Навигация
Несправності установки УСП-301 та способи їх усунення
60508
знаков
14
таблиц
2
изображения
6.31. Несправності установки УСП-301 та способи їх усунення
| Несправність | Причина | Спосіб усунення | |
| Випрямляч автоматично вимикається | Пробитий один або кілька тиристорів випрямного блока | Вимкнути установку з мережі, відключити вентилі від трансформатора. Перевірити омметром усі вентилі | |
| При запуску двигуна вентилятор не обертається й не гуде На виході джерела живлення немає напруги | Вторинну обмотку трансформатора пробито на корпус Згорів один із запобігачів кола двигуна, обрив у колі однієї з фаз двигуна Не працює вентилятор або повітря всмоктується не з боку лицьової панелі | Перевірити опір ізоляції джерела живлення. Ліквідувати пробій Перевірити запобігачі й замінити згорілі. Перевірити цілісність кола Перевірити роботу вентилятора та пускової апаратури. Змінити напрям обертання двигуна, замінивши положення будь-яких двох проводів мережі | |
| При роботі джерело не забезпечує спадаючу зовнішню характеристику Нестійке зварювання. Знижена напруга неробочого ХОДУ | Пошкоджена система керування тиристорами. Вийшли з ладу тиристори Обрив кола зворотного зв'язку Не на всі тиристори подаються імпульси керування | Перевірити наявність імпульсів керування, перевірити тиристори Перевірити коло зворотного зв'язку Перевірити наявність імпульсів керування на керуючих електродах тиристорів осцилографом типу СІ-4 та ін. Перевірити імпульси можна й вольтметром постійного струму. Середня напруга імпульсів керування 1—2 В | |
| Не подається аргон у зону зварювання Не працює газовий клапан і джерело живлення. Не горить лампа на передній панелі блока запалювання Не включається газовий клапан та джерело живлення при справних реле контролю вентиляції та витрати охолоджуючої води Не збуджується чергова дуга | Не працює газовий клапан Неправильний напрямок руху охолоджуючого повітря, несправне реле контролю вентилятора, недостатнє охолодження пальника, несправність гідравлічного реле системи охолодження Вийшли з ладу елементи електричної схеми керування реле Не включено мікроперемикач у схемі запалювання | Розібрати й змастити клапан Поміняти місцями два проводи живлення мережі. Перевірити реле контролю вентиляції. Перевірити тракт охолоджуючої води Знайти та замінити несправні елементи схем керування реле Відремонтувати мікроперемикач | |
| Не збуджується чергова дуга Чергова й основна дуги збуджуються нормально. струм основної дуги не ОЄГУ- люється. Збудник дуги не вмикається. Через 1 с джерело живлення вимикається | Пошкоджено коло живлення сопла Перегоріли запобігачі Наявність води у газових трактах плазмотрона Не спрацьовує струмове реле Вийшли з ладу елементи електоичної схеми Сдіоди Д24, Д26) | Перевірити цілісність проводів живлення сопла Замінити запобігачі Продути плазмотрон сухим повітрям Перевірити роботу реле. Знайти несправність електоичної схеми, замінити діоди | |
Ремонт та обслуговування установок плазмового зварювання, зачищення та заміна електродів мають провадитися при відключених автоматичному вимикачеві, системах постачання води й газу.
4. РІЗАННЯ МЕТАЛІВ І ЇХНІХ СПЛАВІВ
При дуговому різанні металів розплавлювання металу в зоні різа здійснюється теплом електричної дуги, що горить між електродом і металом, що розріжеться. Видалення розплавленого металу із зони різа може відбуватися різними способами: за рахунок сил ваги, видуванням струменем повітря або газу, за рахунок згоряння металу, чиряку кисню й видування продуктів окислів.
Дугове електричне різання. Це різання засноване на виплавленні металу по лінії різа теплотою електричного дугового розряду. Дуга збуджується вугільним або сталевим електродом. Розплавлений метал стікає по стінках поглиблення, що утвориться, - різа під дією власної маси й незначного тиску дуги. Якість різа й продуктивність різання низькі. Цей спосіб є підсобним процесом при зварочно-монтажних роботах.
Повітряно-дугове різання
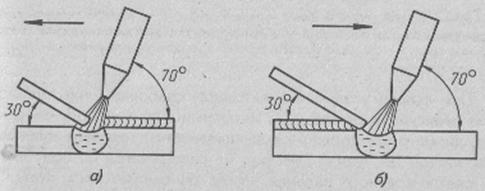
Сутність повітряно-дугового різання полягає у вьіплавлении металу з лінії різа електричною дугою, що горить між кінцем вугільного електрода й металом, і видаленні розплавленого рідкого металу струменем стисненого повітря. Недоліком цього способу різання є навуглеводження поверхневого шару металу. Розділове й поверхневе різання використовують для різання листового й профільного металу, видалення дефектних ділянок зварених швів, зняття фасок і оброблення кореня шва зі зворотної сторони (мал. 17.1). Поверхневому різанню піддають більшість чорних і кольорових металів, розділової — вуглеводисті й леговані сталі, чавун, латунь. Однак кольорові метали й чавун піддаються різанню гірше, ніж стали. Різання виконують за допомогою вугільних, вугільних обміднених і вугільно-графітових електродів діаметром 6—12 мм. При розділовому різанні електрод повинен бути втоплений у метал, що розріжеться під кутом
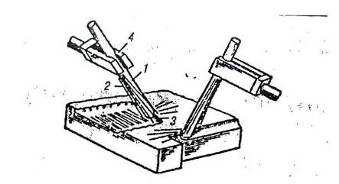
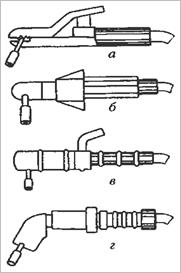
Рис. 1,7.1. Схема процесу повітряно-дугового різання:
1 — електрод, 2 — струмінь повітря, 3 — цуги, 4 — різак ( праворуч- строжка вузької канавки, ліворуч — широкої канавки)
60-90° до поверхні металу, а при поверхневому різанні — під кутом до 30°. У міру обгорання електрод поступово висувають із губок. Натискати на нього не рекомендується, тому що при нагріванні він стає неміцним і може зламатися. Поверхня різа виходить рівною й гладкою. Ширина канавки різа більше діаметра електрода.
