Назначение, техническая характеристика НКТ
Устройство и применение НКТ
Расчёт НКТ на прочность
Характеристика цеха по обслуживанию и ремонту НКТ
Оборудование цеха по обслуживанию и ремонту НКТ
Внедрение нового оборудования для обслуживания и ремонта НКТ
Расчет экономической эффективности проекта
Сегментация рынка данной отрасли
Стратегия на развитие услуги
Методы и средства защиты от вредных и опасных факторов
Допуск к самостоятельной работе должен оформляться соответствующим распоряжением по структурному подразделению предприятия
Экологическая безопасность
Навигация
Техническое перевооружение цеха по ремонту насосно-компрессорных труб
Техническое перевооружение цеха по ремонту насосно-компрессорных труб
98133
знака
6
таблиц
7
изображений
Содержание
Введение
1. Анализ состояния техническое перевооружение участка цеха по обслуживанию и ремонту НКТ
2. Техническая часть
2.1 Назначение, техническая характеристика НКТ
2.2 Устройство и применение НКТ
2.3 Применение НКТ
2.4 Характерные отказы НКТ
2.5 Расчёт НКТ на прочность
2.6 Характеристика цеха по обслуживанию и ремонту НКТ
2.7 Оборудование цеха по обслуживанию и ремонту НКТ
2.8 Внедрение нового оборудования для обслуживания и ремонта НКТ
3. Экономическая часть
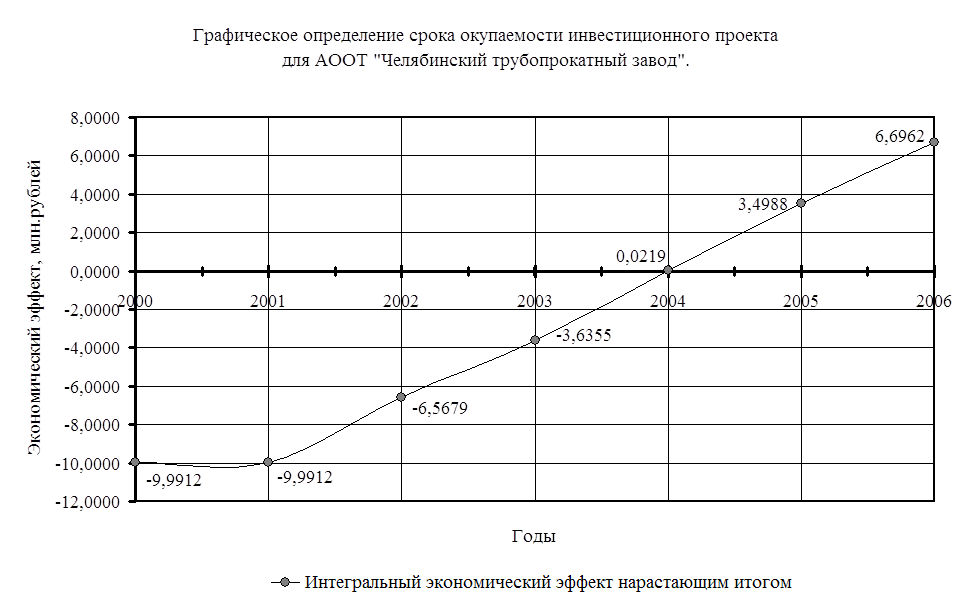
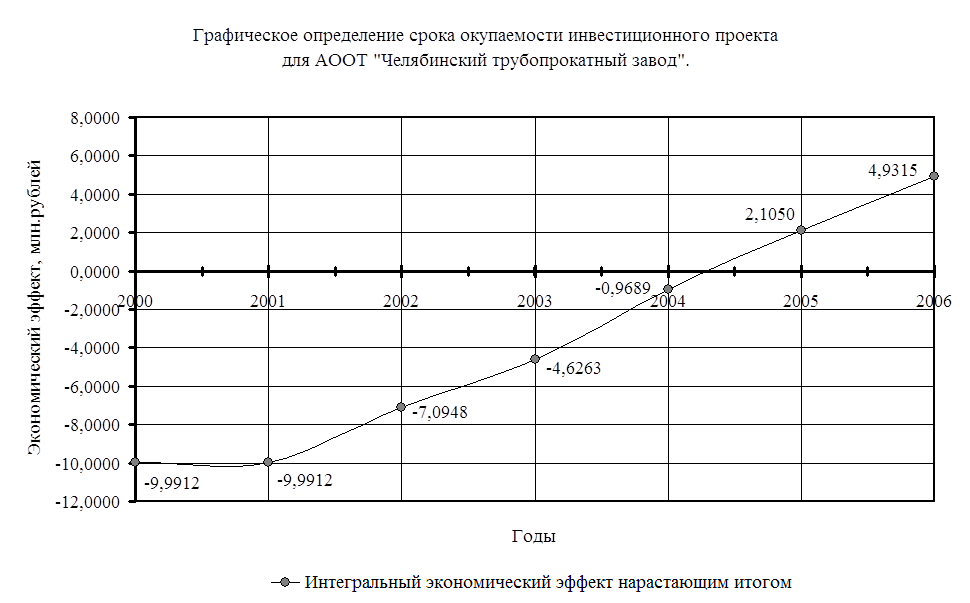
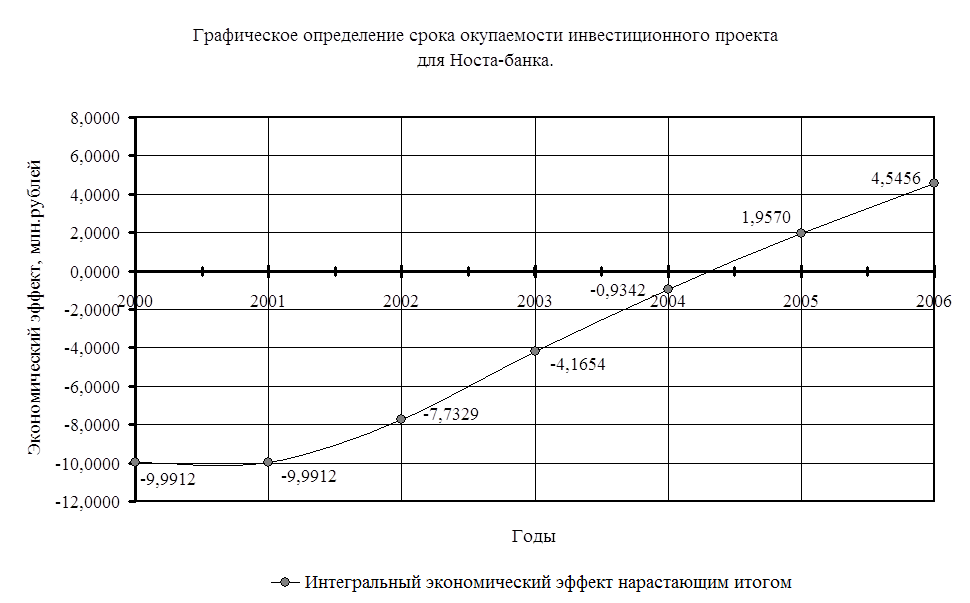
