Навигация
Характеристика вертикально-сверлильных операций
13839
знаков
3
таблицы
0
изображений
7. Характеристика вертикально-сверлильных операций
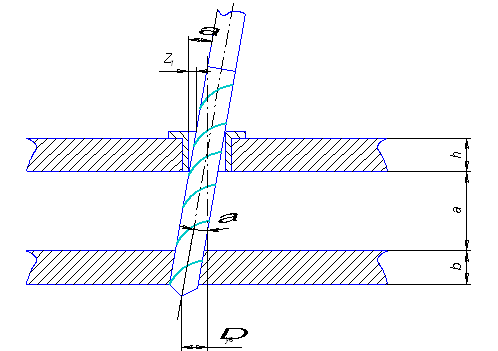
Режимы резания для первого перехода.
Глубина резания ![]() определяется по формуле
определяется по формуле
![]() ,
,
где ![]() – номинальное значение диаметра отверстия после обработки, мм;
– номинальное значение диаметра отверстия после обработки, мм; ![]() мм
мм
![]() мм.
мм.
Подача ![]() определяется по таблице 25 /4/. При обработке стали 20ХНЗА сверлом диаметром
определяется по таблице 25 /4/. При обработке стали 20ХНЗА сверлом диаметром ![]() мм используют подачи от 0,15 до 0,20 мм/об. Принимаем
мм используют подачи от 0,15 до 0,20 мм/об. Принимаем ![]() мм/об.
мм/об.
Скорость резания ![]() определяется по формуле
определяется по формуле
![]() ,
,
где ![]() – коэффициент и показатели степени, таблица 28 /4/;
– коэффициент и показатели степени, таблица 28 /4/;
![]() – период стойкости инструмента, мин; по таблице 30 /4/ принимаем
– период стойкости инструмента, мин; по таблице 30 /4/ принимаем ![]() мин;
мин;
![]() – общий поправочный коэффициент на скорость резания;
– общий поправочный коэффициент на скорость резания;
![]() – коэффициент, учитывающий качество обрабатываемого материала; при обработке 20ХНЗА
– коэффициент, учитывающий качество обрабатываемого материала; при обработке 20ХНЗА ![]() , таблицы 1,2 /4/;
, таблицы 1,2 /4/;
![]() – коэффициент, учитывающий инструментальный материал; по таблице 6 /4/ принимаем
– коэффициент, учитывающий инструментальный материал; по таблице 6 /4/ принимаем ![]() ;
;
![]() – коэффициент, учитывающий глубину обрабатываемого отверстия; по таблице 31 /4/ принимаем
– коэффициент, учитывающий глубину обрабатываемого отверстия; по таблице 31 /4/ принимаем ![]() ;
;
![]() ;
;
![]() м/мин.
м/мин.
Расчётная частота вращения детали ![]() определяется по формуле
определяется по формуле
![]() об/мин.
об/мин.
Осевая сила при сверлении ![]() определяется по формуле
определяется по формуле
![]() ,
,
где ![]() – коэффициент и показатели степени,
– коэффициент и показатели степени,
таблица 32 /4/;
![]() – коэффициент, учитывающий влияние механических свойств обрабатываемого материала на силы резания
– коэффициент, учитывающий влияние механических свойств обрабатываемого материала на силы резания ![]() , табл.9;
, табл.9;
![]() Н.
Н.
Крутящий момент при сверлении ![]() определяется по формуле
определяется по формуле
![]() ,
,
где ![]() – коэффициент и показатели степени,
– коэффициент и показатели степени,
таблица 32, /4/;
![]() Н*м.
Н*м.
Мощность резания ![]() определяется по формуле
определяется по формуле
![]() кВт.
кВт.
Мощность привода станка ![]() кВт превышает мощность резания.
кВт превышает мощность резания.
Основное время ![]() определяется при следующих значениях переменных:
определяется при следующих значениях переменных: ![]() мм;
мм; ![]() мм по формуле
мм по формуле
![]() мин
мин
8. Оценка трудозатратности операций
Техническая норма времени для токарно-винторезной операции.
