Достоинства офсетной печати
Анализ используемых компьютерных систем в печатных процессах
Автоматическая регулировка оптических плотностей
Колориметрия красочных слоев
Субтрактивный синтез
Приводка
Несовмещение между секциями
Денситометрический и колориметрический контроль полученных оттисков
Определение оптимальных зональных оптических плотностей
Сравнительный анализ денситометрических и колориметрических показателей тиражных оттисков
Профилирование печатного процесса
Навигация
Анализ используемых компьютерных систем в печатных процессах
Исследование стабильности параметров качества печати на листовой офсетной машине
110721
знак
32
таблицы
42
изображения
1.4 Анализ используемых компьютерных систем в печатных процессах
1.4.1 Общие сведения
Печатный процесс - это многократное получение одинаковых изображений с заданными параметрами качества путем переноса краски с печатной формы (непосредственно или через промежуточную поверхность) на запечатываемый материал.
Процессы, которыми управляют специальные автоматические устройства, а не человек, называют автоматизированными. Автоматизация технологических процессов - одно из основных направлений научно-технического прогресса. Цель автоматизации - в повышении производительности и эффективности труда, улучшении качества продукции. Автоматизация печатных процессов на современных высокоскоростных офсетных машинах - задача первоочередной важности. Это объясняется тем, что объем информации, необходимой для правильного ведения процесса, возрастает, а время на получение и осмысление печатником этой информации, на принятие решений и их выполнение сокращается. Существуют способы и устройства, позволяющие получать объективную количественную информацию о происходящих в управляемых процессах изменениях. Такие устройства помогают печатнику количественно оценить появившиеся в печатном процессе отклонения и правильно и своевременно их компенсировать.
Управление процессом печатания на офсетной машине должно обеспечивать поддержание режима работы машины для получения нужного количества оттисков требуемого качества с наименьшими затратами груда, времени и материалов. Эта задача может быть решена при использовании самонастраивающейся системы с автоматическим оптимизатором. Такая система обладает способностью самостоятельно отыскивать в процессе печатания оптимальный режим работы и так изменять свои внутренние динамические свойства, чтобы при воздействии различных факторов режим оставался неизменным или близким к оптимальному [12].
Поэтому основной тенденцией развития офсетной печати в последние годы является автоматизация процесса выхода печатной машины на оптимальный режим печатания. Это осуществляется путем автоматической регулировки таких параметров, как толщина красочного слоя, толщина пленки увлажняющего раствора, давление натиска между формным и офсетным цилиндрами, скорость печати, тоновый прирост.
1.4.2 Автоматическая регулировка толщины пленки увлажняющего раствора
Системы такого типа появились на рынке в начале 80-х и пришли из Японии: первой внедрила системы с обратной связью в увлажняющем аппарате японская корпорация Ryobi. Принцип управления толщиной водной пленки на форме получил название ААС – Automatic Aqua Control [13].
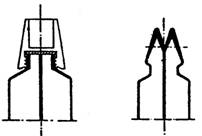
На рис. 1.3 показано устройство датчика, измеряющего толщину водной пленки. На самом деле он измеряет не саму толщину пленки, а яркость луча, отраженного от поверхности формы. Чем больше на форме воды, тем сильнее отблеск.

Рис. 1.3 Система Automatic Aqua Control
Внутри датчика находятся излучатель и фотоприемник, расположенные так, что луч, отраженный от поверхности формы, попадает на фотоприемник. Датчик закреплен на штанге рядом с формным цилиндром.
Сначала нужно выбрать на каждой форме такой пробельный участок, который имел бы достаточную площадь (примерно 1 х 1 см) и обязательно располагался в поле бумажного листа. (Если такого участка нет - например, все поле печати занимают растровые элементы, - использование ААС невозможно.) Затем следует установить датчик точно над этим элементом формы и нажать кнопку запоминания позиции. После этого можно начать печать, и, когда установится стабильный баланс “краска-вода”, включить автоматику. Существующий на этот момент уровень сигнала с датчика будет запомнен как эталонный, и дальше система будет поддерживать толщину водной пленки на этом уровне, изменяя скорость вращения дукторного валика увлажняющего аппарата. В автоматическом режиме имеется возможность напрямую изменить с пульта эталонное значение; например, можно сначала при прогоне макулатуры снизить подачу воды настолько, чтобы началось тенение, а потом прибавить ее всего на 10-20%, что позволит стабильно работать на предельно возможном минимуме смачивания формы.