Апаратура й матеріали. Комплект апаратури для повітряно-дугового різання складається з різака, джерел струму, стисненого повітря й відповідних кабелів і рукавів.
Як електроди використовують вугільні, графітові й графітовані циліндричні стрижні діаметром 6—20 мм або пластинчасті електроди перетином до 400 мм2. Довжина електродів — 250—350 мм. Бажано застосовувати обміднені електроди, які менше окисляються, чим звичайні графітові електроди.
Різак для повітряно-дугового різання має затискний пристрій для закріплення електрода й соплову систему для подачі стисненого повітря в зону ріжучої дуги. Струм і повітря підводять до різака за допомогою комбінованого кабель-шланга. Різаки постачені клапанним повітряно- пусковим пристроєм. Серійно випускаються дві моделі повітряно-дугових різаків: РВДм-315 і РВДл-1200 «Раздан». Перший різак розрахований на роботу в монтажних умовах, а другий - у ливарному виробництві. Визначальний параметр різака, з яким зв'язані його конструкція, маса й продуктивність різкі, - сила струму. Для різака Рвдм-315 вона становить 315 А, а для різака «Раздан» - 1200 А. Технічні дані різаків дані в табл. 17.1.
Повітряно-дугове різання виробляється на постійному або змінному струмі. Джерелами постійного струму служать зварювальні перетворювачі або випрямлячі однопостові й багатопостові. При роботі на змінному струмі використовують трансформатори з низькою напругою холостого ходу й твердої вольтамперною характеристикою або потужні джерела змінного струму.
Таблиця 17.1
| Технічні дані ручних повітряно-дугових резаков | ||||||
| Різак | Призначення | Номінальний струм, А | Маса виплавлюваного металу, кг/год | Номінальна витрата повітря, м'/год* | Діаметр електродів, мм | Маса різака, кг |
| Рвдм-315 | Монтажні роботи | 315 | 9,5 | 20 | 6-10 | 0,8 |
| Рвдл-1200 «Раздан» | Обробка лиття | 1200 | 20,0 | 30-40 | 15x25 | 1,6 |
* Тиск повітря на вході в різак не більше 0,63 МПа.
Різання виробляється при силі змінного струму 1000 А и застосовуються для обробки чавунних виливків.
Повітря подається під тиском 0,4—0,6 МПа від повітряної магістралі або від компресора продуктивністю 20—30 муч і більше. Повітря повинен бути чистим, тому обов'язково використання масловологовідділювачів
Техніка й технологія різки. Перед початком різання необхідно очистити металевою щіткою оброблювану поверхню металу й підібрати діаметр електрода залежно від необхідної ширини й глибини канавки.
При включеній напрузі джерела електрод направляють у точку початку різа під кутом 30—45° до оброблюваної поверхні, наближають його до зіткнення з металом і збуджують дугу. Одночасно здійснюють подачу повітря. Метал, що розплавляється, викидається під впливом струменя повітря, що випливає із сопла різака уздовж електрода. У різультаті на поверхні оброблюваного металу утвориться поглиблення у вигляді канавки. Поступово переміщають електрод уздовж осі, утвориться поглиблення потрібної глибини. Потім переміщають електрод по наміченій лінії, підтримуючи постійної глибину канавки. При необхідності одержання широких канавок електроду поряд з осьовою подачею й рухом уздовж різа надають поперечні зворотно-поступальні переміщення.
Ручне розділове різання виконується аналогічним образом, але кут між електродом і оброблюваною поверхнею встановлюють 60—90°. При товщині металу, що розріжеться, не менш 20 мм електрод втоплюють у метал, що розріжеться на всю глибину й рівномірно переміщається з утворенням наскрізного прорізу.
При різанні металу товщиною більше 20 мм електрод рівномірно переміщають уздовж лінії різа й одночасно роблять поступально-зворотні рухи нагору — долілиць. Періодично електрод висувають так, щоб виліт не перевищував 10 мм.
Режими поверхневого повітряно-дугового різання наведені в табл. 17:2, а режими розділового різання — у табл. 17.3.
