Навигация
2 Подготовка оси
| Очистить торцы оси, наружные и внутренние шейки от масла и грязи металлическими щетками и ветошью; убедиться визуально в отсутствии поверхностных дефектов. |
3 узк осей со снятыми кольцами подшипников
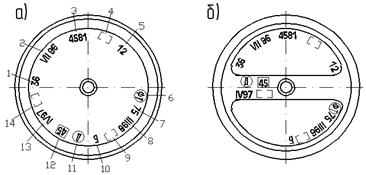
| а) 1-й этап – проверка наружных шеек осей. узк наружных шеек выполняют прямым ПЭП поочередно с каждого торца оси. Зона контроля по горизонтальной шкале масштабной сетки экрана ЭЛТ составляет 0,5–2,4 деления. От дефекта в шейке можно получить эхо-сигнал на делении 0,5–1,2, если дефект выявляется прямым лучом или на делении 1,0–2,4, если дефект обнаруживается трансформированным лучом. Для выполнения УЗК наружных шеек осей следует: – выставить на аттенюаторе поисковую чувствительность Nп5 – нанести на торец оси контактную смазку; – установить прямой ПЭП на торец оси; – выполнить сканирование, устанавливая прямой ПЭП на торец оси в 20 —25 точках; – при появлении в зоне контроля одиночного эхо-сигнала уменьшить чувствительность до браковочной. б) 2-й этап – проверка оси под внешней кромкой ступицы. у3к оси под внешней кромкой ступицы выполняют поочередно с внутренних шеек оси наклонным ПЭП (частота 2,5 МГц, угол ввода 400). Зона контроля по горизонтальной шкале масштабной сетки экрана элТ составляет 1,7– 2,1 деления. Для выполнения УЗК оси под внешней кромкой ступицы следует: – выставить на аттенюаторе поисковую чувствительность Nп6; – нанести на цилиндрическую поверхность наружной шейки оси контактную смазку; – установить наклонный ПЭП на цилиндрическую поверхность наружной шейки оси; – выполнить сканирование путем продольно-поперечного перемещения пэп по цилиндрической поверхности шейки оси с поперечным шагом не более 15 мм; при появлении в зоне контроля одиночного эхо-сигнала уменьшить чувствительность до браковочной. в) 3-й этап проверка оси под внутренней кромкой ступицы. у3к оси под внутренней кромкой ступицы выполняют поочерёдно внутренних шеек оси наклонным ПЭП (частота 2,5 МГц, угол ввода 400) на поисковой чувствительности Nп3 г) 4-й этап проверка зоны галтельного перехода внутренних шеек в подступичной части оси. узк оси в зоне галтельного перехода внутренних шеек в подступичную часть выполняют поочередно с внутренних шеек оси наклонным ПЭП (частота 2,5 МГц, угол ввода 400) на поисковой чувствительности Nп4 |
4. ОЦЕНКА КАЧЕСТВА ПРОКОНТР0лиР0ВАНН0й ДЕТАЛИ
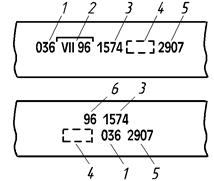
| Ось колесной пары подлежит браковке, если: - отсутствует сигнал от противоположного торца оси при сквозном прозвучивании (ослабление сигнала от противоположного торца оси (донного сигнала) относительно донного сигнала, измеренного по СО-2 минус 46 дБ и менее); - в зоне контроля при браковочной чувствительности имеется эхо Сигнал, превышающий среднюю линию экрана ЭЛТ. Результаты УЗК осей электровоза ВЛ-10 заносят в журнал установленной формы,приведенной в ТИ. [4], [6] |
4 Обоснование метода
Виды неразрушающего контроля отличаются большим разнообразием применяемых физических принципов и, следовательно, технических средств. Одни из них наиболее просты в применении и используют простейшие устройства. Например, капиллярный контроль относительно легко осваивается и требует несложных устройств, но они не отличаются высокой производительностью. Кроме того, его автоматизация затруднена. Поэтому такой контроль удобен для обнаружения поверхностных дефектов в объектах с довольно сложной конфигурацией, где применение других методов не дает такого эффекта, например при контроле лопаток высокоскоростных турбин, рабочей поверхности зубчатых колес. На железнодорожном транспорте капиллярный контроль удобен для контроля латунных сепараторов и колец буксовых роликовых подшипников, зубчатых колес, но требует организации поточной линии, обеспечивающей мойку, чистку, сушку деталей.
Простотой устройств и легкостью расшифровки отличаются магнитно-порошковые методы, а также вихретоковый контроль.Магнитный контроль находит широкое применение в промышленности и на транспорте в промышленно развитых странах. На железнодорожном транспорте магнитно-порошковые методы применяются для контроля большого количества различных деталей вагонов и локомотивов, а также электроподвижного состава метрополитенов ввиду простоты контроля и высокой достоверности при обнаружении поверхностных трещин. Феррозондовый и вихретоковый методы находят применение для контроля колец роликовых подшипников, боковин ходовых тележек, крестовин стрелочных переводов и др.