3.1 Расчет экономического эффекта внедрения нового оборудования
3.2 Расчет экономической эффективности проекта
3.3 Сегментация рынка данной отрасли
3.3.1 Маркетинговая стратегия
3.3.2 Стратегия на развитие услуги
4 Безопасность жизнедеятельности
4.1Вредные и опасные факторы производства
4.2 Методы и средства защиты от вредных и опасных факторов
4.3 Инструкции по технике безопасности и охране труда для работника цех по обслуживанию и ремонту НКТ
4.4 Расчет освещения и вентиляции
4.5 Экологическая безопасность
4.6 Пожарная безопасность
5 Заключение
6 Список литературы
Аннотация
В данной дипломной работе проведен анализ производственной деятельности участка по обслуживанию и ремонту насосно-компрессорных труб (НКТ) на предприятии нефтяного машиностроения, в части описания состояния с ремонтом НКТ, описания маркетинговой стратегии развития данного сегмента рынка, организации производственного процесса, разработки технологии ремонта НКТ, выбора инструмента, режимов обработки, типа оборудования, экономического обоснования внедрения нового оборудования или технологии, описания безопасных условий труда и экологических требований. Разработаны мероприятия по модернизации производственного процесса. Все предложенные мероприятия обоснованы, рассчитан общий экономический эффект, который получит предприятие в результате их реализации.
