Достоинства офсетной печати
Анализ используемых компьютерных систем в печатных процессах
Автоматическая регулировка оптических плотностей
Колориметрия красочных слоев
Субтрактивный синтез
Приводка
Несовмещение между секциями
Денситометрический и колориметрический контроль полученных оттисков
Определение оптимальных зональных оптических плотностей
Сравнительный анализ денситометрических и колориметрических показателей тиражных оттисков
Профилирование печатного процесса
Навигация
Несовмещение между секциями
Исследование стабильности параметров качества печати на листовой офсетной машине
110721
знак
32
таблицы
42
изображения
1.5.4.2 Несовмещение между секциями
На машинах с числом секций более одной встречаются различные виды несовмещения между секциями. Как и при несовмещении между прогонами, разброс крестов может быть постоянным на всем тираже или хаотическим.
а) Для начала рассмотрим несовмещение вида рис. 1.13, носящее постоянный или относительно постоянный характер.

Рис. 1.13 Несовмещение красок
Ошибки печатника:
Печатник может добиться такого эффекта, если плохо натянет при установке офсетное полотно. Однако, если Вы столкнулись с такой картиной несовмещения, не следует сразу бросаться подтягивать резину - ознакомьтесь сначала со списком других возможностей.
Технологические причины:
Изменение геометрического размера оттиска, как на рис. 1.13, во многих случаях вызвано остаточной деформацией бумаги под действием сил растяжения. Если Вам случалось руками снимать прилипший лист бумаги с офсетного полотна, то Вы хорошо представляете, какая сила нужна для его отрыва от резины на высокой скорости. Поэтому, чтобы избежать таких искажений размера, технолог должен позаботиться о том, чтобы сделать эту силу отрыва минимальной. Зависит она от нескольких факторов. В первую очередь это, конечно, свойства краски. Печатникам, работающим с быстросохнущими красками, хорошо знаком такой неприятный эффект: при непрерывной печати приводки в норме, но, стоит остановить машину на несколько минут, на первых листах после пуска кресты расползаются как угодно и лишь через несколько десятков листов снова встают на место. Поэтому желательно не применять быстросохнущие краски без необходимости, а для уменьшения лип кости использовать соответствующие добавки.
Очень многие проблемы с несовмещением бывают вызваны плохим качеством офсетной резины. Усилие отрыва листа от резины сильно зависит и от свойств ее поверхности. Обычно новое полотно обладает очень большой липкостью, и для нормального отрыва листа его нужно обкатать. В некоторых случаях помогает присыпка нового полотна тальком.
Офсетные полотна по способу обработки поверхности делятся на вулканизированные и шлифованные. Вулканизированная резина отличается низкой ценой, глянцевым отблеском, высокой липкостью и очень плохими свойствами с по части совмещения. Гораздо лучше шлифованные полотна; их легко распознать по матовому, бархатистому виду поверхности.
Силы растяжения при отрыве листа действуют не только на бумагу, но и на резину. Поэтому результаты совмещения будут зависеть от способности резины противостоять деформации. Тем, кто покупает резину в больших листах и нарезает ее на свой формат, нужно иметь в виду, что у тканой основы жесткость в долевом и поперечном направлении разная. Долевое направление всегда обозначено на обратной стороне полотна цветными линиями, и оно должно быть ориетнировано по окружности цилиндра.
Погрешности машины:
Разница в длине оттисков двух секций может быть вызвана тем, что зазоры между формным, офсетным и печатным цилиндрами установлены на этих секциях неодинаково, и поэтому пути, которые проходят точки на поверхности этих цилиндров, тоже получаются разными. В ряде книг рекомендуется решать эту проблему, компенсируя длину оттиска за счет подкладок под форму, под резину и под печатный лист.
б) Если растягивает только один угол, как на рис. 1.14,