Таблиця 17.2
Орієнтовні режими поверхневого повітряно-дугового різання (постійний струм, зворотна полярність) низкоуглеродистой і високолегованої сталі
| Ширина канавки, мм | Глибина канавки,мм | Діаметр електрода, мм | Сила струму, А | Швидкість повітряно-дугового різання стали, мм/хв | |
| низкоуглеродистой | високолеговано ї 1Х18Н9Т | ||||
| • -' в-в- • 9- "Д-ю | ""И 8 16 | 66 | 290 240 | 300 500 | 390 610 |
| 11 12 13 | 18 9 | 8 10 | 350 420 500 | 300 500 300 | 390 640 390 |
| 10 | 410 | 500 | 640 | ||
Таблиця 17.3
Режими розділового повітряно-дугового різання низкоуглеродистих сталей
| Товщина металу, що розріжеться, мм | Сила струму, А | Тиск повітря, МПа | Діаметр електрода, мм | Ширина різа, мм |
| 5 25 | 200-240 370-390 | 0.6 0,5 | 48 | 6 10 |
| 25 | 500-580 | 0,6 | 12 | 14 |
Найбільша продуктивність досягається при роботі на постійному струмі зворотної полярності. Кількість виплавлюваного з порожнини різа металу пропорційно силі струму.
При повітряно-дуговому різанні повітря можна замінити киснем, що подається на розплавлений метал на деякій відстані від дуги, а вугільний електрод — металевим, для чого на звичайний електродотримач кріпиться кільцева насадка, черіз яку до місця різа подається стиснене повітря.
Киснево-дугове різання
Киснево-дугове різання застосовують для вуглеводистих і легованих сталей, кольорових металів і чавуну. Від дугового різання цей спосіб відрізняється тим, що на нагрітий до плавлення метал подають струмінь кисню, що інтенсивно окисляє метал і видаляє з розрізу окисли, що утворяться. При згорянні металу й струменю кисню утвориться додаткове тепло, що прискорює процес різання. По чистоті обробки киснево-дугове різання не уступає кисневій, а по продуктивності в ряді випадків перевершує її. Різання ведуть трубчастими металевими, керамічними й звичайними електродами для ручного зварювання. Для стійкого горіння дуги на трубку наносять покриття. Трубчасті електроди використовують для різання профільного прокату, пакетного різання й вирізки отворів у сталевих конструкціях товщиною до 100 мм. Для різання кінець електрода при включеному джерелі харчування обпираються на поверхню, що розріжеться під кутом 80—85° до неї. козирок, що утвориться на кінці електрода, з покриття забезпечує необхідну для різання довжину дуги.
При різанні звичайними електродами з покриттям до електродотримача для ручного зварювання приєднують спеціальну приставку, за допомогою якої подається струмлячи ріжучого кисню.
Плазмене різання
Сутність процесу полягає у використанні як джерело нагрівання металу стовпа, що розріжеться, стислої електричної дуги, що обдувається газом. У різультаті обдува внутрішня поверхня стовпа газу, що стикається з дугою, нагрівається й іонізується, тобто розпадається на позитивно й негативно заряджені частки й перетворюється в потік плазми з високою щільністю енергії й температурою порядку 15 000°С.Стисла дуга інтенсивно розплавляє метал, що розріжеться по лінії різа.
Процес плазмоутворення може вестися по двох схемах:
• плазменною дугою прямої дії, порушуваної між електродом і виробом, що включено в електричне коло;
• плазменним струменем, тобто дугою непрямої дії, порушуваної між двома електродами, а виріб в електричне коло не включено.
Перша схема більше продуктивна й тому набагато частіше при міняється, чим друга, котра використовується в основному для плазменного напилювання покриттів. Розділове плазменне різання виробляється на постійному струмі прямої полярності. Поверхневе плазменне різання застосовується рідко.
З економічної точки зору, різання плазменною дугою доцільні для обробки вуглеводних і легованих сталей товщиною до 50 мм, міді товщиною до 80 мм, алюмінію і його сплавів товщиною до 120 мм, чавуну - до 90 мм.
Плазмоутворрючі гази. Для реалізації плазменного різання використовують різні плазмоутворюючі гази: активні (кисень, повітря) і неактивні (аргон, азот, водень і ін.).
Теплофізичні й хіміко-металургійні властивості робочих газів істотно впливають на якість і швидкість різання.
Вибір плазмоутворрючого середовища виробляється залежно від властивостей і товщини металів, що розріжуться, призначення й умов різання. Так, активні плазмоутворрючі гази (киснезмістовні суміші) застосовуються переважно для різання чорних металів, а неактивні гази і їхньої суміші — для різання кольорових металів і їхніх сплавів.
Устаткування. Для плазменного різання, як і для кисневого, використовують стаціонарні й переносні машини, а також напівавтоматичні установки для мащинного й ручного різання.
Стаціонарні машини застосовуються для різання листового прокату більших розмірів. Переносні машини й напівавтомати доцільно використовувати для різання листового прокату прямолінійної й криволінійної форми із чорних і кольорових металів.
Комплекти апаратури КДП-1 і КДП-2 для ручного плазменного різання призначаються для різання алюмінію, міді й високолегованих сталей товщиною до 30—60 мм.
Комплект КДП-1 має різак РДП-1 з водяним охолодженням, призначений для різання алюмінію товщиною до 80 мм, нержавіючої сталі — до 60 мм і міді — до 40 мм. Як газ використовуються аргон, азот і водень. КДП-2 допускає різання алюмінію товщиною до 50 мм, стали — до 40 мм і міді — до 20 мм. Різак цього комплекту РДП-2 має повітряне охолодження й може бути використаний на монтажних роботах при будь-яких температурах. КДП-1 і КДП-2 варто укомплектовувати на час виконання робіт з різання прийнятними зварювальними випрямлячами й перетворювачами. При цьому необхідно мати на увазі, що чинними правилами техніки безпеки для ручний плазменной різання дозволена максимальна величина напруги холостого ходу джерела харчування 180 У.
