Навигация
Технологія зварювання металів і сплавів неплавкими електродами
57867
знаков
2
таблицы
18
изображений
Зміст
1. Вступ
1.1 Організація робочого місця зварника
2. Основна частина
2.1 Опис технологічного процесу
2.1.1 Технологія зварювання вугільними і графітовим електродом
2.1.2 Технологія зварювання вольфрамовим електродом
2.1.3 Технологія зварювання порошковим дротом
2.1.4 Режими зварювання (графітовим, вугільним, вольфрамовим електродом та порошковим дротом)
2.2 Характеристика матеріалів
2.2.1 Характеристика газів для зварювання неплавкими електродами
2.2.2 Обладнання для зварювання неплавкими електродами
2.3 Інструменти, обладнання та пристосування при зварювальних роботах
3. Охорона праці при виконанні роботи
3.1 Заходи промислової санітарії, техніки безпеки та протипожежної безпеки
Список використаних джерел та літератури
Додатки
1. Вступ
Зварюванням називається технологічний процес отримання нероз'ємних з'єднань шляхом встановлення міжатомних зв'язків між зварювальними частинами при їх місцевому або загальному нагріванні, або пластичному деформуванні, або спільною дією того й іншого.
Зварне з'єднання металів характеризує безперервність структур. Для отримання зварного з'єднання потрібно здійснити міжмолекулярне зчеплення між зварними деталями, що призводить до встановлення атомарного зв'язку.
Зварювання неплавкими електродами - винахід, поява і первісний розвиток якого відноситься до 30-40-х років минулого сторіччя. На першому етапі розвитку зварювання неплавкими електродами були отримані порівняно міцні з'єднання з м'яких алюмінієвих сплавів товщиною від 0,01 до 0,2 мм.
Подальшому розвитку зварювання неплавкими електродами перешкоджала відсутність повних відомостей про процеси освіти нероз'ємних з'єднань твердих тіл під впливом ефективного спеціалізованого обладнання.
Показано, що характер процесів, що протікають при утворенні сполуки, визначається фізико-хімічними властивостями з'єднувальних матеріалів і технологічними параметрами зварювання. В кінці 60-х рр.. була виявлена можливість якісного зварювання за допомогою неплавких електродів.
Практичною реалізацією зварювання неплавкими електродами успішно займалися ряд фірм США, Англії, ФРН і Японії. У СРСР найбільш помітний внесок у цій області внесено вченими МГТУ ім. Н.Е. Баумана.
Об'єктом дослідження є зварювання неплавкими електродами.
Мета роботи - визначити сучасний стан зварювання металів і сплавів неплавкими електродами.
1.1 Організація робочого місця зварника
Робочим місцем електрозварника є закріплений за робітником або бригадою ділянка виробничої площі, оснащеної відповідно до вимог здійснюваного технологічного процесу певним устаткуванням, інструментом, пристосуваннями і т.д.
При обслуговуванні робочого місця необхідно:
- своєчасно отримувати змінні завдання, наряди і креслення;
- підтримувати устаткування в працездатному стані;
- своєчасно доставляти на робоче місце матеріали, заготовки, електроди і т.п.;
- контролювати якість продукції, що виготовляється;
- підтримувати належний порядок на робочому місці.
Робоче місце електрозварника називають зварювальним постом. Він може бути стаціонарним або пересувним (Рис. 1.1).
Залежно від виконуваної роботи і габаритів зварюються конструкцій зварювальний пост розташовують у спеціальних зварювальних кабінах або безпосередньо на виробі.
Робочі кабіни служать для захисту зварників від випромінювання дуги в постійних місцях зварювання.
При зварюванні невеликих виробів робочі місця обладнують зварювальними кабінами розміром 2000x2000 або 2000х3000 мм. Стіни кабін мають висоту 1800 ... 2000 мм, а для кращої вентиляції підняті над підлогою на 200 ... 300 мм. В якості матеріалу для стін використовують тонколистову сталь або вогнетривкі матеріали(Рис.1.2).
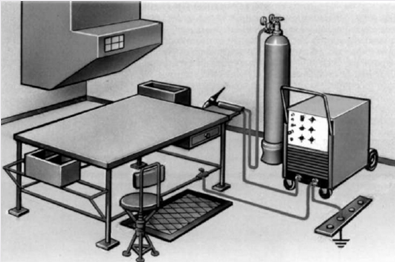
Рисунок 1.1. Зварювальний пост
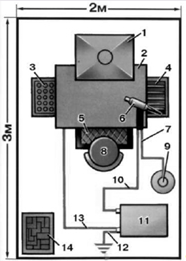
Рисунок 1.2. Обладнання зварювальної кабіни:
1- вентиляція; 2- робочий стіл; 3- ящик для електродів; 4- ящик для деталей; 5- діелектричний ковбик; 6- запальник; 7- газовий рукав; 8- стілець; 9- газовий балон; 10- прямий провід; 11- джерело живлення дуги; 12- заземлення; 13- зворотній провід; 14- ящик для відходів.
Стіни фарбують у світлі тони вогнестійкою фарбою, яка добре поглинає ультрафіолетові промені зварювальної дуги. Дверний отвір в кабіні закривають брезентовою завісою на кільцях, просоченим вогнестійким складом. Підлогу в кабінах настилають з вогнетривкого матеріалу: цегли або бетону. Кабіни повинні бути освітлені денним або штучним світлом, а також оснащені вентиляцією. Крім загальної вентиляції в них встановлюють місцеві відсмоктувачі, що поглинають шкідливі гази і пил безпосередньо із зони зварювання(Рис 1.3).
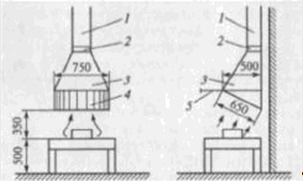
Рисунок 1.3. Схема відсмоктування газів, які виділяються при зварювальних роботах: 1- повітропровід; 2- шибер; 3- повітроприймач; 4- штампована решітка; 5- козирок.
Для складання і зварювання деталей усередині кабіни встановлюють металевий зварювальний стіл висотою 500 ... 600 мм для роботи сидячи і близько 900 мм для роботи стоячи площею близько 1м2. До столу приварюють сталеві болти для кріплення струмопідвідних проводів від джерела зварювального струму і для проводу заземлення столу. Збоку столу є гнізда для зберігання електродів. У шухляді столу зберігають інструмент, а також технологічну документацію. Для зручності роботи в кабіні встановлюють металевий стілець з підйомним сидінням, виготовленим з неелектропровідного матеріалу (дерево, пластмаса та ін.) Під ногами у зварника повинен знаходитися гумовий килимок.
Похожие работы

... ість раковин, пір, тріщин, непроварів і інших зовнішніх і внутрішніх дефектів. Звичайно, на якість отримуваного зварювального шва впливає безліч чинників, але електроди все ж грають вирішальне значення. При виборі електродів в першу чергу керуються складом металу, з якого вони виготовлені, а також їх діаметром, вибираним залежно від товщини деталей, що сполучаються. Основними характеристиками ...
0 комментариев