Навигация
Технічні характеристики установок для плазмового зварювання
60508
знаков
14
таблиц
2
изображения
6.29. Технічні характеристики установок для плазмового зварювання
| Тип установки | Діапазон регулювання постійного струму, А | Номінальна робоча напруга, В (мн.х) | Плазмо- створючий та захисний газ | Призначення (МЗ — механізоване зварювання; РЗ — ручне зварювання) |
| УПС- | 300—800 | 65—75 | С02 | МЗ маловуглецевих |
| 1002/3 | сталей (лонжеронів | |||
| трактора К-701) | ||||
| УПС-201 | 200—800 | До 70 | Аг, Не | МЗ міді та її сплавів до 20 |
| (120) | мм, МЗ | |||
| УПС-804 | 300— | 90(180) | С02 | сталей завтовшки 6—12 |
| 800 | мм без розчищування | |||
| (пряма) | кромок | |||
| УПС-501 | 70—500 | 45 (80) | Аг, Не | МЗ нержавіючої сталі до |
| (пряма та | 7 мм, міді та її сплавів | |||
| зворотна) | до 6 мм, алюмінію та | |||
| УПС-404 | 100—500 | 45 (90) | Аг | МЗ кільцевих стикових швів 3 алюмінію та його сплавів із стінкою |
| УПС-301 | 25—315 (пряма та зворотна) | 40 (80) | Аг | РЗ нержавіючої сталі до 5 мм, міді та її сплавів від 0,5 до 3 мм та алюмінію і його сплавів — 1 —8 мм |
| УПО-201 | 20—300 | 40 | С02 | МЗ маловуглецевої сталі. Різання сталі до 40 мм, міді до 20 мм, алюмінію та його сплавів до 30 мм |
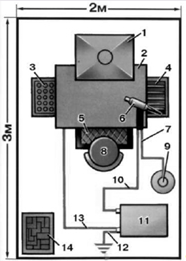
Ввімкнення установки в мережу та захист її від короткого замикання здійснюються автоматичним вимикачем, розташованим на задній стінці шафи керування. Силова частина шафи керування являє собою тиристорний регулятор, складений за шестифазною схемою випрямлення із зрівняльним реактором. Для згладжування зварювального струму на виході тиристорного перетворювача є згладжувальний дросель, який забезпечує ефективне згладжування починаючи з 50 А. Крутоспадаючими зовнішні вольт-амперні характеристики стають завдяки застосуванню баластних опорів — у першому діапазоні регулювання, а у другому діапазоні — завдяки негативному зворотному зв'язку за вихідним струмом магнітного підсилювача. Тиристорний блок і силовий трансформатор охолоджуються вентилятором. На лицьовій панелі блока керування встановлені кнопки "Пуск" і "Стоп" джерела живлення, два амперметри та перемикач діапазонів струму. Блок керування забезпечує в автоматичному режимі такі технологічні операції: продувку газу перед зварюванням, збудження основної зварювальної дуги, заварювання кратера наприкінці зварювання, вимикання джерела живлення після заварювання кратера, подачу газу після зварювання, виконання точкового та імпульсного зварювання, регулювання тривалості ввімкнення осцилятора (не більш як 1 с) та повторне ввімкнення осцилятора не рідше ніж через 9 с.
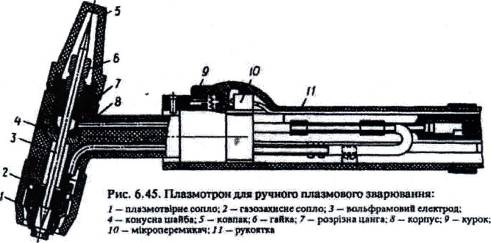
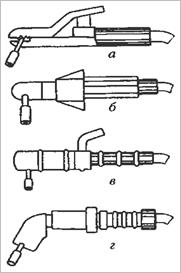
Плазмотрон (рис. 6.45), використовуваний з установкою УПС-301, призначений для постійних струмів прямої полярності від 20 до 315 А та зворотної полярності — від 20 до 250 А. Характеристики деяких плазмотронів наведено в табл. 6.30.
Похожие работы
... – це процес зварювання з додаванням флюсу. В процесі зварювання електродний дріт автоматично подається в зону зварювання і флюс одночасно також подається до виробу із спеціального бункера. При автоматичному зварюванні під флюсом головні робочі рухи – подача електрода в зону його плавлення і взаємного переміщення дуги і виробу – механізовані. Крім цього багато апаратів для зварювання під флюсом ...
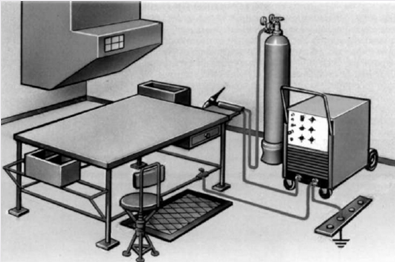
... а все обладнання кабіни - надійно заземлене. Пересувні пости використовують при зварюванні великих виробів безпосередньо на виробничих ділянках. Розділ 2.Основна частина 2.1 Опис технологічного процесу ручного дугового зварювання В основі будь-якого промислового виробництва лежить технологічний процес, який є частиною виробничого процесу. Виробничий процес – це сукупність технологічних ...
... - ця зварювання нагадує зварювання штучними електродами, тому що склад шихти може бути підібраний аналогічно обмазці електродів і дозволяє не тільки захищати розплавлений метал, але і легувати його, що практично неможливо при зварюванні під флюсом і в захисних газах. 2.1.1 Технологія зварювання вугільними і графітовим електродом Вугільні електроди складаються з аморфного електротехнічного вугі ...

... ів на установці ЭМР-100 у режимі дифракції на відображення з поверхні тертя при напрузі, яка з ковзає , 100 кв. 2.3 Математична модель процесів тертя й зношування покрити по пружно - пластичній основі На підставі [12-21] простір існування властивостей детонаційно-газових покриттів можна описати, як: Ω (Rфм Rмф Rфт Rі) З обліком першого обмеження: Ω Ψ де Ψ - простір ...
0 комментариев