Для машинного різання застосовують установки марок АПР-402, АПР- 404, УВПР «Київ», Опр-Б і др. Установка АПР-402 може робити різання чорних і кольорових металів і їхніх сплавів товщиною до 160 мм. Вона призначена для комплектування стаціонарних машин термічного різання й забезпечує розкрій листового матеріалу, різання труб і круглого прокату.
Установка УВПР «Київ» призначена для різання металу товщиною до 60 мм (по алюмінію). Вона складається із блоку живлення, шафи керування й плазмотрона ВПР-9 з вихровою системою стабілізації дуги. Плазмоутворрючий газ — повітря. Установка використовується для комплектовки машин портального й портально-консольного типів.
Плазмотрони. Основним ріжучим інструментом при плазменному різанні є плазмотрон. Існує велика розмаїтість типів і конструкцій плазмотронів.
Найбільше поширення одержали плазмотрони постійного струму з газовою стабілізацією дуги й зі стрижневими електродами — Катодами, що переважно не плавляться.
Матеріалом катода при повітряно-дуговому різанні служить лантанірований вольфрам або цирконій, запресований у мідну вставку.
Стабільність горіння плазменної дуги, як основної, так і чергової, залежить від витрати газу. Ця величина повинна бути оптимальної.
При недостатній витраті (тиску) газу при горінні основної дуги він весь іонізується в об'ємі каналу сопла. Тому що ні «холодної» діелектричного прошарку плазмоутворюючого газу, то відбувається перекидання основної дуги на сопло (ефект подвійного дугоутворення). Це приводить до руйнування сопла й зупинці процесу різання.
При великій витраті газу він не встигає іонізуватися усередині сопла, плазма не утвориться, дуга гасне.
Для іонізації аргону потрібна напруга до 100 У, азоту — 150—160 У, повітря — 300 У. Цим положенням необхідно керуватися при виборі джерела струму. Для плазменного різання краще використовувати джерела постійного струму із твердою характеристикою. Для різання на азоті можна використовувати випрямляч ВПР-401 з напругою холостого ходу 180 У, для різання на повітрі — ВПР-402М, ВПР-602 з напругою холостого ходу 300 У.
Для різання на аргоні звичайно застосовуються два джерела постійного струму, з'єднаних за паралельною схемою.
При різанні необхідно підтримувати постійним відстань між торцем сопла плазмотрона й поверхнею листа, що дозволяється. 'Звичайно ця відстань становить 3—15 мм. Припинення різа здійснюється автоматично розривом дугового стовпа при сході плаз-мотрона з листа.
Швидкість різання задається технологічними режимами, що рекомендуються (табл. 17.4-17.6) - залежно від матеріалу, що розріжеться, його товщини й сили струму.
При швидкості різання менше оптимальної різ стає ширше внизу, а при швидкості більше оптимальної — різ звужується. Мінімальна різниця в ширині різа між його верхніми й нижніми ділянками досягається при швидкості різання, близької до оптимального.
Режими різання й склад плазмоутворюючих газів визначаються маркою металу, що розріжеться, вимогами, пропонованими до якості різа, і використовуваним устаткуванням.
Ручне різання виконується по розмітці або направляючої, а машинне різання - по шаблонах, фотокопірам і програмам контурного керування.
При виборі режиму різання необхідно враховувати, що зі збільшенням сили струму й витрати повітря знижується ресурс роботи електрода й сопла плазмотрона. Необхідно завжди прагнути до роботи на мінімальному струмі, що забезпечує задану продуктивність.
Плазменне різання низковуглеводних сталей робиться переважно із застосуванням повітряно-плазменних методів. Цей процес раціональний для ручного різання сталі товщиною до 40 мм і машинного різання листів товщиною до 50-60 мм.
Орієнтовні режими машинного різання низковуглеводистої сталі з використанням установки типів «Київ» і АПР наведені в табл. 17.4.
Таблиця 17.4
Орієнтовні режими воздушно-плазменной різання низкоуглеродистой стали*
| Сила струму дуги,А | Швидкість різання стали (м/хв) при товщині листа, мм | |||||
| 10 | 20 | 30 | 40 | 50 | 60 | |
| 200 | 1,9 | 0,9 | — | — | ||
| 300 | 3,1 | 1,6 | 0,9 | 0,5 | ||
| 400 | 3,7 | 2,4 | 1,5 | 0,7 | 0,5 | 0,4 |
* Діаметр сопла 3,0 мм при різанні стали товщиною до 30 мм, 4,0 мм при різанні сталі товщиною більше 30 мм; витрата повітря 6 мУч.
Різання високолегованих сталей. Плазменне різання раціонально використовувати для обробки легованих сталей товщиною менш 100 мм. При більшій товщині металу звичайно використовують киснево-флюсове різання.
Найбільше застосування при машинному різанні корозійно-стійких сталей одержало повітряно-плазменне різання. Стиснене повітря використовується для різання товщин до 50-60 мм. Для ручного різання цих же товщин може бути використаний чистий азот, а для машинного різання товщин більше 50-60 мм - суміші азоту з воднем або киснем. Зразкові дані про повітряно-плазменного різання високолегованих сталей наведені в табл. 17.5.
