Навигация
1.2 Характеристика детали
Подвески тормозных башмаков, имеющие диаметр поперечного сечения в местах наибольшего износа менее 22 мм, а по усиленному сечению в углах гиба менее 26 мм, а также подвески, у которых при дефектоскопировании обнаружены трещины, ремонтировать и ставить на вагон не разрешается; изношенные подвески тормозных башмаков, имеющие диаметр поперечного сечения в местах наибольшего износа не менее 22 мм, а по усиленному сечению в углах гиба не менее 26 мм, допускается восстанавливать наплавкой.
Каждая подвеска тормозного башмака подлежит дефектоскопированию в соответствии с руководящими документами по неразрушающему контролю деталей вагонов; на проушине изогнутой ветви прошедшей контроль подвески должно быть нанесено клеймо; при постановке нового клейма ранее поставленное клеймо необходимо зачистить, при этом маркировка и клеймо завода-изготовителя на проушине прямой ветви должны быть сохранены; дефектоскопирование подвесок, подлежащих ремонту, необходимо производить после их ремонта.
Подвеска тормозного башмака должна изготовляться из полосовой стали или круглого проката стали марки 45 по ГОСТ 1050. σв=600 МПа, твердость 200 НВ.
Таблица 1 – Химический состав стали 45
| Химический элемент | % |
| Кремний (Si) | 0,17 – 0,37 |
| Медь (Cu), не более | 0,25 |
| Мышьяк (As), не более | 0,08 |
| Марганец (Mn) | 0,50 – 0,80 |
| Никель (Ni), не более | 0,25 |
| Фосфор (P), не более | 0,035 |
| Хром (Cr), не более | 0,25 |
| Сера (S), не более | 0,04 |
1.3 Характеристика условий эксплуатации детали
Подвеска тормозного башмака используются в сложных условиях эксплуатации: различных температурных режимах (от -500С до +500С); различных режимах атмосферного давления и влажности; различной интенсивностью использования и т.д.
1.4 Действующие силы, виды трения и изнашивания взаимодействующих поверхностей
В эксплуатации вагонов большое воздействие на работоспособность деталей несут различные виды внешнего трения.
Виды и характеристики внешнего трения:
Внешнее трение – явление сопротивления относительно соприкосновения, возникающее между двумя телами в зонах соприкосновения поверхностей, направленное по касательным к ним.
Сила трения – сила соприкосновения при относительном перемещении одного тела по поверхности другого под действием внешней силы тангенциально направленной к общей границе между этими телами.
Скорость скольжения – разность скоростей тел в точке касания при скольжении.
Коэффициент трения – отношение силы трения двух тел к нормальной силе, прижимающей эти тела друг к другу.
Трение покоя – трение двух тел, находящихся в движении относительно друг друга.
Трение без смазочного материала – это трение двух тел при отсутствии на поверхности трения введенного смазочного материала любого вида.
Трение со смазочным материалом – трение двух тел при наличии на поверхности любого смазочного материала.
Трение скольжения – трение движения, при котором скорости тел в течение касания различны по значению или направлению.
Трение качения – трение движения, при котором скорости соприкасающихся тел одинаковы по направлению и значению.
Трение качения с проскальзыванием – трение движение соприкасающихся тел при одновременном трении качения и скольжения в зоне контакта.
|
|
|
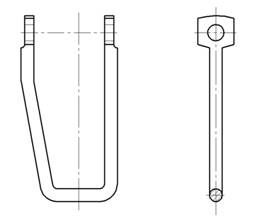
Рисунок 1 – Силы, действующие на подвеску тормозного башмака
На подвеску тормозного башмака действуют силы: сила тяжести F1, сила трения между валиком и отверстием подвески F2 (трение сухое, без смазочного материала, трение скольжения), тормозная сила F3 (динамическая) и сила трения в месте подвешивания тормозного башмака F4 (действует постоянно).
Проанализировав действие всех сил на подвеску тормозного башмака можно сделать вывод, что наибольшему износу подвергается поверхность подвешивания тормозного башмака.
Чертёж подвески представлен в приложении Б.
Похожие работы
... аппарата предназначен для гашения части энергии удара, уменьшения продольных растягивающих усилий, которые передаются через автосцепку на раму кузова вагона. 2.1 Описание детали Корпус поглощающего аппарата отливается из легированной стали и подвергается специальной термообработке с высокоточной закалкой и отпуском. Нажимной конус и фрикционные клинья, выполняются из другой легированной ...

... машиностроения. Около 40% всех заготовок, используемых в машиностроении, получают литьем. Однако, литейное производство является одним из наиболее экологически неблагоприятных. В литейном производстве применяется более 100 технологических процессов, более 40 видов связующих , более 200 противопригарных покрытий. Это привело к тому, что в воздухе рабочей зоны встречается до 50 вредных веществ, ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...





... концентрация пыли в выбросах цеха снизится и будет находится в пределах показателя ПДВ или будет превышать его незначительно. 6.3 Описание технологической схемы очистки выбросов цеха литья пластмасс В цехе литья пластмасс основными источниками загрязнения атмосферного воздуха являются термопластавтоматы в количестве 12 штук и сушильные шкафы, в которых ведется подготовка материала к ...
0 комментариев