Навигация
4.2 Разработка ТСС
Разработка технологического маршрута сборки и монтажа РЭА начинается с расчленения изделия или его частей на составные элементы путем построения схем сборки и схем технологической сборки. Построение таких схем позволяет установить последовательность сборки, взаимосвязь между элементами и наглядно изобразить проект ТП [1].
Для описания сборочного процесса данного прибора было использовано схему с базовой деталью. Такая схема показывает временную последовательность процесса сборки. Во время поточного изготовления прибора необходимый уровень дифференцирования операций зависит от их содержания, оборудования, которое используется, и экономической эффективности. В первую очередь выполняются неподвижные соединения, которые требуют значительных механических усилий. Каждая предыдущая операция не должна препятствовать выполнению следующая. На заключительных этапах собираются подвижные части прибора, разъемные соединения, устанавливаются детали, которые могут быть замененными во время настройки.
Разработанная схема сборки позволяет проанализировать ТП с учетом технико-экономических показателей и выбрать оптимальный как с технического, так и с организационного взгляда.
ТСС данного изделия приведена на рис.4.1. По ней видно, что в процессе сборки прибора формируется структура операций сборки, устанавливается их рациональная последовательность, особенности выполнения сборки.
Построение таких схем позволяет установить взаимосвязь между элементами конструкции и установить оптимальную последовательность сборки изделия и визуально представить основную часть процесса сборки.
5. разработка технологического маршрута сборки
5.1 Выбор и обоснование основных технологий
Заключительный этап в производстве РЭА является сложным, его проводят в три подуровня.
К первому подуровню относится механический монтаж, что часто проводится в такой последовательности:
- выполнение неразъемных соединений деталей и узлов с рамой, шасси, платой прибора;
- установка деталей крепления;
- выполнение подвижных частей узлов и блоков;
- контроль монтажа.
Второй подуровень - выполнение электрического соединения, которое состоит из следующих видов работ:
- заготовительные операции;
- установка навесных ЭРЭ и микросхем на платы;
- узловые сборки и электрические соединения;
- сборка узлов на плате (шасси) и межузловые электрические соединения, соединение жгутов с соединителями прибора;
- контроль и регулировка прибора.
Третий подуровень заключается в общей сборке готового изделия. Выполняют закрепление регулировочных деталей, устанавливают кожухов и др.
Перед установкой ЭРЭ на ПП необходимо произвести формовку их выводов. Она выполняется на специальных приспособлениях. Формовка выполняется не на автоматических устройствах, т.к. большинство ЭРЭ имеет нестандартный вид формовки.
Механические соединения, которые необходимо выполнять во время сборки изделия, - это резьбовые соединения разных деталей с помощью винтов, а также заклепочное армирование ПП, которое выполняется для создания контактных площадок, для припаивания соединительных проводов и шнура.
Электрические соединения - присоединение ЭРЭ к проводникам ПП. Некоторые с этих соединений выполняются индивидуально (паяльником), а большинство - групповым методом.
Пайка элементов со штыревыми выводами в условиях поточного производства выполняются двумя основными методами: погружение и волной припоя. Для данного изделия предлагается пайка волной припоя. Пайка волной припоя является самым распространенным методом групповой пайки. Она заключается в том, что плата прямолинейно перемещается над гребнем волны припоя. Ее преимущества: высокая продуктивность, возможность создания комплексно-автоматизированного оборудования, ограниченное время взаимодействия припоя с платой, что уменьшает термоудар, перегрев элементов и т.д.
Как видно, ТП сборки РЭА состоит из разных по характеру операций. Это требует применение разнообразного оборудования, специального технологического оснащения, покупного инструмента и является трудоемким. Но конструкция данного изделия позволяет автоматизировать большинство сборочных операций, которые к тому же не требуют большого разнообразия оборудования. Кроме того, во время сборки данного изделия используются только типовые технологические процессы, которые были уже неоднократно использованы на данном предприятии и уже отработанные.
Типовой технологический процесс (по ГОСТ 3.1109-73) - это процесс, который характеризуется единством содержания и последовательностью большинства технологических операций и переходов для группы изделий с общим конструктивными признаками. К типовым процессам относится полуавтоматическое армирование ПП; автоматическое установление ЭРЭ на ПП; автоматическая групповая пайка волной припоя.
Типизация ТП уменьшает объем технологической документации без потерь информации, которая помещается в ней, уменьшает объем работ по подготовке производства, создает возможность разработки групповых приспособлений и средств автоматизации, организации специализированных участков, поточных линий, исключает возможность грубых ошибок в нормировании материальных и трудовых потерь.
Похожие работы
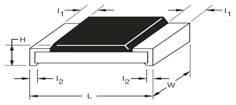
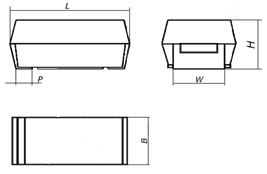
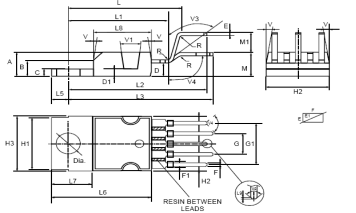
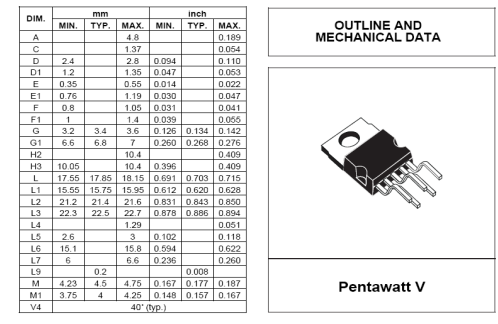
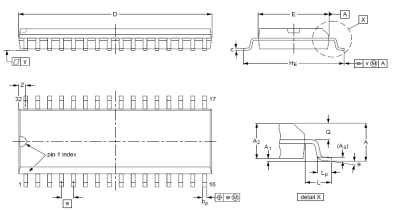
... и внутренних дестабилизирующих факторов. При этом должны быть рассмотрены и обеспечены требования ТЗ по технологическим показателям, эргономике и технической эстетике. Глубина проработки должна быть достаточной для сопоставления анализируемых вариантов. В процессе разработки изделия под названием усилитель мощности автомобильный было исследовано несколько типов корпусов, которые показаны на рис. ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
... от условий эксплуатации. Основание для разработки Основанием для разработки служит задание по курсовому проектированию выданное 03 января 2009г. на тему: "Разработка конструкции цифрового FM-приемника" Источник разработки Источником разработки является схема электрическая принципиальная (Приложение №1) Технические требования Климатическое исполнение О. Общеклиматическое исполнение. Для ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...
0 комментариев