популярным во все времена и во всех странах мира. С появлением альтернативных строительных материалов кирпич и изделия из керамики не потеряли свою актуальность и сегодня. Универсальность свойств, широкий ассортимент керамических изделий позволяют использовать их в самых разнообразных конструкциях современных зданий и сооружений. Глина - один из древнейших ...
0 комментариев