Норма штучного времени ![]() определяется по формуле
определяется по формуле
![]() ,
,
где ![]() – основное время на операцию, мин, определяется по формуле
– основное время на операцию, мин, определяется по формуле
 ,
,
![]() – основное время по i-му технологическому переходу, мин;
– основное время по i-му технологическому переходу, мин; ![]() мин соответственно;
мин соответственно;
![]() мин;
мин;
![]() – вспомогательное время, мин; определяется по формуле
– вспомогательное время, мин; определяется по формуле
![]() ,
,
![]() – время на установку и снятие детали, мин; по прил. 5 /3/ принимаем
– время на установку и снятие детали, мин; по прил. 5 /3/ принимаем ![]() мин;
мин;
![]() – время на закрепление и открепление детали, мин;
– время на закрепление и открепление детали, мин; ![]() ;
;
![]() – время на приёмы управления, мин; при следующих приёмах управления: включить (выключить) станок, подвести и отвести инструменты к детали, по прил. 5 /3/ принимаем
– время на приёмы управления, мин; при следующих приёмах управления: включить (выключить) станок, подвести и отвести инструменты к детали, по прил. 5 /3/ принимаем ![]() мин;
мин;
![]() – время на измерение детали, мин; по прил. 5 /3/ принимаем
– время на измерение детали, мин; по прил. 5 /3/ принимаем ![]() мин;
мин;
![]() мин;
мин;
![]() – время на обслуживание рабочего места, мин, определяется по формуле
– время на обслуживание рабочего места, мин, определяется по формуле
![]() ,
,
![]() – время на комплекс действий, выполняемых во время процесса резания, мин; определяется в процентах от основного времени
– время на комплекс действий, выполняемых во время процесса резания, мин; определяется в процентах от основного времени ![]() ; по прил. 5 /3/ принимаем
; по прил. 5 /3/ принимаем ![]() мин;
мин;
![]() – время на подготовку и завершение работы, мин; определяется в процентах от оперативного времени
– время на подготовку и завершение работы, мин; определяется в процентах от оперативного времени ![]() ; по прил. 5 /3/ принимаем
; по прил. 5 /3/ принимаем ![]() мин;
мин;
![]() мин;
мин;
![]() – время на отдых, мин; определяется в процентах от оперативного времени
– время на отдых, мин; определяется в процентах от оперативного времени ![]() ; по прил. 5 /3/ принимаем
; по прил. 5 /3/ принимаем ![]() мин;
мин;
![]() мин.
мин.
ЗАКЛЮЧЕНИЕ
В данном курсовом проекте был разработан технологический процесс механической обработки шестерни ведущей конечной передачи для среднесерийного производства. Возможно применение спроектированного технологического процесса в промышленности.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Допуски и посадки: Справочник в 2-х ч. Ч. 1/ Под ред. В. Д. Мягкова. – 5-е изд., перераб. и доп. – Л.: Машиностроение. Ленингр. отд-ние, 1979. – 544 с., ил.
2. Технология машиностроения (специальная часть): Учебник для машиностроительных специальностей вузов/ А. А. Гусев, Е. Р. Ковальчук, И. М. Колесов и др. – М.: Машиностроение, 1986. – 480 с., ил.
3. Горбацевич А. Ф., Шкред В. А. Курсовое проектирование по технологии машиностроения: Учебное пособие для машиностроительных специальностей вузов. – 4-е изд., перераб. и доп. – Мн.: Выш. школа, 1983. – 256 с., ил.
4. Справочник технолога машиностроителя. В 2-х т. Т. 2/ Под ред. А.Г. Косиловой – 3-е изд., перераб. – М.: Машиностроение, 1985. –,486 с., ил.
5. Обработка металлов резанием. Справочник технолога/ Под ред. Г. А. Монахова. – – 3-е изд. – М.: Машиностроение, 1974. – 600 с., ил.
6. Режимы резания металлов. Справочник/ Под ред. Ю. В. Барановского. – 3-е изд., перераб. и доп. – М.: Машиностроение, 1972. – 410 с., ил.
7. Методические указания к курсовому проекту по дисциплине “Технологические процессы в машиностроении” для студентов специальностей 17.03.00/ Сост.: В. П. Морозова. Липецк: ЛГТУ. – 19 с., ил.
8. ГОСТ 7505-89 (поковки стальные штампованные) / Государственный стандарт союза ССР – Издательство стандартов, 1990
Похожие работы
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...





... Исходя из выше перечисленных пунктов соответствия данной сборочной единицы всем нормам технологичности, делаем вывод о том, что конструкция рассматриваемого вала первичного в сборе является технологичной. 3.3 Разработка технологического процесса сборки Таблица 2 - Технологический маршрут сборки № операции Содержание перехода 1. На вал 1 установить стакан 17 2. Напрессовываем на вал 1 ...
... 20 25 – 3,5 2´105 40 62 39,938 40 132 230 ИТОГО: 478 816 4. Проектирование технологического маршрута обработки и технологического процесса Разработка технологического процесса механической обработки является основой всей курсовой работы. При разработке маршрута необходимо строго соблюдать этапность механической обработки ...
0 комментариев