Таблиця 17.5
Зразкові режими воздушно-плазменной машинного різання коррозионно-стійких сталей
| Товщина металу, що розріжеться, мм | Діаметр сопла, мм | Сила струму, А | Витрата повітря, мУч | Напруга, В„ | Швидкість,, м/хв |
| 5-15 | 2 | 250-300 | 2,4-3,0 | 140-160 | 5,5-2,6 |
| 16-30 | 3 | 250-300 | 2,4-3,0 | 160-180 | 2,2-1,0 |
| 31-50 | 3,-,:л | 250-300 | 2,4-3,0 | 170-190 | 1,0-0,3 |
* Дані наведені для установки «Київ».
Різання алюмінієвих сплавів. Плазменне різання застосовується для обробки листів з алюмінієвих сплавів товщиною до 200 мм. Різання алюмінієвих сплавів товщиною 5—20 мм можна виконувати з використанням азоту або повітря в якості плазмоутворюючого газу. При обмежених вимогах по якості й деякому зниженні продуктивності варто застосовувати повітря замість азоту. При цьому діапазон розріджуваних товщин може бути розширений у три рази.
Різання алюмінієвих сплавів товщиною від 20 до 100 мм доцільно виконувати в азотно-водневих сумішах зі змістом 65— 68 % азоту й 32—35 % водню. У цьому випадку більший зміст водню приводить до насичення поверхні різа воднем.
Орієнтовні режими машинної повітряно-плазменного різання алюмінієвих сплавів наведені в табл. 17.6.
Таблиця 17.6
Орієнтовні режими повітряно-плазменного різання алюмінієвих сплавів*
| Струм дуги, А | Швидкість різання алюмінію (м/хв) при товщині листа, мм | ||||||
| 10 | 20 | зо | 40 | 50 | 60 | 70 | |
| 200 | 3,0 | 1,6 | 0,8 | — | — | — | — |
| 300 | 5,3 | 2,9 | 1,8 | 1,3 | 0,8 | 0,6 | — |
| 400 | 11,1 | 4,0 | 2,5 | 1,6 | 0,9 | 0.7 | 0.6 |
* Дані наведені для установки типу АПР-404.
5. ВПРОВАДЖЕННЯ ЕНЕРГОЗБЕРІГАЮЧИХ ТЕХНОЛОГІЙ
Без зварювання неможливо собі уявити розвиток техніки, будівництва та промисловості. Успіхи в галузі автоматизації та механізації зварювальних робіт дали можливість докорінно змінити технологію будівництва та виготовлення важливих об'єктів з метою економії затрати матеріалів та електроенергії.
Зварювання від робітника вимагає засвоєння спеціальних знань. Він повинен освоїти передові методи роботи, прагнути раціоналізувати процеси зварювання, проявляти ініціативу й винахідливість, шукати нові шляхи підвищення продуктивності праці, поліпшення якості виробів, збільшення випуску продукції за одиницю часу, економії матеріалів та зниження собівартості зварних виробів. Продуктивність праці зварювальника може бути підвищена завдяки організаційним і технічним заходам.
У ряді випадків у використанні зварювання є принципово важливим напрямом автоматизація і механізація процесу. Для газового зварювання в її сучасному стані цей шлях хоча і можливий, але не знаходить широкого використання у зв'язку із заміною газового зварювання іншими процесами в масовому виробництві, в яких виправдовується використання спеціалізованих автоматів.
При індивідуальних і дрібносерійних роботах використовування спеціалізованих автоматів нераціональне, тому слід розглянути шляхи можливого підвищення продуктивності ручного газового зварювання, що використовуються зварювачами-передовиками.
При ручному зварюванні можливе використання великих потужностей полум'я, чим користуються звичайно. Проте це вимагає високої кваліфікації зварювачів і приводить до підвищення продуктивності праці приблизно на 20% при збільшенні потужності полум'я близько 50%. Питання про раціональність використання цього методу повинне розв'язуватися в кожному окремому випадку.
Використання жорсткого полум'я (тобто полум'я з підвищеними швидкостями викиду горючої суміші з пальників) приводить до більшої концентрації нагріву і тим самим до збільшення продуктивності зварювання. При цьому швидкість викиду в універсальних пальниках може бути гранично збільшена на 20—30% від нормальних швидкостей викиду. Зварювання жорстким полум'ям ще більш важке, ніж зварювання полум'ям підвищеної потужності, у зв'язку з посиленим видуванням металу із зварювальної ванни.
Більш ефективним є використання «активованого» полум'я, тобто полум'я з дещо підвищеною кількістю кисню. При цьому одночасно з підвищенням ефективності прогрівання і розплавлення відбуватиметься і окислення розплавленого металу. Для розкислювання рідкого металу необхідно у ванну вводити достатню кількість розкислювачів (при зварюванні вуглецевих сталей звичне Бі і Мп), які, як правило, вводяться ~ з присадним металом (наприклад, для сталі застосовується присадний дріт із вмістом Б і 0,5—0,8% і Мп 0,8—1%). Добиваючись підвищення продуктивності зварювання, слід враховувати збільшення вартості присадного металу.
Поширеними формами підвищення продуктивності газового зварювання є також використовування місцевого або загального попереднього підігріву перед зварюванням із застосуванням дешевого палива (печі на коксівному газі, сурми і ін.). Ці методи особливо ефективні при масовому виробництві або зварюванні браку литих - деталей.
