Выбор вида и обоснование метода получения заготовки. Определение размеров, массы и стоимости детали
Выбор средств измерения
Аналитический расчёт режимов резания
Проектирование станочного приспособления
Погрешность базирования (ε) равна нулю, так как совмещены измерительная и установочная базы
Расчет измерительного приспособления
Навигация
Разработка технологического процесса обработки щита подшипникового
Разработка технологического процесса обработки щита подшипникового
34867
знаков
10
таблиц
3
изображения
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
НОВОСИБИРСКИЙ ГОСУДАРСТВЕННЫЙ
ТЕХНИЧЕСКИЙ УНИВЕРСИИТЕТ
КАФЕДРА ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
к курсовой работе по технологии машиностроения на тему: РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ОБРАБОТКИ ЩИТА ПОДШИПНИКОВОГО.
Новосибирск
Содержание
Введение
1. Общая часть
1.1 Анализ детали на технологичность
1.2 Описание конструкции и служебного назначения детали2. Технологическая часть
2.1 Определение типа производства и его характеристики
2.2 Выбор вида и обоснование метода получения заготовки. Определение размеров массы и стоимости детали
3. Аналитический расчет припусков на обработку
4. Проектирование технологического маршрута обработки и технологического процесса
5. Приемочный контроль детали
6. Выбор режущего инструмента
7. Выбор средств измерения
8. Выбор оборудования, приспособлений, мерительного инструмента
9. Аналитический расчет режимов резания
10. Определение норм времени
11. Проектирование станочного приспособления
12. Проектирование измерительного приспособления
Список используемой литературы
Введение
Народное хозяйство РФ и его ведущая отрасль – машиностроение находится в настоящее время в условиях перехода к рыночной экономике.
Формирование рыночных отношений является единственным средством создания высокопроизводительного производства, гибкого и восприимчивого к достижению научно-технического прогресса, ориентированного на потребителя. Переход к рыночной экономике предполагает многообразие форм собственности и форм хозяйствования, наличие прямых связей, а также конкуренции.
Всё это приводит к полной экономической самостоятельности предприятий, функционирование которых основывается на принципах хозрасчёта, самофинансирования и самоокупаемости. В связи с этим возрастает ответственность руководителей предприятий всех уровней за результаты своей работы, за выпуск конкурентоспособной продукции, получение прибыли. Это требует определённых знаний по управлению производством.
Основная цель дипломного проекта научиться производить расчёты по конструированию режущего инструмента и станочных приспособлений, по организации производственного участка, заработной плате, стоимости основных фондов, себестоимости и цены изделия, и таким образом научиться соизмерять затраты на изготовление продукции с конечным результатом труда, проводить экономическое сравнение нескольких вариантов конструкций, ТХП, с тем чтобы выбрать наиболее оптимальный вариант.
1. Общая часть 1.1 Анализ детали на технологичностьДеталь «Щит подшипниковый» - изготовлена из сплава АЛ2 ГОСТ 2685-75
Обрабатываемые поверхности с точки зрения обеспечения точности и шероховатости не представляют технологических трудностей, позволяют вести обработку напроход.
Деталь достаточно технологична, допускает применение высокопроизводительных режимов обработки, имеет хорошие базовые поверхности для первоначальных операций и довольно проста по конструкции.
Количественная оценка.
1.коэффициент использования материала:
 , где МД – масса детали, МЗ – масса заготовки
, где МД – масса детали, МЗ – масса заготовки
2.Определение коэффициента точности
| Ti | ni | Tini | Ti | ni | Tini |
| 9 | 1 | 9 | 9 | 1 | 9 |
| 11 | 1 | 11 | 11 | 1 | 11 |
| 12 | 2 | 24 | 12 | 2 | 24 |
| 14 | 1 | 14 | 14 | 1 | 14 |
| ∑ni=5 | ∑Tini=58 |
Определение коэффициента шероховатости
| Шi | ni | Шini | Шi | ni | Шini |
| 2,5 | 1 | 2,5 | 2,5 | 1 | 2,5 |
| 40 | 3 | 120 | 40 | 3 | 120 |
| 10 | 2 | 20 | 10 | 2 | 20 |
| 80 | 1 | 80 | 80 | 1 | 80 |
| 20 | 20 | 400 | 20 | 20 | 400 |
| ∑ni=5 | 622,5 | ||||
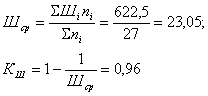
Вывод: анализ полученных коэффициентов показал, что деталь технологична.