Рис. 1.14 Несовмещение красок
то причины в основном те же самые. В частности, печатник может слабо натянуть резину только с одной стороны. Усилие отрыва тоже может быть распределено неодинаково по ширине листа - из-за того, что большие плашки сосредоточены только с одной стороны. К такой картине приведет и перекос в установке цилиндров на одной из секций. ("Неправильную" секцию легко определить, наложив на оттиск пленку-фотоформу.)
в) "Трапеция" - рис. 1.15
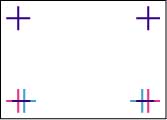
Рис. 1.15 Несовмещение красок
Технологические причины:
Основные причины таких искажений кроются в свойствах бумаги. Первым делом нужно проверить направление волокон в бумаге: вероятнее всего, окажется, что они направлены вдоль окружности цилиндра. На машинах с подачей листа широкой стороной такой случай достаточно редок. В стандартных пачках волокно всегда ориентировано вдоль длинной стороны, и при разрезке на формат печати оно оказывается направленным вдоль оси цилиндра. Однако в тех случаях, когда нужно печатать на нестандартном формате, ради экономной разрезки игнорируют направление волокон.
На малоформатных машинах с подачей листа узкой стороной такие искажения встречаются гораздо чаще, поскольку при экономной разрезке любой стандартной пачки на формат А3+ волокно оказывается ориентированным вдоль листа. Мне неизвестны эффективные меры борьбы с этой проблемой, кроме выбора сорта бумаги, мало подверженной деформации. Иногда, но далеко не всегда, помогает замена офсетного полотна на новое.
Ошибки печатника:
К искажению типа "трапеции" приводит неправильная установка формы: если в хвосте она будет зажата и при этом будет вспучена, ее деформация будет передана на бумагу. На некоторых машинах большого формата задняя планка формного зажима специально разделена на две половинки, которые можно сдвигать или раздвигать винтами, компенсируя в небольших пределах несовмещение за счет принудительной деформации формы. Однако все-таки лучший способ исправления дефекта - аккуратная установка формы.
Дефекты машины:
К таким искажениям приводят два вида нарушений регулировок. Во-первых, это неравномерный зажим формы. Если в "голове" или "хвосте" форма зажата только посередине, а углы свободны, то при натяжении она деформируется, что приведет к "трапеции" на соответствующем оттиске. Во-вторых, к такой же картине приводит коробление листа бумаги в момент захвата его клапанами форгрейфера или печатного цилиндра. Коробление может возникнуть уже на столе равнения листов - из-за того, что передние упоры стоят не в одну линию, а дугой, так, что лист касается только крайних упоров. Далее, если клапана печатного цилиндра держат лист только в середине или только по краям, лист будет коробиться при прохождении зоны натиска и при отрыве от офсетного полотна. Поэтому очень важно не только периодически регулировать клапана, но и чистить их от пыли и масла [23].
1.5.5 Печатный треппинг
При многокрасочной печати необходимо контролировать переход краски на предыдущий слой – красковосприятие, поскольку при печати «по сырому» вторая и последующие краски ложатся на свежее запечатанную поверхность в меньшем количестве, чем на бумагу или уже высохшую краску. Трепинг – показатель, который в том числе свидетельствует о соблюдении/нарушении баланса краска/увлажняющий раствор.
![]() (1.12)
(1.12)
гдеТ – трепинг,
D1+2 – оптическая плотность бинарного наложения,
D1 – оптическая плотность первой краски, нанесенной на бумагу,
D2 – оптическая плотность второй краски, нанесенной на бумагу.
Причины, вызывающие нарушения красковосприятия:
1. Большая толщина красочного слоя при печатании первой краской.
2. Нарушено правило липкости краски при печатании «по сырому».
3. Стекленение красок (образовании прочной, ровной, блестящей пленки на поверхности высохшей печатной краски на оттиске).
Рекомендации по устранению:
1. Снизить подачу краски и помнить о золотом правиле печати: минимальное количество увлажняющего раствора для защиты пробела и минимальное количество краски для обеспечения денситометрических норм и норм на растискивание.
2. При печати на многокрасочных машинах необходимо, чтобы липкость каждой последующей краски была меньше предыдущей. Так как второй слой наносится непосредственно на первый, который еще не высох и тянется, то расщепление красочного слоя в момент отделения офсетного полотна от запечатываемого материала происходит посередине всего объема. При бинарных наложениях считается нормальным, если вторая краска перейдет в количество 80% от объема, переносимого на чистую бумагу. Снизить липкость печатной краски можно с помощью введения печатного масла или вспомогательных материалов.

