Навигация
Технічні характеристики плазмотронів для зварювання
60508
знаков
14
таблиц
2
изображения
6.30. Технічні характеристики плазмотронів для зварювання
| Тип плазмот - рона | Максимальний зварювальний струм. А, полярності | Товщина зварювального металу, мм | Максимальна витрата, л/год | Маса, кг | ||
| прямої | зворотної | газів (сумарна) | Охолоджучої води | |||
| ПРС-0201 | 60 | 20 | 0,05—1,5 | 6,6 | 2,0 | 0,1 |
| ПРС-0401 | 100 | 40 | 0,1—2,5 | 6,6 | 2,0 | 0,3 |
| ПРС-0301 | 315 | — | 2—6 | 17 | 4,0 | 1,0 |
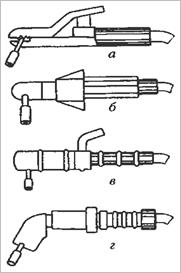
Для аргонодугового зварювання застосовується пальник постійного струму прямої полярності від 4 до 80 А.
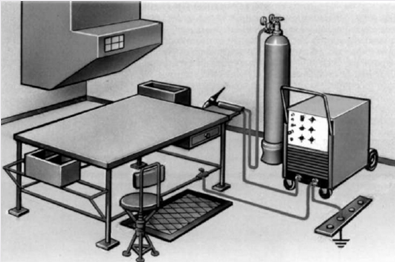
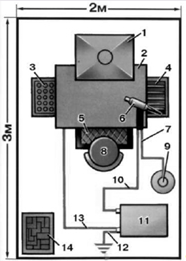
Установка УПС-501 для автоматичного плазмового зварювання складається з самохідного візка, який пересувається по напрямній балці, блока газової апаратури, спільного блока керування, скомпонованого з джерелом живлення типу ВДУ-504-1. До комплекту установки входять також плазмотрони на 300 та 500 А. Крім робочого режиму, установка дає змогу виконувати різноманітні маніпуляції у налагоджувальному режимі. Надійне запалювання дуги забезпечується підвищеною витратою плазмоутворюючого газу при збудженні чергової дуги. Після запалювання основної дуги витрата газу автоматично знижується до робочої. Регулювання сили струму здійснюється плавно, починаючи зі 100 А. Для виключення можливості запуску установки без водяного охолодження служить реле водяного потоку. Рухатися зварювальна дуга може зі швидкістю 5—100 км/год, швидкість регулюється потенціометром з пульта керування та переставлянням шестірень. Рух реверсивний. Передбачено також регулювання швидкості та кута подачі дроту й переміщення плазмотрона по вертикалі та впоперек шва. Під час налагоджувальних операцій є можливість регулювання й контролю витрати плазмоутворюючого та захисного газу, а також швидкості переміщення візка й швидкості подачі дроту.
3. НАЛАГОДЖУВАННЯ, ЕКСПЛУАТАЦІЯ ТА РЕМОНТ УСТАТКУВАННЯ ДЛЯ ПЛАЗМОВОГО ЗВАРЮВАННЯ
Після довгочасного простою налагоджування починають з перевірки опору ізоляції по відношенню до корпуса (не нижче, ніж 1,0 МОм для первинного контуру і 0,5 МОм — для вторинного) та надійності заземлення.
Рукоятку автоматичного вимикача, що знаходиться на задній стінці шафи керування (установка УПС-301), переводять у положення "Ввімкнено". Потім вибирають положення перемикача (І або II) діапазонів зварювальних струмів. Кнопкою "Перевірка газу" на лицьовій панелі переносного блока та за допомогою ротаметрів установлюється потрібна витрата плазмоутворюючого й захисного газів.
Резистором регулювання струму на панелі переносного пульта задається потрібний струм. Після цього в плазмотрон установлюють електрод за калібром.
