Навигация
Разработка программного обеспечения
67510
знаков
8
таблиц
5
изображений
2.5 Разработка программного обеспечения
Для осуществления опережения момента искрообразования, экран датчика Холла смещается по направлению, противоположному направлению вращения распредвала. Таким образом, сигнальный импульс будет поступать раньше. А значит, перед подачей выходного сигнала, микроконтроллер должен осуществлять начальное смещение импульса, компенсирующее смещение экрана. Так как экран невозможно установить с идеальной точностью, начальное смещение должно регулироваться. Так же регулировка начального смещения импульса позволяет ограничивать максимальную величину угла опережения зажигания.
Работа механизма опережения зажигания осуществляется уменьшением (увеличением) начального смещения при увеличении (уменьшении) частоты сигнальных импульсов на величину рабочего смещения. Для адаптации устройства к другим моделям двигателей и более точной настройки, величина рабочего смещения должна быть регулируемой. Исходя из этого, к программе предъявляются следующие требования:
1. Определение момента искрообразования, ссылаясь на сигналы датчика Холла.
2. Корректировка угла опережения зажигания в зависимости от частоты входных импульсов по формуле
у = Ти * х В. (2.4)
где Ти – длительность импульса, х – коэффициент умножения Ти, В – рабочее смещение импульса.
3. Возможность изменения констант начального и рабочего смещения импульса без перепрограммирования и отключения микроконтроллера.
4. Сохранение измененных констант в память EEPROM.
Алгоритм программы приведен в чертеже ДП.230101.802.****
При поступлении питания, микроконтроллер загружает программу, а так же переменные х и В в ОЗУ из памяти EEPROM, после чего ожидает входной импульс с датчика Холла, сигнализирующий о запуске двигателя. Обеспечив начальное смещение импульса А, равное Ти * х, и рабочее смещение В, микроконтроллер подает импульс на ключевую схему, обеспечивая тем самым своевременное искрообразование.
Определение изменений частоты вращения двигателя обеспечивается измерением длительности Ти. Величина рабочего смещения импульса В остается неизменной на протяжении всего времени работы устройства. Опережение момента искрообразования достигается путем постоянного вычитания переменной В из начального смещения импульса А, которое изменяется в зависимости от длительности импульсов Ти, а значит и от оборотов двигателя.
При небольших оборотах, длительность импульса Ти, а следовательно значение начального смещения А, велика. Величина рабочего смещения импульса значительно меньше, и вычитание величины В из смещения А даст небольшой угол опережения зажигания.
При высоких оборотах двигателя, длительность импульса Ти уменьшается, уменьшается и значение начального смещения А. Величина В остается неизменной независимо от длительности импульса Ти, следовательно её вычитание из величины А дает гораздо больший угол опережения зажигания.
Применение данного алгоритма позволяет получать своевременное искрообразование в очень широких пределах оборотов двигателя. Значительным плюсом этого алгоритма является плавное, бесступенчатое, изменение угла опережения зажигания.
Текст программы микроконтроллера приведен в Приложении А к дипломному проекту.
2.6 Расчет надежности
На этапе проектирования расчет надежности проводится с учетом применяемых элементов и их типов.
Расчет:
Исходные данные:
Требуемая наработка на отказ Тср = 10000 часов.
Плата является не резервируемой.
Таблица 3. – Интенсивность отказов по типам элементов.
| Элемент | Обозначение | Интенсивность отказа lо*106 1/ч | Количество |
| Печатная плата | lпп | 0,7 | 1 |
| Паянное соединение | lос | 0,01 | 47 |
| Микроконтроллер | lомк | 0,13 | 1 |
| Микросхема | lомкс | 0,2 | 1 |
| Резонатор керамический | lорез | 0,2 | 1 |
| Транзистор высокочастотный | lотр | 1,7 | 1 |
| Диод кремниевый | lод | 1,0 | 1 |
| Резистор | lор | 0,2 | 4 |
| Конденсатор электролитический | lокэ | 2,4 | 2 |
| Конденсатор керамический | lокк | 0,15 | 1 |
| Ключ | lокл | 0,5 | 4 |
l=К*lо*106 (1/ч) (2.5)
lпп=0,7*1*106=0,000007 1/ч.