Деякі зварювачі при зварюванні дрібних деталей, вміло розташовуючи їх на зварювальному (поворотному) столі, використовують для попереднього підігріву тепло відходів газів полум'я, що підігрівають наступну деталь при зварюванні попередньої. Це приводить до підвищення продуктивності зварювання на 20-40% без якого-небудь збільшення витрати матеріалів.
Раціональні методи підвищення економічності газового зварювання повинні вишукуватися у кожному окремому випадку її використання.
6. ОХОРОНА ПРАЦІ І ТЕХНІКА БЕЗПЕКИ ПРИ ПРОВЕДЕННІ ЗВАРЮВАЛЬНИХ І РІЗАЛЬНИХ РОБІТ 6.1 Безпека праці при дуговому зварюванні
Основні небезпеки та шкідливості, що призводять до виробничих травм при зварюванні:
ураження електричним струмом при електрозварювальних роботах;
ураження зору та відкритої поверхні шкіри випромінюванням електричної дуги;
отруєння організму шкідливими газами, пилом та випарами, що виділяються при зварюванні;
травхми від вибухів балонів стиснутого газу, ацетиленових генераторів і посудин з-під горючих речовин;
пожежна небезпека та опіки;
механічні травми при заготівельних і складально-зварювальних операціях;
небезпека радіаційного враження при контролі зварних з'єднань радіаційними методами.
Електробезпека. Враження електричним струмом відбувається при дотику до струмоведучих частин електропроводки та зварювальної апаратури, що застосовується для дугового контактного та променевого видів зварювання. Струми, що проходять через тіло людини, більші ніж 0,05 А (при частоті 50 Гц), можуть викликати важкі наслідки й навіть смерть (>0,1 А). Опір людського організму залежно від його стану (втомленість, вологість шкіри, стан здоров'я) змінюється в широких межах від 1000 до 20 000 Ом. Напруга холостого ходу джерел живлення нормальної дуги досягає 90 В, а обтиснутої дуги - 200 В. Тому при поганому самопочутті зварника через нього може пройти струм, близький до граничного, - 0,09 А.
Електробезпека забезпечується:
виконанням вимог електробезпеки електрозварювального обладнання, надійною ізоляцією, застосуванням захисних огорож, автоблокуванням, заземленням електрообладнання та його елементів, обмеженням напруги холостого ходу джерел живлення (генератори постійного струму до 90 В, трансформатори до 75 В). Довжина проводів між мережею живлення і пересувним зварювальним агрегатом не повинна перевищувати 15 м. При роботі в утруднених умовах або в закритих посудинах зварювальна установка повинна мати блокуючий пристрій для автоматичного вимкнення зварювального кола або зниження напруги при обриві дуги до 12 В. При зварюванні на змінному струмі можна використовувати пристрій для зниження вторинної напруги джерела живлення типу БСНТ-4. Корпуси зварювальних апаратів, каркаси розподільних щитів і шаф необхідно заземлювати мідним проводом перерізом не менше 6мм2 чи сталевим перерізом не менше 12 мм2.Температура нагріву окремих частин зварювального агрегату не повинна перевищувати 75° С;
індивідуальними засобами захисту (робота в сухому та міцному спецодязі та рукавицях, у черевиках без металевих шпильок та гвіздків);
додержанням умов роботи (припинення роботи під час дощу та сильного снігопаду, коли немає укриття; користування гумовим килимком, гумовим шоломом та калошами при роботі всередині місткості, а також переносною лампою напругою не більше 12 В; ремонт електрозварювального обладнання та апаратури спеціалістами- електриками).
Захист зору та відкритої поверхні шкіри. Електрична зварювальна дуга створює три види випромінювання: світлове, ультрафіолетове, інфрачервоне.
Світлові промені засліплюють, бо їх яскравість значно перевищує допустимі норми. Ультрафіолетове випромінювання навіть при захворювання. Особливу увагу слід звертати на концентрацію марганцю, бо його наявність в повітрі більше 0,3 мг/'м3 може викликати важкі захворювання нервової системи.
Найшкідливішим є зварювання покритими електродами, а при автоматичних методах зварювання кількість шкідливих виділень значно менша.
Основними заходами, спрямованими на захист від отруєння шкідливими виділеннями при зварюванні та поліпшення умов праці, є: застосування місцевої та загальнообмінної вентиляції; механізація та автоматизація зварювальних процесів; заміна шкідливих процесів і матеріалів менш шкідливими (наприклад, заміна електродів з кислим покриттям з великим вмістом оксиду марганцю на рутилові);
застосування ізолюючих та захисних пристроїв;
в особливо небезпечних випадках використання індивідуальних засобів захисту (респіратори з хімічним шоломом, протигази).
Пожежна безпека. Причинами пожежі при зварювальних роботах можуть бути іскри та краплі розплавленого металу та шлаку, необережне поводження з полум'ям пальника при наявності горючих матеріалів поблизу робочого місця зварника. Небезпеку пожежі особливо слід враховувати на будівельно-монтажних майданчиках і при ремонтних роботах у непристосованих для зварювання приміщеннях.
Основні вимоги пожежної безпеки викладено в "Правилах пожежної безпеки при проведенні зварювальних та інших вогневих робіт на об'єктах народного господарства". Місця, де виконується зварювання, мають бути оснащені вогнегасниками, ящиками з піском, лопатами та совками, бочками чи відрами з водою. Дерев'яні конструкції, розташовані ближче 5 м від зварювальних постів, обштукатурюють або оббивають листовим азбестом чи листовою сталлю по повсті, змоченій в глинистому розчині. В зоні попадання бризок металу та іскор не має бути займистих предметів. Легкозаймисті та вибухонебезпечні матеріали мають бути на відстані не менш як ЗО м від місця зварювання. Дерев'яні підлоги, настили, помости при потребі захищають від іскор і крапель розплавленого металу та шлаку листами азбесту чи заліза. Зварників забезпечують спецодягом, взуттям, рукавицями та головним убором.