Введение
Рано или поздно в жизни любой насосно-компрессорной трубы (если она еще не рассыпалась от коррозии) наступает день, когда ее эксплуатация уже невозможна по причине сужения внутреннего диаметра или частичного разрушения резьбы. На переднем крае борьбы с вредными отложениями на НКТ и коррозией находятся нефтедобывающие компании. Не имея возможности повлиять на защитные качества уже находящихся в эксплуатации труб, нефтедобывающие компании либо отправляют такие трубы в лом, либо удаляют из НКТ все отложения и заново нарезают резьбу с помощью специального оборудования в составе ремонтных комплексов.
Различные варианты оснащения таких цехов на ремонтных базах нефтедобывающих компаний предлагают несколько российских предприятий - НПП «Техмашконструкция» (Самара), «УралНИТИ» (Екатеринбург), Игринский трубно-механический завод (Игра) и др.
В России 120 тыс. скважин, и чистят трубы далеко не везде. Кроме того, никакие методы очистки непосредственно на скважине не избавляют от постепенного загрязнения НКТ отложениями.
Нефтяники на ремонтных базах эксплуатируют до 50 комплексов по очистке и ремонту НКТ – от самых примитивных до весьма совершенных.
Данный дипломный проект является учебным документом, выполненным по учебному плану на завершающем этапе обучения в высшем учебном заведении. Это самостоятельная выпускная комплексная квалификационная работа, главной целью и содержанием которой является проектирование участка по обслуживанию и ремонту насосно-компрессорных труб (НКТ) на предприятии нефтяного машиностроения.
Работа предусматривает решение маркетинговых, организационно-технических и экономических вопросов, защиты окружающей среды и охраны труда.
Также, в работе ставится задача изучения и решения научно-технических проблем, имеющих важное производственное значение для развития современных технологий в области нефтяного машиностроения.
В процессе работы над дипломным проектом студент обязан проявить максимум творческой инициативы и быть ответственным за содержание, объем и форму выполняемой работы.
Целью данного дипломного проекта является разработка проекта участка по обслуживанию и ремонту насосно-компрессорных труб (НКТ) на предприятии нефтяного машиностроения.
К задачам проекта относятся:
- описание состояния проблемы;
- описание маркетинговой стратегии развития данного сегмента рынка;
- описание конструктивных особенностей НКТ;
- описание производственного процесса, технологии ремонта НКТ, инструмента, оборудования;
- разработка и экономическое обоснование комплекса мероприятий, направленных на повышение эффективности производственного процесса.
- описания безопасных условий труда и экологических требований
1.Анализ состояния техническое перевооружение участка цеха по обслуживанию и ремонту НКТ
Защита насосно-компрессорных труб (НКТ) от коррозии и вредных отложений асфальтенов, смол и парафинов (АСПО) резко увеличивает срок их службы. Лучше всего это достигается применением труб с покрытиями, однако многие нефтедобытчики предпочитают «старый добрый» металл, игнорируя успехи российских новаторов.
Не имея возможности повлиять на защитные качества уже находящихся в эксплуатации труб, нефтедобытчики применяют разные способы удаления АСПО, в первую очередь химический (ингибирование, растворение) как наименее затратный. С определенной периодичностью в затрубное пространство закачивается раствор кислоты, которая смешивается с нефтью и удаляет новообразования АСПО на внутренней поверхности НКТ. Химическая чистка также нейтрализует коррозионное разрушающее воздействие на трубу сероводорода. Такое мероприятие не мешает добыче нефти, а состав ее после реагирования с кислотой меняется незначительно.