lос=0,01*47*106=0,0000047 1/ч.
lомк=0,13*1*106=0,0000013 1/ч.
lомкс=0,2*1*106=0,000002 1/ч.
lорез=0,2*1*106=0,000002 1/ч.
lотр=1,7*1*106=0,000017 1/ч.
lод=1,0*1*106=0,00001 1/ч.
lор=0,2*1*106=0,000002 1/ч.
lокэ=2,4*2*106=0,000024 1/ч.
lокк=0,15*1*106=0,0000015 1/ч.
lокл=0,5*4*106=0,000005 1/ч.
Общая интенсивность отказа:
l=lпп+lос+lомк+lомкс+lорез+lотр+lод+lор+lокэ+lокк+lокл (2.6)
l=0,0000765 1/ч.
Среднее время наработки на отказ:
Тср=1/l ч. (2.7)
Тср=1/0,0000765=13072 ч.
Наработка на отказ данного устройства превышает требуемую наработку на треть, что в свою очередь говорит о работоспособности устройства.
3. Организация производства
3.1 Виды конструкторско технологической документации при производстве электронных устройств
При проектировании технологического процесса сборки радиоэлектронной аппаратуры и приборов необходима специальная документация. Выбор документов специального назначения производится в зависимости от типа и вида производства, а также технологических методов изготовления изделия. К основным технологическим документам специального назначения относятся:
1. маршрутная карта;
2. карта технологического процесса;
3. операционная карта;
4. карта типового технологического процесса (КТТП);
5. карта типовой операции и др. (ГОСТ 3.1103 82).
Маршрутная карта (МК) содержит описание маршрута технологического процесса изготовления изделия. Кроме того, дополнительно в нее может входить перечень полного состава технологических операций с указанием данных об оборудовании, технологической оснастке, материальных нормативах и трудовых затрат.
Карта технологического процесса (КТП) содержит операционное описание технологического процесса изготовления изделия в технологической последовательности по всем операциям с указанием переходов, технологических режимов, технологической оснастки, материальных и трудовых затрат.
Карта типового технологического процесса содержит описание типового технологического процесса изготовления изделий.
В операционной карте (ОК) дается описание технологических операций с указанием последовательности выполнения переходов, а также приводятся данные об оснастке, режимах и трудовых затратах.
Ведомость материалов (ВМ) содержит данные о подетальных нормах расходов материала и о заготовках.
Чертеж детали представляет собой документ, в котором дается наглядное изображение детали и приводятся данные, необходимые для изготовления и контроля. Правила выполнения чертежей изделия регламентируются ГОСТ 2.109 – 73.
Сборочный чертеж это документ, в котором дается изображение сборочной единицы и приводятся данные, необходимые для её сборки и контроля. В сборочном чертеже указываются расположение и взаимная связь составных частей, соединяемых по данному чертежу.
Спецификация представляет собой документ, определяющий состав сборочной единицы, комплекса или комплекта. Спецификация (ГОСТ 2.108 68) составляется на отдельных листах на каждую сборочную единицу, комплекс или комплект.
Схема это конструкторский документ, на котором показаны в виде условных изображений или обозначений составные части изделия и связи между ними. При проектировании радиоэлектронной аппаратуры и приборов используется схема электрическая (Э), которая в свою очередь разделяется на следующие типы:
1. структурная – схема, определяющая основные функциональные части изделия, их назначение и взаимосвязь.
2. функциональная – схема, разъясняющая определенные процессы, протекающие в функциональных цепях изделия или изделий в целом.
