Навигация
Визначення коефіцієнту використання матеріалу
25652
знака
25
таблиц
0
изображений
2.1.3 Визначення коефіцієнту використання матеріалу
Коефіцієнт використання матеріалу визначаємо за формулою:
![]() (4)
(4)
де Мд - маса деталі; Мз - маса заготовки.
Розрахунок коефіцієнту використання матеріалу для заготовки із прокату.
Визначаємо розрахункову масу прокату:
![]() (5)
(5)
де d - діаметр заготовки; l - довжина заготовки.
![]() кг.
кг.
Тоді коефіцієнт використання матеріалу становитиме:
![]()
Розрахунок коефіцієнту використання матеріалу для заготовки штамповки.
![]() (6)
(6)
Отже маса заготовки дорівнює:
![]()
![]() кг.
кг.
Тоді коефіцієнт використання матеріалу становитиме:
![]()
Висновок: заготівка виконана за варіантом 2 - більш економічна.
2.1.4 Технічні вимоги до заготівки
Технічні вимоги до заготівки встановлює ГОСТ 2590-80:
1. Марка сталі, хімічний склад, механічні властивості повинні відповідати вимогам
ГОСТ 4543-80.
2. Не вказані радіуси заокруглень 2...3 мм.
3. Штамповочні нахили 5°.
4. Поверхневі дефекти допускаються на глибину не більше 0,5 фактичного припуску на механічну обробку.
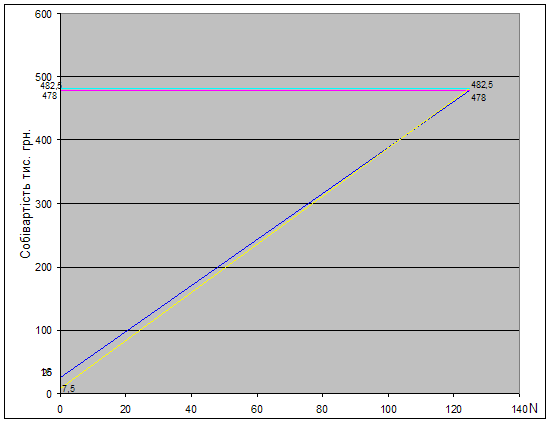
2.1.5 Економічне обґрунтування вибору заготівки
Визначаємо вартість заготівки із прокату за формулою:
![]() (7)
(7)
де С1Т – ціна за тону прокату (С1Т = 790 грн.)
Ср – ціна різання заготовки (Ср = 0,7 грн.)
![]()
![]()
Визначаємо вартість заготівки штамповки за формулою:
![]() (8)
(8)
де С1Т – ціна за тону штамповки (С1Т = 1300 грн.), К1, К2, К3, – коефіцієнти серійності, маси і складності заготовки (К1 = 1, К2 = 1,64, К3 = 0,77).
![]()
2.1.6 Висновок
| Тип заготовки | СЗАГ | КВМ |
| Прокат | 7,25 | 0,25 |
| Штампова | 5,99 | 0,7 |
Як ми бачимо з розрахунків (п.2.1.3. та п.2.1.5.) оптимальним варіантом буде вибір заготовки штамповки, так як вона має меншу вартість та більший коефіцієнт використання матеріалу ніж заготовка із прокату.
2.2 План обробки поверхні деталі з встановленням ступеню точності, шорсткості, операційних припусків та операційних розмірів з допусками
Операційні припуски зводимо до таблиці 5.