Для забезпечення вибухобезпеки зварювальні роботи в місткостях з-під горючих продуктів виконують лише після їх ретельної очистки від залишків продуктів і дво-, трикратного промивання гарячим 10 %-ним розчином лугу з наступним продуванням парою чи повітрям. Газопроводи можна ремонтувати тільки після їх ретельного продування.
Травми (удари, порізи) бувають при заготівельних і складально- зварювальних операціях. Такі травми спричинюються недодержанням техніки безпеки під час роботи на металорізальному обладнанні при заготівельних операціях, відсутністю пристроїв для транспортування і складання важких деталей; несправністю транспортних засобів - візків, ланцюгів, тросів, захоплювачів, недотриманням персоналом основних правил з такелажних робіт; несправністю інструменту - кувалд, молотків, зубил, ключів і т. ін.
Основними заходами зі зниження травматизму є продумані з точки зору безпеки робіт технологія заготівлі, складання та зварювання, правильне оснащення робочих місць та додержання персоналом основних правил з техніки безпеки.
6.2 Вимоги безпеки праці при газозварюванні та різанніОсновними джерелами небезпеки при газовому зварюванні є: вибухи ацетиленових генераторів від зворотних ударів полум'я, коли не спрацьовує водяний затвор;
вибухи кисневих балонів у момент їх відкривання, якщо на штуцері
балона чи на клапані редуктора є масло;
небезпека пожежі в приміщенні, займання волосся та одягу, опіки зварника при необережному поводженні з пальником;
опіки очей у разі, коли зварники не користуються світлофільтрами; отруєння шкідливими газами, що накопичилися, коли немає припливно-витяжної вентиляції в приміщеннях.
Безпечна робота при газовому зварюванні і різанні можлива лише при правильному поводженні з матеріалами, обладнанням та апаратурою згідно з "Правилами техніки безпеки та виробничої санітарії при виробництві ацетилену, кисню та газополуменевій обробці металів". До виконання газозварювальних і газорізальних робіт допускаються робітники не молодше 18 років, які пройшли спеціальне навчання з перевіркою знань безпечної роботи.
Забороняється працювати без водяного затвора чи при несправному водяному затворі; не можна до одного водяного затвора приєднувати кілька пальників або різаків.
Потрібно строго додержуватися правил поводження та догляду за ацетиленовими генераторами згідно з інструкцією з експлуатації.
Треба бути обережним при роботі з карбідом кальцію: зберігати його в сухих, добре провітрюваних, вогнестійких приміщеннях; на місці виконання робіт зберігати карбід кальцію в непошкоджених барабанах із щільно закритою кришкою; розкривати барабани з карбідом кальцію слід лише спеціальним інструментом, що запобігає можливості утворення іскор; треба захищати барабани від поштовхів і ударів.
Слід захищати кисневі балони від поштовхів і ударів при транспортуванні та зберіганні. Для забезпечення вибухобезпеки транспортувати балони дозволяється на ресорних транспортних засобах, спеціальних ручних візках і носилках, у спеціальних контейнерах. Балони слід надійно кріпити у вертикальному положенні на значній відстані від нагрівальних приладів, у захищеному від дії сонячних променів місці. Сумісне зберігання балонів з горючими газами та киснем не допускається.
Експлуатація брудних, із вм'ятинами та подряпинами, несвоєчасно випробуваних балонів не допускається. Особливо слід звертати увагу на відсутність масла чи бруду на штуцері вентиля кисневих балонів.
Під час газополуменевої обробки зварники повинні працювати в спецодязі, рукавицях і захисних окулярах із стеклами Г-1, Г-2, Г-3, а допоміжні робітники - в окулярах із стеклами В-1, В-2, В-3. Зі збільшенням потужності полум'я треба застосовувати скло з більшим номером, якнайтемніше.
При виконанні газополуменевих робіт всередині відсіків, ям та резервуарів, де можливі накопичення шкідливих газів, мають працювати переносні припливно-витяжні вентилятори.
До виконання робіт з рідким пальним можуть допускатися лише спеціально навчені робітники, що мають відповідні посвідчення. Застосування рідкого пального на стапельних роботах і в закритих приміщеннях (котли, цистерни та ін.) забороняється. Неприпустиме застосування етилованого бензину та бензину з великим октановим числом. При роботі на рідкому пальному можна користуватися лише бензомаслостійкими шлангами згідно з ГОСТ 9356-75 із внутрішнім діаметром 6 мм та довжиною не менше 5 м.
6.3 Надання першої медичної допомоги при нещасних випадкахУ всіх нещасних випадках перш за все треба викликати швидку допомогу, після чого негайно приступити до подавання допомоги власноручно.
Допомога неспеціалістів у галузі медицини обмежується зупинкою кровотечі, перев'язкою рани чи опіку, штучним диханням, накладанням нерухомої пов'язки при переломі, переносом і перевезенням потерпілого. В аптечці першої допомоги на ділянці чи в бригаді мають бути: розчин йоду спиртовий, бинти, вата, розчин борної кислоти, цинкові краплі, піпетки для очей, нашатирний спирт, сода, марганцевокислий калій, ефірно- валеріанові краплі, складні фанерні шини, подушка з киснем або карбогеном.