Кислотная и другие виды обработки НКТ, конечно, применяются для их текущей очистки на скважине, но ограниченно - в России 120 тыс. скважин, и чистят трубы далеко не. Кроме того, никакие методы очистки непосредственно на скважине не избавляют от постепенного загрязнения НКТ отложениями».
Помимо химического метода очистки труб, иногда используется механический (скребками, опускаемыми на проволоке или штангах). Другие методы, а это депарафинизация с помощью волнового воздействия (акустического, ультразвукового, взрывного), электромагнитный и магнитный (воздействие на флюид магнитными полями), тепловой (прогрев НКТ горячей жидкостью или паром, электротоком, термохимическая депарафинизация) и гидравлический (штуцированиесечений трубопроводов для инициации выделения газовой фазы - специальными и гидроструйными устройствами) применяются еще реже ввиду их относительной дороговизны.
Нефтяники на ремонтных базах эксплуатируют до 50 комплексов по очистке и ремонту НКТ – от самых примитивных до весьма совершенных, а значит, они востребованы. При сильном загрязнении или повреждении НКТ коррозией (в случае если нефтедобывающая компания не имеет соответствующего оборудования для их восстановления) трубы отправляются на ремонт в специализированную компанию. Трубы, не удовлетворяющие требованиям технических условий и не имеющие соответствующих параметров, отбраковываются. Пригодные для ремонта трубы подвергаются отрезке резьбовой части, которая изнашивается сильнее всего. Нарезается новая резьба, навинчивается новая муфта и маркируется. Восстановленные трубы увязываются в пакет и отправляются поставщику.
Существуют различные технологии восстановления и ремонта НКТ. К наиболее современным относится технология восстановления и ремонта НКТ по технологии нанесения на резьбу твёрдого слоя специального антизадирного покрытия (НТС).
Ремонт НКТ по технологии НТС осуществляется в соответствии с (ТУ 1327-002-18908125-06) и обеспечивает сокращение совокупных затрат на содержание фонда НКТ в 1,8 – 2 раза за счет:
- восстановления резьбы у 70% труб без отрезания резьбовых концов и укорачивания тела трубы;
- увеличения более чем в 10 раз (гарантии до 40 СПО для фондовой НКТ и свыше 150 СПО для технологической НКТ при условии соблюдения РД 39-136-95) ресурса износостойкости резьбы отремонтированных труб по сравнению с ресурсом резьбы новых труб;
- сокращения в 2-3 раза объемов закупки новых НКТ за счет повышения ресурса восстановленных труб и сокращения отходов ремонтной деятельности.
2.Техническая часть
Похожие работы

... имеет ряд недостатков, связанных с его неопределенностью. Тем не менее считается важным вспомогательным показателем. В данной работе инвестиционное обеспечение реализации вышеописанной стратегии развития предприятия будет осуществлено по одному из возможных направлений. Это обусловлено тем, что всестороннее обеспечение требует значительно большего объема исходной информации, полноту которого ...
... предложений, поступающих от населения и различных местных сообществ. Люди должны сознавать, что разработка стратегии развития муниципального образования — их общее дело и они — его участники. 2. Анализ социально-экономического прогнозирования развития МО «Город Каменск-Уральский» В 2006-2008 ГГ. 2.1 Характеристика МО «Город Каменск-Уральский» Географически Каменск-Уральский расположен на ...
... проекта. 1.4 Методы контроля стоимости проекта Контроль стоимости проекта возникает из-за влияния факторов, обусловливающих отклонения от ранее запланированного бюджета, и направлен на управление изменениями в стоимости проекта с целью снижения отрицательных аспектов и увеличения позитивных последствий изменения стоимости проекта. Контроль стоимости проекта включает: · мониторинг ...

... рынки сбыта и обеспечить решение вышеперечисленных задач. Этого можно добиться лишь за счет коренного технического перевооружения и новых технологий. 1.2 Вариант строительства ККЦ № 2 ММК Кислородно-конвертерный цех № 2 ОАО «ММК» предполагается строить на площадке перед имеющимся сортовым станом блюминга № 3. Это позволит значительно сократить время транспортировки горячих блюмов из ...
0 комментариев