Таблиця 5
| План обробки | Квалітет | Шорсткість | Припуск | Розмір з відхиленнями | |||||||
| Æ40Н7 | |||||||||||
| Заготовка | Æ37 | ||||||||||
| Розточити | 12 | 12,5 | 1,55 | Æ38,55Н12 | |||||||
| Розточити | 10 | 6,3 | 1,1 | Æ39,6510 | |||||||
| Шліфувати | 9 | 2,5 | 0,25 | Æ39,9Н9 | |||||||
| Шліфувати | 7 | 1,25 | 0,1 | Æ40Н7 | |||||||
| Æ51h14 | |||||||||||
| Заготовка | Æ52,6 | ||||||||||
| Точити | 14 | Rz40 | 1,6 | Æ51 h14 | |||||||
| Æ70h6 | |||||||||||
| Заготовка | Æ75 | ||||||||||
| Точити | 12 | 12,5 | 2,15 | Æ71,65h12 | |||||||
| Точити | 10 | 6,3 | 1,3 | Æ70,35h10 | |||||||
| Шліфувати | 9 | 2,5 | 0,25 | Æ70,1h9 | |||||||
| Шліфувати | 6 | 1,25 | 0,1 | Æ70h6 | |||||||
| Æ105h14 | |||||||||||
| Заготовка | Æ107,5 | ||||||||||
| Точити | 14 | Rz40 | 2,5 | Æ105h14 | |||||||
| Æ80h14 | |||||||||||
| Заготовка | Æ82,5 | ||||||||||
| Точити | 14 | Rz40 | 2,5 | Æ80 h14 | |||||||
| Æ70h14 | |||||||||||
| Заготовка | Æ82,5 | ||||||||||
| Точити | 14 | Rz40 | 12,5 | Æ70h14 | |||||||
| М6-Н7 | |||||||||||
| Свердлити | 12 | Rz40 | – | Ø4,8Н12 | |||||||
| Розвернути | 10 | 2,5 | 0,16 | Ø4,96Н10 | |||||||
| Розвернути | 8 | 1,25 | 0,04 | Ø5Н8 | |||||||
| Нарізати різьбу | 7 | Rz20 | 1 | М6-Н7 | |||||||
| Æ6,6H14 |
| ||||||||||
| Свердлити | 14 | Rz40 | – | Æ6,6H14 |
| ||||||
| Æ70H7 |
| ||||||||||
| Заготовка | Æ |
| |||||||||
| Розточити | 12 | 12,5 | 2,5 | Æ68,35H12 |
| ||||||
| Розточити | 10 | 3,6 | 1,3 | Æ69,65H10 |
| ||||||
| Шліфувати | 9 | 2,5 | 0,25 | Æ69,9H9 |
| ||||||
| Шліфувати | 7 | 1,25 | 0,1 | Æ70H7 |
| ||||||
| Æ105/Æ70Н7 |
| ||||||||||
| Заготовка | 117,2 |
| |||||||||
| Точити | IT14/2 | Rz80 | 1,0 | 116,2IT14/2 |
| ||||||
| Точити | IT14/2 | Rz40 | 0,3 | 115,9IT14/2 |
| ||||||
| Шліфувати | IT14/2 | 1,25 | 0,3 | 115,6 IT14/2 |
| ||||||
| Æ51/Æ40Н7 |
| ||||||||||
| Заготовка | 117,2 |
| |||||||||
| Точити | IT14/2 | Rz80 | 1,0 | 116,2IT14/2 |
| ||||||
| Точити | IT14/2 | Rz40 | 0,3 | 115,9IT14/2 |
| ||||||
| Шліфувати | IT14/2 | 1,25 | 0,3 | 115,6 IT14/2 |
| ||||||
| Æ105/Æ70h7 |
| ||||||||||
| Заготовка | 13,2 |
| |||||||||
| Точити | IT14/2 | Rz80 | 1,0 | 12,2IT14/2 |
| ||||||
| Точити | IT14/2 | Rz40 | 0,3 | 11,9IT14/2 |
| ||||||
| Шліфувати | IT14/2 | 1,25 | 0,3 | 11,6IT14/2 |
| ||||||
2.3 Розробка технологічного процесу
2.3.1 Маршрутно-операційний опис технологічного процесу
Таблиця 6
| Хід технологічного процесу | Обладнання | Базові Поверхні |
| 005 Токарна програмна 1. Точити торець Æ105/Æ70h6 в розмір 114,6 мм. 2. Точити поверхню Æ105h14. 3. Точити торець Æ105/Ø80 в розмір 10,6 мм. 4. Точити поверхню Æ80h14. 5. Точити поверхню Æ70h14 на довжину 30 мм. 6. Розточити отвір Æ70Н7 до Ø68,35Н12 на довжину 15 мм. 7. Розточити отвір Æ40Н7 до Ø38,55Н12 на довжину 20 мм. 8. Розточити отвір Æ70Н7 до Ø69,65Н10 на довжину 15 мм. 9. Розточити отвір Æ40Н7 до Ø39,65Н10 на довжину 20 мм. 10. Розточити канавку на поверхні Æ70Н7. 11. Розточити фаску Æ70Н7 1,6×45°. | 1В340Ф30 | Поверхні ÆØ105, Æ105/Æ70h6 |
| 010 Токарна програмна 1. Точити торець Æ51/Æ40Н7 в розмір 116,2 мм. 2. Точити торець Æ70h6/Æ51 в розмір 7 мм. 3. Точити торець Æ105/Æ70h6 в розмір 12,2 мм. 4. Точити поверхню Æ51h14. 5. Точити поверхню Æ70h6 до Æ71,65h12. 6. Точити поверхню Æ105h14. 7. Розточити отвір Æ40Н7 до Æ38,55Н12 на довжину 30 мм. 8. Точити торець Æ51/Æ40Н7 в розмір 115,9 мм. 9. Точити торець Æ105/Æ70h6 в розмір 11,9 мм. 10. Точити поверхню Æ70h6 до Æ70,35h10. 11. Точити торець Æ105/Æ70h6 в розмір 10,3 мм. 12. Точити поверхню Æ70h14 на довжину 30 мм. 13. Точити канавку на поверхні Æ70h6. 14. Розточити отвір Æ40Н7 до Æ39,65Н10 на довжину 30 мм. 15. Розточити виточку Æ41мм на довжину 60мм. | 1В340Ф30 | Поверхні Æ105, Æ105/Æ70Н7 |
