Навигация
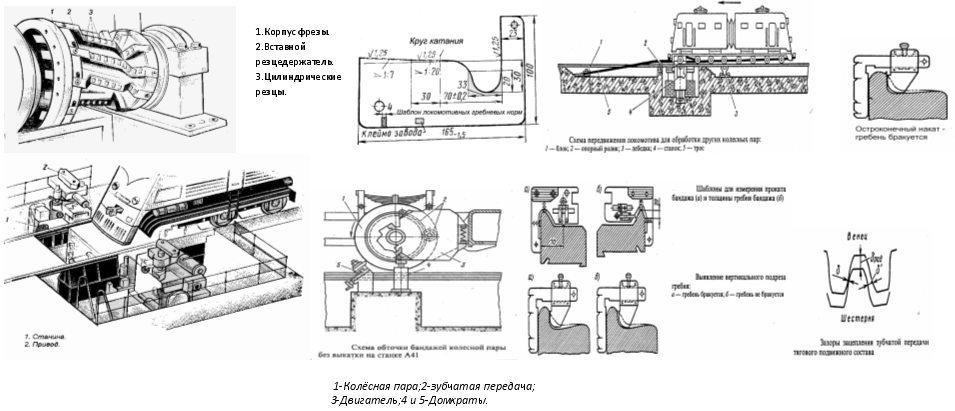
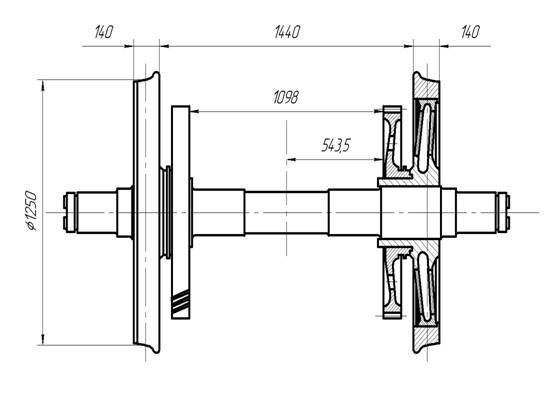
Колёсные пары электровоза ВЛ-80
81286
знаков
11
таблиц
15
изображений
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Государственное образовательное учреждение среднего профессионального образования
САНКТ-ПЕТЕРБУРГСКИЙ ТЕХНИКУМ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА
КУРСОВОЙ ПРОЕКТКолёсные пары электровоза ВЛ - 80
СОДЕРЖАНИЕ
Введение
1 Назначение и конструкция
2. Условия работы на ТПС
3. Характерные неисправности и износы элементов конструкции.
4. Контроль технического состояния в эксплуатации.
5. Ведомость дефектации.
6. Технологическая карта: обточка без выкатки.
7. Карта эскизов
8. Технологическая инструкция: клеймение колёсных пар.
9. Организация рабочего места
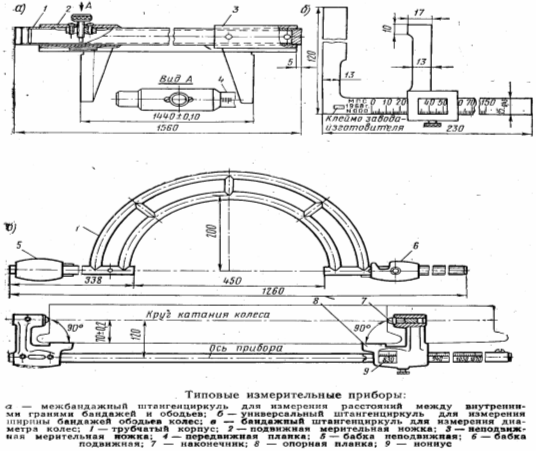
10. Технологическое оборудование и средства технической диагностики.
11. Инструкция по технике безопасности
Введение
Из-за больших статических и динамических нагрузок, которые возникают в условиях эксплуатации колёсной пары, возникают различные дефекты.
Для обеспечения надёжной работы на железной дороге создана система выявления дефектов колёсных пар. Основой такой системы является выявление дефектов колёсных пар. В эксплуатации колёсная пара испытывает статические и динамические нагрузки.
Для грузовых вагонов норма статической нагрузки на рельсы от колёсной пары значительно меньше, чем у пассажирских и составляет 176,4 кН. Динамические силы взаимодействия между колесом и рельсом существенно возрастают. Как показывает анализ эксплуатации подвижного состава, это происходит в результате изменения жёсткости пути и увеличения дефектов на рельсах и колёсах. Наблюдения показали, что у поездов, которые обращаются на участках пути с железобетонными шпалами, колёса значительно чаще бракуют из-за дефектов поверхности катания колёс, чем колёса поездов, которые обращаются на участках с деревянными шпалами. Это происходит вследствие того, что жёсткость железобетонной шпалы по сравнению с деревянной в 2 раза больше, а зимой она возрастает ещё в 2 раза по сравнению с летом.