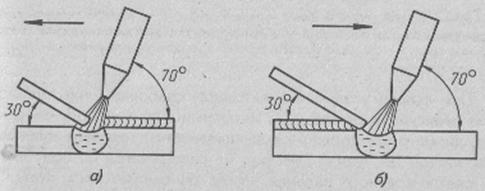
Зварювальний цикл установки УПС-301 починається після ввімкнення кнопки "Пуск" на плазмотроні або педальної кнопки, якщо перед цим у пальник подано гарячу воду, а у джерелі живлення працює вентилятор. Натискати на кнопку "Пуск" можна, якщо між виробом і плазмотроном не менш як 50 мм. Після натиску на кнопку "Пуск" починається подача газу і через 3 с з сопла має з'явитися видима частина чергової дуги. Після підведення плазмотрона до виробу на відстань 5—10 мм від зрізу сопла до поверхні виробу (при натисненій на плазмотроні кнопці) не пізніше ніж через 3 с має збудитися основна дуга. Якщо з будь-якої причини дуга не збудилася, то через 9 с при натисненій кнопці на ручці плазмотрона цикл запалювання автоматично повториться. Зварювання слід проводити при плавному переміщенні пальника. Після закінчення зварки кнопку на плазмотроні відпускають, зварювальний струм при цьому плавно зменшується. Зварювальний шов захищається від окислення затримкою пальника на 1—10 с над місцем зварки після обриву дуги. Сила зварювального струму контролюється амперметрами на блоці керування силовими тиристорами. Регулювання струму у безперервному режимі роботи та амплітуди імпульсів у імпульсному точковому режимі здійснюється регулятором на переносному блоці. Сила струму паузи в імпульсному й точковому режимах регулюється регулятором на блоці керування циклом зварювання.
Роботу джерела живлення перевіряють лише під навантаженням баластних реостатів типу РБ-300 при вимкненому осциляторі за допомогою низьковольтних осцилографів типу С1-4 або С1-9. На початку роботи на установці УПС-501 настроюються потрібні швидкості зварювання та подачі електродного дроту, витрата плазмоутворюючого й захисного газів, час нагріву виробу та заварювання кратера, сила зварювального струму. Після перемикання тумблера з положення "Налагоджування" у положення "Автоматичне зварювання" регулюється положення плазмотрона відносно виробу вздовж та упоперек стику, відстань від плазмотрона до виробу повинен бути в межах 18—20 мм. Закінчивши підготовку, натискують на кнопку "Пуск". Відпускають цю кнопку лише після збудження плазмової дуги. Після прогрівання виробу включають механізм руху візка і виконується зварювання. Для закінчення зварювання натискують на кнопку "Заварювання кратера". Пальник при цьому зупиняється, а зварювальний струм падає до нуля. Прилади, розташовані на пульті керування, дозволяють контролювати основні параметри режиму зварювання.
Найбільш поширені несправності установки УСП-301 та способи їх усунення наведено в табл. 6.31.
Похожие работы
... – це процес зварювання з додаванням флюсу. В процесі зварювання електродний дріт автоматично подається в зону зварювання і флюс одночасно також подається до виробу із спеціального бункера. При автоматичному зварюванні під флюсом головні робочі рухи – подача електрода в зону його плавлення і взаємного переміщення дуги і виробу – механізовані. Крім цього багато апаратів для зварювання під флюсом ...
... а все обладнання кабіни - надійно заземлене. Пересувні пости використовують при зварюванні великих виробів безпосередньо на виробничих ділянках. Розділ 2.Основна частина 2.1 Опис технологічного процесу ручного дугового зварювання В основі будь-якого промислового виробництва лежить технологічний процес, який є частиною виробничого процесу. Виробничий процес – це сукупність технологічних ...
... - ця зварювання нагадує зварювання штучними електродами, тому що склад шихти може бути підібраний аналогічно обмазці електродів і дозволяє не тільки захищати розплавлений метал, але і легувати його, що практично неможливо при зварюванні під флюсом і в захисних газах. 2.1.1 Технологія зварювання вугільними і графітовим електродом Вугільні електроди складаються з аморфного електротехнічного вугі ...

... ів на установці ЭМР-100 у режимі дифракції на відображення з поверхні тертя при напрузі, яка з ковзає , 100 кв. 2.3 Математична модель процесів тертя й зношування покрити по пружно - пластичній основі На підставі [12-21] простір існування властивостей детонаційно-газових покриттів можна описати, як: Ω (Rфм Rмф Rфт Rі) З обліком першого обмеження: Ω Ψ де Ψ - простір ...
0 комментариев