| 015 Свердлильна програмна 1. За центрувати 4 отвори з виконанням фаски 1ģ45°. 2. Свердлити 4 отвори Æ5Н11. 3. Нарізати різьбу М6-Н7 в 4х отворах Æ5Н11. | 2Р135Ф2 | Пов. Æ40Н7, Æ51/Æ40Н7 |
| 020 Свердлильна програмна 1. Свердлити 4 отвори Æ6,6 мм. | 2Р135Ф2 | Пов. Æ40Н7, Æ150/Æ70Н7 |
025 Фрезерна 1. Фрезерувати квадрат з стороною 76 мм. | 6Р12 | Поверхні Æ105 |
030 Внутрішньошліфувальна 1. Шліфувати отвір Æ70Н7 до Æ69,9Н9 на довжину 15 мм. | 3М225 | Поверхні Æ70h6, Æ105/Æ70h6 |
| 035 Внутрішньошліфувальна 1. Шліфувати торець Æ51/Æ40Н7 до розміру 114,3 мм. 2. Шліфувати отвір Æ40Н7 до Æ39,9Н9. | 3М225 | Поверхні Æ105, Æ105/Æ70Н7 |
| 040 Круглошліфувальна 1. Шліфувати поверхню Æ70h6 до розміру Æ70,1 з під шліфовкою торця Æ105/Æ70h6. | 3М153 | Отвір Æ40Н7 |
045 Внутрішньошліфувальна 1. Шліфувати отвір Æ40Н7. | 3М225 | Поверхні Æ105, Æ105/Æ70Н7 |
| 050 Круглошліфувальна 1. Шліфувати поверхню Æ70 h6 з під шліфовкою торця Æ105/Æ70h6. | 3М153 | Отвір Æ40Н7 |
| 055 Внутрішньошліфувальна 1. Шліфувати торець Æ105. 2. Шліфувати отвір Ø70Н7 на довжину 15 мм. | 3М225 | Поверхні Æ70h6, Æ105/Æ70h6 |
2.4 Детальна розробка 2-х різнотипних операцій технологічного процесу обробки деталей на верстатах з ЧПК та РК
020 Свердлильна програмна
1. Центрувати 4 отвори з виконанням фаски 1 ģ 45°.
2. Свердлити 4 отвори Æ5Н12.
Ріжучий інструмент:
· Свердло для центрування Æ10мм., Р6М5, 035-2317-0102. Перехід 1.
· Свердло спіральне (ОСТ 2И20-1 – 80; ψ = 55°; 2φ = 118°) Æ5мм., Р6М5, 035-2300-1224. Перехід 2.
· Мітчик з метричною різьбою: М6 ×1,0; 035-2620-0501. Перехід 3.
Розрахунок режимів різання:
Похожие работы
... тільки не значимою масою і річною програмою випуску визначаємо за формулою Nпр = Тшт.к 60/ + tшт.к Де Тшт.к – трудомісткість річного приведеного випуску деталей T шт. к – трудоємкість виготовлення деталі в хв. Nпр = 91000 60/29.77 = 183406.11 шт Приймаємо Nпр = 183406 шт Кількість верстатів вхідних в нормативну зону обслуговування визначаємо по формулі Но = ( Тмв/Тз + 1 )Кдз ...
... Розробка документів одиничного технологічного процесу (ОТП) маршрутного опису кування або об‘ємного штампування визначається застосуванням карт технологічного процесу, який передбачає опис всіх операцій виготовлення виробу (наприклад, кування), які виконуються в одному виробничому підрозділі заводу. В цьому випадку КТП замінює в комплекті документів процесу МК, і в КТП вказують зміст всіх операц ...
... гарантійного ремонту). В конструкції кришки для цього передбачено пломбувальний "стакан", що під час складання виробу на виробництві заповнюється пломбувальною пастою перед загвинчуванням гвинта. 2.2 Технологічний аналіз елементної бази В своєму складі блок живлення БП-9/4 має таку елементну базу: мікросхема, транзистор, діоди, конденсатори, резистори постійні та змінні. Усі перелічені ЕРЕ ...
... , кулінарні та кондитерські вироби в закладах ресторанного господарства”. Технологічні карти лежать в основі калькуляційних карт. Приклад калькуляційної карти – Додаток 3.2.4. Технологічний процес сервісного обслуговування. Технологія сервісного обслуговування – це сукупність операцій, що виконується персоналом при безпосередньому контакті зі споживачем послуг при реалізації та споживання кул ...
0 комментариев