Рис. 1.16. Схема красковосприятия при печатании первой краской и второй
3.Не следует вводить в первые краски сиккативы или другие средства для ускорения поверхностного закрепления красок. Также важно соблюдать порядок наложения красок (K-С-М-Y на четырехкрасочных машинах).
Нарушение трепинга приводит к серьезным цветовым искажениям на оттиске. Принцип полиграфического воспроизведения основывается на наложении определенной толщины прозрачных красочных слоев друг на друга и сочетании аддитивного и субтрактивного синтезов цвета. В результате у наблюдателя должно сформироваться прогнозируемое цветовое ощущение; при нарушении красковосприятия предыдущим слоем последующего субтрактивная составляющая искажается, и, несмотря на соблюдение денситометрических норм и норм на растискивание, мы столкнемся с ошибкой цветового тона на оттиске.
2. Экспериментальная часть
2.1 Определение оптимальных зональных оптических плотностей для различных печатных пар краска-бумага
2.1.1 Методика получения оттисков с заданными параметрами
В настоящее время на передовых полиграфических предприятиях печатный процесс проводится в строго нормированных условиях.
Нормализация печатного процесса, прежде всего, связана с получением идентичных оттисков в процессе печатания всего тиража одного названия.
Любой тиражный оттиск этого названия представляет собой оптическую систему, несущую определенную зрительную информацию. Изменение характера этой информации свидетельствует о нарушении оптической системы оттиска. В частности, оно может быть вызвано изменением толщины слоя краски (оптической плотности слоя краски).
Отклонения в толщине красочного слоя (оптической плотности) возникают вследствие различных причин реального печатного процесса, при этом необходимо, чтобы эти отклонения не превышали установленных допусков. Эти допуски особенно важны при многокрасочной печати. Они могут быть установлены на оптическую плотность (реже на толщину красочного слоя) или на цветовые отклонения.
В практике работы печатных цехов толщина красочного слоя определяется по величинам зональных оптических плотностей (зональные оптические плотности однокрасочных плашек замеряют на денситометре за дополнительными светофильтрами: голубой - за красным, пурпурный - за зеленым, желтый - за синим, черный - за нейтрально-серым), функционально связанных с этим важнейшим параметром печатного процесса. Для этой цели рекомендуются денситометрические нормы печатания, приведенные выше.
Соблюдение этих денситометрических норм в практике работы печатных цехов часто нарушаются. Причинами этого могут быть: нестандартные печатные материалы, не соблюдение оптимальных режимов печати и т.д.
Для исследований были подобраны бумаги, наиболее часто используемые в типографии «Медиа –Пресса»: мелованная глянцевая «Melar» 115г., мелованная матовая 90 г., «PROFI Silk», офсетная 80 г.
На указанных материалах были получены серии оттисков, в количестве 211 штук.
Оттиски с различной толщиной красочных слоев в интервале от 0,5 до 2 мкм получают на пробопечатном устройстве IGT С1.
Сначала на аналитических весах взвешивается форма без краски, результат записывается. Далее производится накат краски, потом взвешивание формы с накатанной краской. Далее получаем оттиск на бумаге и взвешиваем ![]() форму с краской. По разнице веса формы с краской до оттиска и после определяется количество краски, перешедшее на бумагу, а по этому количеству рассчитывается толщина слоя краски, перешедшей на бумагу.
форму с краской. По разнице веса формы с краской до оттиска и после определяется количество краски, перешедшее на бумагу, а по этому количеству рассчитывается толщина слоя краски, перешедшей на бумагу.
Толщина красочного слоя рассчитывается по формуле:
![]() (2.1)
(2.1)
![]() где g - количество краски, перешедшее с формы на бумагу, гр.
где g - количество краски, перешедшее с формы на бумагу, гр.
![]() (2.2)
(2.2)
m1 - вес формы с краской до оттиска, гр.
m 2 - вес формы с краской после оттиска, гр.
S - площадь оттиска с формы, см2.
S=π*d*L, (2.3)
D - диаметр формы.
L - ширина полосы контакта.
После получения оттисков для данного вида запечатываемого материала или краски работа повторяется с другим материалом или краской.
Похожие работы





... каждый раз, когда берет блокнот в руки. Таким образом, рекламный блокнот - это не только средство для занесения заметок, но и долгосрочная реклама. 2.3 Техника изготовления и подготовки многополосных изданий к печати Типы электронных носителей, принимаемых в производство - Компакт-диски CD-R ,CD-RW, DVD-R, DVD-RW (стандарт ISO9660) - Устройства, подключаемые через USB, вместе с ...
... деталь – шарф. Его лапы одеты в полосатые чулки. Вот таким образом можно с одной конструкцией создать разные образы и целую композицию. Глава 4 Разработка проекта технологии производства упаковки для пищевой промышленности на примере упаковки для новогодних подарков 4.1 Общая схема для разработки технологии Схема 1 Исходя из этой схемы необходимо выбрать печатную и ...
... одной плоскости. Они обладают избирательными свойствами восприятия маслосодержащей краски и увлажняющего раствора - водного раствора слабых кислот и спиртов, который наносится на печатную форму перед нанесением краски. Различают два основных способа плоской печати: косвенный и прямой. Плоская косвенная печать К способу плоской косвенной печати относят офсетный способ печати, при котором краска с ...



... Вочэлэсс (Waterless - сухой офсет), которые будут упоминаться в моей работе. Рассмотрим более детально основные разновидности формных пластин для офсетной печати и их технические характеристики. 2. Аналоговые формные материалы 2.1 Формные материалы для изготовления печатных форм контактным копированием Под контактным копированием понимают способ изготовления печатных форм, при котором ...
0 комментариев