Для уменьшения дефектов тормозного происхождения применяются композиционные колодки вместо чугунных.
На прочность колеса помимо всего оказывает влияние и высокая температура, которая возникает при торможении, особенно в зоне перехода обода к диску. Температура в зоне обода и диска по мере уменьшения толщины обода, значительно увеличивается. А вследствие уменьшения толщины диска, радиальные напряжения в диске с внутренней стороны колеса к зоне перехода к ободу растут.
В последнее время увеличилось число изломов дисков колёс, из-за увеличения загрузки вагонов.
Применение роликовых подшипников в вагонных буксах привело к видоизменению шеек оси. Помимо совершенствования шеек оси, так же совершенствовались химический состав и механические свойства материала осей, а так же технология их изготовления. В 1976г. было освоено изготовление осей способом винтовой прокатки, что способствовало сокращению на 15% материала для изготовления колёсных пар.
В последние годы участились случаи образования неравномерного проката колёс. Главным образом он возникает у колёс пассажирских вагонов из-за значительной перегрузки элементов колёсной пары и рельсового пути. При скорости движения более 120 км/ч возникают наибольшие силы и ускорения буксы и при этом влияние видов дефектов колёс сказывается в меньшей степени.
Этот дефект возникает в основном из-за жёсткости пути, повышенной скорости и образования на поверхности катания колёс дефектов тормозного происхождения.
Для анализа причин появления дефектов и разработки мер по их устранению, большое значение имеет классификация, которая устанавливает связь между характеристиками износа, повреждения колёсной пары и условий эксплуатации. Качество и эффективность ремонта во многом зависит от исполнителей и организаторов производства в колёсных цехах, от их знаний передовой технологии и профессионализма.
Требования к колёсным парам в эксплуатации регламентированы:
"Инструкцией осмотрщику вагонов"
"Инструктивными указаниями по эксплуатации и ремонту вагонных букс с роликовыми подшипниками, при плановых ремонтах вагонов"
"Инструктивными указаниями по эксплуатации и ремонту колёсных пар, при плановых ремонтах вагонов"
Похожие работы
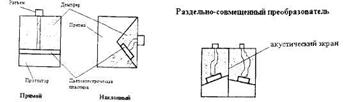
... таблицы 1. Таблица 2 - Технологическая карта процесса ультразвукового контроля болтов крепления полюсов ТЭД Контроль неразрушающий Ультразвуковой метод На листах 4 Предприятие ТЧ-5 Тип Колёсная пара Электровоза ВЛ-10 лист № 1 УТВЕРЖДАЮ: Главный инженер __________________________ дата ___________ Изделие: Ось. Дефектоскоп УД2-12 №123456. Преобразователи ультразвуковые ...
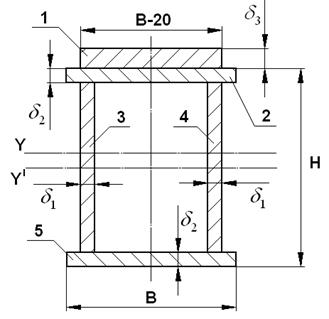
... рамы относятся момент инерции и момент сопротивления. В зависимости от назначения, конструкции и типа рам поперечные сечения элементов могут иметь разнообразные формы. На рисунке 5.1 приведено расчетное поперечное сечение боковины сварной рамы тележки электровоза ВЛ10. Рисунок 5.1 – Поперечное сечение концевой балки тележки ВЛ10 Параметры сечения ; ; ; ; Ввиду несимметричности сечения ...
... опору кузова проектируемого электровоза. (3.2) Полученная величина статического прогиба центрального подвешивания ≥ тогда условие выполняется 3.3 Проектирование и расчёт буксового рессорного подвешивания пассажирских электровозов При опорно-рамном подвешивании тягового двигателя и тяговом приводе II класса неподрессоренная масса, приходящаяся на одну ось, состоит из массы ...
... - 5% от производственной программы M=74+3,7=78 лок. в год 2.4 Расчет контингента работников цеха Явочный штат работников цеха определяют в соответствии с рассчитанным объёмом работы отделения и трудоёмкостью ремонта одной демонтируемой единицы или одного комплекта сборочных единиц, которые подвергают ремонту в данном отделении. Наименование рабочего Количество Разряд Мастер ...
0 комментариев