Наиболее широко для контроля металлоизделий в промышленности и на транспорте применяется акустический контроль и в особенности ультразвуковой эхо-импульсный метод. Глубоко проникающие в толщу металла ультразвуковые волны позволяют обнаруживать не только поверхностные, но и заглубленные дефекты. Относительно простое устройство аппаратуры, высокая производительность контроля, возможность ее дальнейшего повышения за счет автоматизации расшифровки результатов — все эти достоинства завоевали для ультразвуковых методов одно из ведущих мест в дефектоскопии металлоизделий. Контроль ответственных элементов подвижного состава железных дорог и метрополитенов без полной разборки узлов представляет собой уникальную возможность ультразвукового метода. Этот метод незаменим, например, при дефектоскопировании подступичных частей и шеек осей колесных пар в сборе с колесными центрами и кольцами роликоподшипников, а также валов тяговых электродвигателей в зоне под железным сердечником якоря. Исключение необходимости полной разборки этих узлов при ремонте увеличивает их срок эксплуатации, приносит огромную экономию средств и повышает производительность ремонта подвижного состава. Это обуславливает его нынешнее применение при контроле колёсных пар.
Список используемых источников
1 Лобанов А.Н. Дефектоскопирование деталей и узлов вагонных конструкций – М.: УМК МПС РФ 1999. – 72 с.
2 Мойкин Д.А. Неразрушающий контроль в вагонном хозяйстве – СПб: ПГУПС, 2001. – 87 с.
3 Душина Ж.В. Физические основы ультразвуковой дефектоскопии и технология ультразвукового контроля деталей подвижного состава – М.: 2000.– 102с.
4 Ильин В.А. Дефектоскопия деталей подвижного состава железных дорог и метрополитенов – М.: Транспорт, 1983. – 315 с.
5 Левыкин Ф.В. Дефектоскопия деталей локомотивов и вагонов – М.: Транспорт, 1974. – 240 с.
Похожие работы
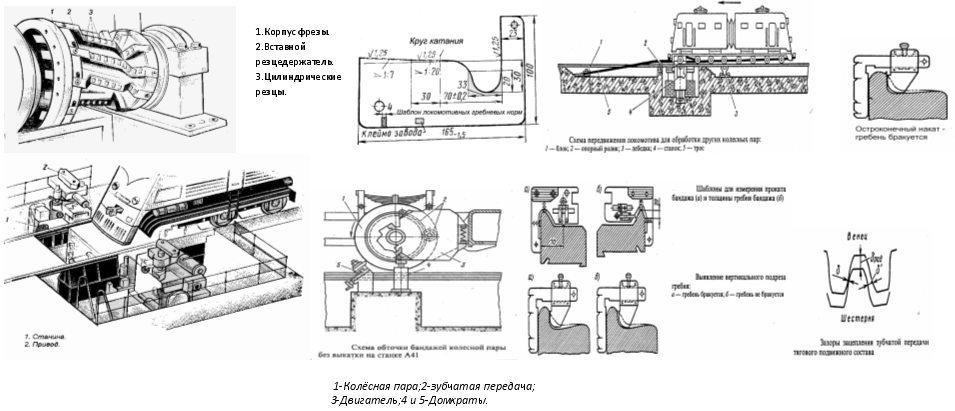
... Затем производят дефектоскопию осей. Проверяют соответствие размеров всех элементов колёсной пары установленным нормам допусков и износов, наличие установленных клейм и знаков, состояние пружинных пакетов и заклёпок зубчатых колёс колёсных пар электровозов, а также болтов, крепящих зубчатое колесо к центру колёсной пары. Контролируют состояние зубьев, плотность посадки косозубых колёс, разбирают и ...
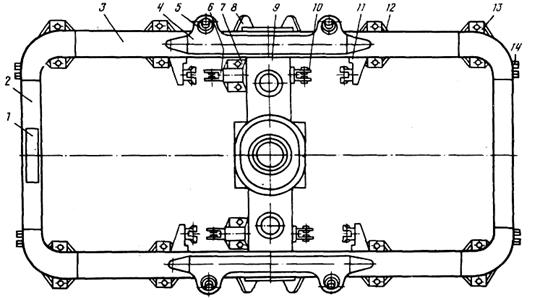
... процесса ремонта одного из узлов тепловоза; – экономическая эффективность проекта организации работ в ремонтном подразделении; – безопасность жизнедеятельности при ремонтных работах. 1. РАЗРАБОТКА УЧАСТКА ПО РЕМОНТУ ТЕЛЕЖЕК ЛОКОМОТИВОВ В ЛОКОМОТИВНОМ ДЕПО ХАБАРОВСК 2 1.1 Анализ существующей организации работ в ремонтном подразделении 1, 4 - накладки; 2 – концевые брусья; 3 – боковины; ...
... грузовые - для начально-конечных операций, для сортировки грузового состава; пассажирские - для обслуживания пассажиров, багажа, пассажирских составов, для продажи билетов и др. операций, связанных с обслуживанием пассажиров; (18)Сортировочные - формирование поездов и сортировка составов Участковая - приём, пропуск поездов, для технического обслуживания ...
... требования к средствам, методам измерений и контроля, то она имеется в полном объеме и регламентирует основные требования предъявляемые к производству ремонта дизель-генераторной установки специализированного серийного тепловоза ТЭП70. 3 Разработка рекомендаций по выполнению измерений, контроля и испытаний 3.1 Разработка рекомендаций по выбору метода определения износа деталей В период ...
0 комментариев