Навигация
Принцип работы устройства
54348
знаков
9
таблиц
0
изображений
1.1.2 Принцип работы устройства
Суть работы УМЗЧ заключается в следующем: генератор на входе вырабатывает последовательность прямоугольных импульсов с постоянной частотой следования fS. Следующим за ним интегратор преобразует прямоугольные импульсы в треугольные. Функцию непосредственно модулятора выполняет компаратор, который сравнивает эти полученные сигналы Ur(t) с входным звуковым сигналом Ue(t). Сигнал на выходе компаратора имеет вид последовательности прямоугольных импульсов с частотой следования fS.
Ширина этих импульсов поступает на усилитель мощности, работающий в ключевом режиме (в режиме насыщения).
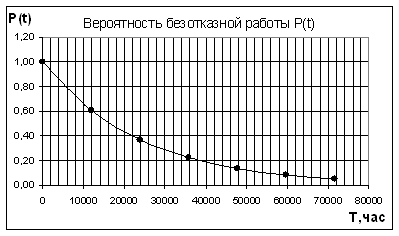
Фильтр НЧ подавляет несущую fS, ее гармоники и боковые полосы спектра модуляции, после чего на выходе получается усиленный аналоговый сигнал. Как это следует из теоремы отсчетов, частота дискретизации fS, как минимум, должна быть вдвое больше максимальной частоты передаваемого сигнала fE.
1.1.3 Технические характеристики и параметры изделия
| Номинальное напряжение сети | - 220В |
| Диапазон воспроизводимых частот при неравномерном АЧХ 3qБ, Гц | - 20…20000 |
| Частота, Гц | - 50 |
| Масса усилителя мощности звуковой частоты, не более | - 15кг |
| Габаритные размеры, мм | - 260*330*135 |
Разрабатываемое устройство будет работать в жилых помещениях (1группа), поэтому оно должно удовлетворять следующим нормам климатических и механических воздействий:
Прочность при транспортировании (в упакованном виде):
- длительность ударного импульса, мс11
- число ударов в минуту40-80
- общее число ударов, не менее1000
- ускорение, g15
Теплоустойчивость:
- рабочая температура, 0С40
- предельная температура, 0С55
- холодоустойчивость, 0С5
- предельная температура, 0С-40
Влагоустойчивость:
- относительная влажность, %93
- температура, 0С25
- устойчивость к пониженному
атмосферному давлению, кПа60
На основании этих требований климатическое исполнение УХЛ. Температура 40-60 0С, влажность 80% при температуре 250С.
1.2 Производственно-технологические требования, их анализ и обеспечение
1.2.1 Требования к устройству как к объекту производства
Тип производства – крупносерийное, т.к. данное устройство принадлежит к бытовой аппаратуре широкого использования.
Программа выпуска 150000 УМЗЧ за три года.
К прибору предъявляются требования по унификации и стандартизации. Конструктивно степень унификации достаточно низкая.
В конструкции прибора применена стандартная элементная база, кроме катушки индуктивности, которая изготовлена оригинальной сборочной единицей, а также используются оригинальные детали и сборочные единицы такие, как корпус, крышка, фланец, скоба, плата.
Формовка выводов и установка элементов стандартная по ОСТ 4ГО.010.030, кроме элементов указанных на чертеже – плата в сборе. Существует возможность автоматизированной установки некоторых элементов.
Плата изготовляется с помощью химического метода, по типовому технологическому процессу.
Сборка изделия осуществляется довольно просто и не требует дополнительных затрат на специальный инструмент и спецоборудование, так как все крепежные места легко доступны.
Условия производства – предприятие, ориентированное на производство радиотехнической продукции бытового назначения, что означает наличие на предприятии оборудования и оснащения необходимого для изготовления РЭА, а также применение отработанных типовых и рабочих ТП изготовления РЭА.
1.2.2 Анализ требований
Крупносерийное производство характеризуется ограниченной номенклатурой изделий, изготовляемых периодически повторяющимися партиями и сравнительно большим объемом выпуска продукции[1].
При данном типе производства используется универсальное и специализированное оборудование. Оборудование расставляется по технологическим группам с учетом направления основных грузопотоков цеха по предметно-замкнутым участкам. Технологическая оснастка – специальная высокопроизводительная оснастка, необходимость в которой должна быть обоснована технико-экономическим расчетом.
Требуемая точность достигается как методами автоматического получения размеров, так и методами пробных ходов и примеров с частичным применением разметки. Средняя квалификация рабочих выше, чем в массовом производстве, но ниже, чем в единичном, т.к. наряду с рабочими высокой квалификации, работающими на сложном универсальном оборудовании, и наладчиками используются рабочие-операторы, работающие на настроенных станках. В зависимости от объема выпуска и в особенности изделий обеспечивается полная взаимозаменяемость, неполная, групповая взаимозаменяемость сборочных единиц, но в ряде случаев на сборке применяется компенсация размеров и пригонка по месту.
1.2.3 Выбор и обоснование выбора сборочного процесса изделия
Сборка изделия представляет собой совокупность технологических операций механического соединения деталей и ЭРЭ в изделии или его частей, которые создаются в определенной последовательности для обеспечения заданного их размещения и взаимодействия. Для изготовления данного изделия в соответствии с программой выпуска продукции предприятия необходимо организовать подвижный процесс сборки изделия с оптимальным дифференцированием операций. Подвижная сборка характеризуется тем, что единица продукции движется конвейером мимо рабочих мест. Перемещение объекта сборки может быть свободным по выполнению закрепленной операции или принудительным в соответствии с ритмом процесса. Дифференцированная сборка включает разчленение монтажных работ на несколько последовательных простых операций. Это позволит механизировать и автоматизировать работу, использовать рабочих низкой квалификации.
Похожие работы
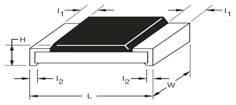
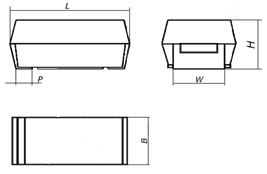
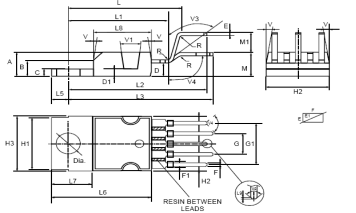
... и внутренних дестабилизирующих факторов. При этом должны быть рассмотрены и обеспечены требования ТЗ по технологическим показателям, эргономике и технической эстетике. Глубина проработки должна быть достаточной для сопоставления анализируемых вариантов. В процессе разработки изделия под названием усилитель мощности автомобильный было исследовано несколько типов корпусов, которые показаны на рис. ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
... от условий эксплуатации. Основание для разработки Основанием для разработки служит задание по курсовому проектированию выданное 03 января 2009г. на тему: "Разработка конструкции цифрового FM-приемника" Источник разработки Источником разработки является схема электрическая принципиальная (Приложение №1) Технические требования Климатическое исполнение О. Общеклиматическое исполнение. Для ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...
0 комментариев