Рис. 1.4 типичное изменение смачивания формы в процессе печати при ручном и автоматическом управлении
Кривая A-F показывает характерный пример изменения увлажнения в начале тиража при традиционном ручном управлении с визуальным контролем по оттиску. Печатник контролирует качество оттисков и судит о том, нужно ли прибавить или уменьшить подачу воды, по появлению брака: если начинается тенение или “затягивает” растровые элементы, он прибавляет воду, а если на кромках печатных элементов появляются затеки воды, он уменьшает скорость дукторного валика увлажнения. В первый момент форма, как правило, несколько переувлажнена. В начале печати (на участке A-B) этот избыток достаточно быстро уходит, иногда настолько быстро, что начинается тенение (отрезок B-C). Заметив тенение, печатник спешит его убрать, увеличивая подачу увлажнения, а иногда еще и поливая увлажняющие валики вручную. После этого смачивание формы резко увеличивается, тенение исчезает (отрезок C-D). Точно угадать, насколько нужно увеличить скорость дуктора, очень сложно, и весьма вероятно, что через какое-то время на форме создастся избыток увлажнения. Но печатник заметит это только тогда, когда на оттиске снова появятся явные затеки воды (D-E). После этого печатник немного уменьшит подачу воды, и тираж будет продолжать печататься нормально – до тех пор, пока снова увлажнение не выйдет за допустимые границы (F).
Однако, наряду с серьезными преимуществами, система автоматического контроля увлажнения обладает также некоторыми недостатками. водная пленка будет стабилизироваться только в зоне датчика. Если из-за загрязнения валиков или нарушения регулировки на другом краю листа начнется тенение, ААС может этого не заметить. Для стабильной работы системы необходимо поддерживать увлажняющий и красочный аппараты в хорошем состоянии – чистыми и правильно отрегулированными. Этим будет гарантирована равномерность увлажнения по всей площади формы, и тогда достаточно контролировать только один фрагмент. Удержание постоянной оптической плотности оттисков в течение всего тиража действительно существенно облегчается; тем не менее регулировку подачи краски (общую и по зонам) должен делать печатник. Во время печати необходимо замерять денситометром плотность оттисков через каждые несколько сотен листов [13].
Похожие работы





... каждый раз, когда берет блокнот в руки. Таким образом, рекламный блокнот - это не только средство для занесения заметок, но и долгосрочная реклама. 2.3 Техника изготовления и подготовки многополосных изданий к печати Типы электронных носителей, принимаемых в производство - Компакт-диски CD-R ,CD-RW, DVD-R, DVD-RW (стандарт ISO9660) - Устройства, подключаемые через USB, вместе с ...
... деталь – шарф. Его лапы одеты в полосатые чулки. Вот таким образом можно с одной конструкцией создать разные образы и целую композицию. Глава 4 Разработка проекта технологии производства упаковки для пищевой промышленности на примере упаковки для новогодних подарков 4.1 Общая схема для разработки технологии Схема 1 Исходя из этой схемы необходимо выбрать печатную и ...
... одной плоскости. Они обладают избирательными свойствами восприятия маслосодержащей краски и увлажняющего раствора - водного раствора слабых кислот и спиртов, который наносится на печатную форму перед нанесением краски. Различают два основных способа плоской печати: косвенный и прямой. Плоская косвенная печать К способу плоской косвенной печати относят офсетный способ печати, при котором краска с ...



... Вочэлэсс (Waterless - сухой офсет), которые будут упоминаться в моей работе. Рассмотрим более детально основные разновидности формных пластин для офсетной печати и их технические характеристики. 2. Аналоговые формные материалы 2.1 Формные материалы для изготовления печатных форм контактным копированием Под контактным копированием понимают способ изготовления печатных форм, при котором ...
0 комментариев