При враженні електричним струмом треба звільнити потерпілого від електропроводів (з додержанням техніки безпеки), забезпечити доступ свіжого повітря, при втраті свідомості негайно викликати швидку медичну допомогу, а до прибуття лікаря робити штучне дихання.
При електроофтальмії на очі необхідно покласти вату, змочену в холодній воді, а краще в слабому розчині питної соди чи в 2 %-ному розчині борної кислоти, а потерпілого бажано перевести в темне приміщення.
При загорянні на людині одягу треба накинути на неї будь-яку річ - брезент, мішок, ковдру і притиснути до тіла, а при наявності води - облити її водою. Якщо людина знепритомніла, треба винести її на свіже повітря. При тяжких опіках обережно зняти одяг і взуття (краще розрізати їх), обпалене місце змазати, покрити стерильним матеріалом, накласти вату і перев'язати. Опіки хімічними речовинами змочують водою протягом 10-15 хв. При опіках кислотою роблять примочки з содового розчину, лугом - з розчину борної кислоти чи слабкого розчину оцту.
При отруєнні газами треба перш за все винести потерпілого на свіже повітря, розстібнути одяг. Дати понюхати нашатирний спирт, розтерти шкіру, зігріти, коли холодно, зробити штучне дихання, дати подихати киснем (особливо при отруєнні СО).
У разі перегріву при роботі влітку на відкритому повітрі (тепловий удар) потерпілого слід перенести в прохолодне місце, зняти одяг, змочити голову і ділянку серця холодною водою, дати понюхати нашатирний спирт. При зупинці дихання зробити штучне дихання; коли потерпілий опритомніє, дати йому випити води із сіллю.
ВИСНОВКИ
Значення зварювального виробництва в машинобудуванні дуже велике - зараз важко назвати народного господарства, де не використовувався б той чи інший вид зварювання.
Із застосуванням зварювання стало можливим створення таких конструкцій і апаратів, які практично неможливо було виготовити іншими способами. Зварювання внесло докорінні зміни в конструкцію і технологію виготовлення багатьох виробів.
Зварювання значно знижує трудомісткість, оскільки потребує меншого об'єму робіт, ніж при клепанні або литті. Виключаються такі роботи, як розмітка, свердління отворів, складна формовка та ін. Особливо відчутне зниження трудомісткості при виготовленні крупно габаритних виробів: при заміні литих корпусів і станин зварнолитими, а штампованих виробів складної форми штампозварювальними знижує вартість виготовлення багатьох виробів.
Сучасний агропромисловий комплекс насичений складною технікою, його механо- і енергооснащеність постійно підвищуються. Підтримка техніки в справному стані являє собою важливе завдання, у рішенні якої зварювання займає провідне місце серед інших технологічних процесів.
ЛІТЕРАТУРА
1. Сапиро Л.С. Справочник сварщика: пособие для сварщиков, мастеров, технологов. М.: Машиностроение, 1984.
2. Шебеко Л.П. Производственное обучение электросварщиков. М.: Машиностроение, 1990.
3. Никифоров Н.И. Справочник молодого газосварщика и электросварщика. М.: Высшая школа, 1987.
4. Руге Ю. Техника сварки. М.: Машиностроение, 1989.
5. Геворкян В.Г. Основы сварочного дела. М.: Высшая школа, 1991.
6. Биховський О.Г., Піньковський I.В. Довідник зварника. К.: Техніка, 2002.
7. Шинкарев Б.Н. Электро- и газосварочные работы. М.: Металлургия, 1986.
8. Кигаев А.М., Китаев Я.Н. Справочная книга сварщика. М.: Машиностроение, 1982.
Похожие работы
... – це процес зварювання з додаванням флюсу. В процесі зварювання електродний дріт автоматично подається в зону зварювання і флюс одночасно також подається до виробу із спеціального бункера. При автоматичному зварюванні під флюсом головні робочі рухи – подача електрода в зону його плавлення і взаємного переміщення дуги і виробу – механізовані. Крім цього багато апаратів для зварювання під флюсом ...
... а все обладнання кабіни - надійно заземлене. Пересувні пости використовують при зварюванні великих виробів безпосередньо на виробничих ділянках. Розділ 2.Основна частина 2.1 Опис технологічного процесу ручного дугового зварювання В основі будь-якого промислового виробництва лежить технологічний процес, який є частиною виробничого процесу. Виробничий процес – це сукупність технологічних ...
... - ця зварювання нагадує зварювання штучними електродами, тому що склад шихти може бути підібраний аналогічно обмазці електродів і дозволяє не тільки захищати розплавлений метал, але і легувати його, що практично неможливо при зварюванні під флюсом і в захисних газах. 2.1.1 Технологія зварювання вугільними і графітовим електродом Вугільні електроди складаються з аморфного електротехнічного вугі ...

... ів на установці ЭМР-100 у режимі дифракції на відображення з поверхні тертя при напрузі, яка з ковзає , 100 кв. 2.3 Математична модель процесів тертя й зношування покрити по пружно - пластичній основі На підставі [12-21] простір існування властивостей детонаційно-газових покриттів можна описати, як: Ω (Rфм Rмф Rфт Rі) З обліком першого обмеження: Ω Ψ де Ψ - простір ...
0 комментариев