3. принципиальная (полная) – схема, определяющая полный состав элементов и связей между ними и дающая детальное представление о принципах работы изделия
4. монтажная (схема соединений) – схема, показывающая конструктивное выполнение электрических соединений составных частей изделия и определяющая марки провода, жгута и кабеля, которыми эти соединения осуществляется, а так же места их ввода.
5. подключения – схема, показывающая внешние подключения изделий.
6. общая – схема, определяющая составные части комплекса и соединения их между собой на месте эксплуатации.
7. расположения – схема, определяющая относительное расположение составных частей изделия.
3.2 Маршрутная карта технологического процесса при изготовлении печатной платы
Как уже говорилось, маршрутная карта (МК) содержит описание маршрута технологического процесса изготовления изделия. Кроме того, дополнительно в нее может входить перечень полного состава технологических операций с указанием данных об оборудовании, технологической оснастке, материальных нормативах и трудовых затрат.
Маршрутная карта применяется в мелкосерийном и серийном производстве. Наименование операций в зависимости от степени детализации технологического процесса может быть кратким, состоящим из одного слова, соответствующего характеру операции или полным. Повторяющиеся наименования операций нумеруются по порядку римскими цифрами. При операционном описании технологического процесса операции обозначаются двузначными числами по порядку их выполнения, переходы каждой операции обозначаются также двузначными числами по порядку их выполнения.
Существует несколько основных способов промышленного производства печатных плат:
1. Химический негативный;
2. Химический позитивный;
3. Метод с применением активирующих паст;
4. Электрохимический метод;
5. Метод фрезерования.
Текст маршрутной карты технологического процесса при промышленном мелкосерийном производстве печатной платы системы управления механизмом зажигания методом химического негативного травления приведен в Приложении В к дипломному проекту. Химический негативный метод производства печатной платы является в данном случае оптимальным, так как он не требует наличия дорогостоящего оборудования и затрачивает небольшое количество химических реактивов.
Похожие работы
... значений выходных переменных по требуемому закону. В каждой из этих задач управляющей системе требуется сформировать выходное воздействие, реализация которого компенсирует образовавшуюся ошибку управления. 1 Техническое задание Разработать систему управления механизмом передвижения тележки мостового крюкового крана (мехатронного объекта) с техническими характеристиками: Вариант ...

... Вести учет выполненных работ; · Сохранение информации в базе данных для выбранного клиента; · Печать отчетов о проделанной работе и найденных неисправностях. Диагностический комплекс Мотор-Тестер МТ10 позволяет осуществлять мониторинг следующих параметров: Контролируемые параметры Диапазон Осциллографический канал 1: входное напряжение: ±200 В входное сопротивление: 240 кОм ...
... трапа (но не менее 600 мм); для вертикальных трапов—600 мм. Между площадками и трапами нельзя делать порогов, а также размещать в пределах площадок какие-либо предметы (рымы, органы управления системами, оборудованием), о которые можно споткнуться. Над площадками и маршами наклонных трапов по всей их длине и ширине в пределах высоты двух метров не допускается располагать какое-либо оборудование, ...
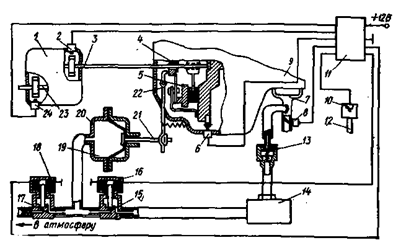
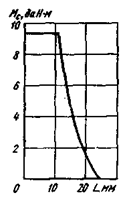
... , а при открытии клапана 17, наоборот, уменьшается. Когда оба клапана закрыты, разрежение в полости 19 остается неизменным. Рисунок 4. Структурная схема микропроцессорной системы управления сцеплением В зависимости от разрежения в полости 19. сервокамеры меняется положение ее штока 21, и соответственно регулируется момент Мс, передаваемый сцеплением. Из рассмотрения зависимости Мс от ...
0 комментариев