1.2 Описание конструкции и служебного назначения деталиДеталь “Щит подшипниковый” - применяется в подшипниках, для того чтобы в него не попадала грязь и не вытекала смазка. Деталь достаточно технологична, допускает применение высокопроизводительных режимов обработки, имеет хорошие базовые поверхности для первоначальных операций и довольно проста по конструкции Конструкция детали представляет собой деталь типа корпус с ребрами на наружной поверхности расположенными под углом. Деталь имеет 6 отверстий с резьбой М6 и Допускаемое наличие центровых отверстий обеспечивает создание основных технологических баз и выполнение почти всей обработки с соблюдением принципа постоянства баз.
Требования к точности расположения основных поверхностей заданы относительно оси и не представляют сложности при выполнении.
С точки зрения унификации конструкционных элементов можно отличить, что почти все размеры детали (диаметральные) принадлежат нормальному ряду размеров, почти все фаски имеют унифицированный размер 1´45°.
Деталь изготавливается из сплава АЛ2.
Химический состав и механические свойства сплава АЛ2 ГОСТ 2685 – 75.
Плотность 2,65. Жидкотекучесть, стойкость против усадочных трещин и герметичность хорошие. Жаропрочность удовлетворительная. Коррозионная стойкость выше средней, обрабатываемость резанием пониженная. Коэффициент усадки небольшой, уровень рабочих температур не более 2000 С. Относится к первой группе сплавов. Способы литья : литье в кокиль и литье под давлением. Вид термообработки – отжиг. Низкая температура литья. Пониженные механические свойства.
Область применения сплавов АЛ2. Применяют для ответственного литья. Используют для деталей сложной формы, но не воспринимающих повышенных нагрузок. Назначение : детали колес, агрегатов и приборов малой нагруженности.
Таблица 1.
| Марка | Массовая доля элемента | Механические свойства | |||||
| АЛ2 | Кремний, % | Бв, МПа | б,% | Ударная вязкость | Твёрдость, НВ | ||
| 10 - 13 | 220-250 | 2-3 | 15 | 50-65 | |||
Исходные данные:
Годовая программа N = 20000 шт;
Количество деталей на изделие m = 1д;
Действительный годовой фонд работы оборудования FД = 4029 ч.
При определении типа производства определяют КЗ.О – коэффициент закрепления операций, который рассчитывается по формулу
![]() ;
;
где ∑О – сумма всех различных операций;
∑Р – принятое число рабочих мест.
Расчётное количество станков определяют по формуле:
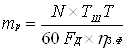 ;
;
где N – годовая программа детали;
hЗ.Ф – портативный коэффициент загрузки оборудования.
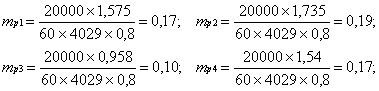
Таблица 2.
| Операция | ТШТ | mр | Р | hЗ.Ф | О |
| 005 | 1,575 | 0,17 | 1 | 0,17 | 4,7 |
| 010 | 1,735 | 0,19 | 1 | 0,19 | 4,2 |
| 015 | 0,958 | 0,10 | 1 | 0,10 | 8 |
| 020 | 1,54 | 0,17 | 1 | 0,17 | 4,7 |
| 025 | 0,587 | 0,06 | 1 | 0,09 | 9 |
| 030 | 1,2 | 0,13 | 1 | 0,13 | 6 |
| 035 | 0,594 | 0,06 | 1 | 0,10 | 8 |
hЗ.Ф = mр/Р – фактический коэффициент загрузки оборудования;
где mр – расчётное количество станков;
Р – принятое количество станков.
Определяем коэффициент закрепления операций:
![]()
Вывод: Так как равенство 1£ КЗ.О £ 10 выполняется, то производство является крупносерийным.
При групповой форме организации производства запуск изделий производится партиями с определенной периодичностью, что является признаком крупносерийного производства.
Количество деталей в партии для одновременного запуска определяем упрощенным способом:
![]()
где а — периодичность запуска в днях (по рекомендациям — 6).
Корректировка размера партии, определение расчетного числа смен на обработку сей партии деталей на основных рабочих местах:
![]()
где Тшт-кср - среднее штучно-калькуляционное время по основным операциям, мин.
Расчетное число смен округляем до принятого целого числа спр=2. Определяем число деталей в партии, необходимых для загрузки оборудования на основных операциях в течение целого числа смен:
![]()
где 476 - действительный фонд времени работы оборудования в смену, мин; 0,8 - нормативный коэффициент загрузки станков в серийном производстве.
Определения такта выпуска:
![]() мин.
мин.
Похожие работы

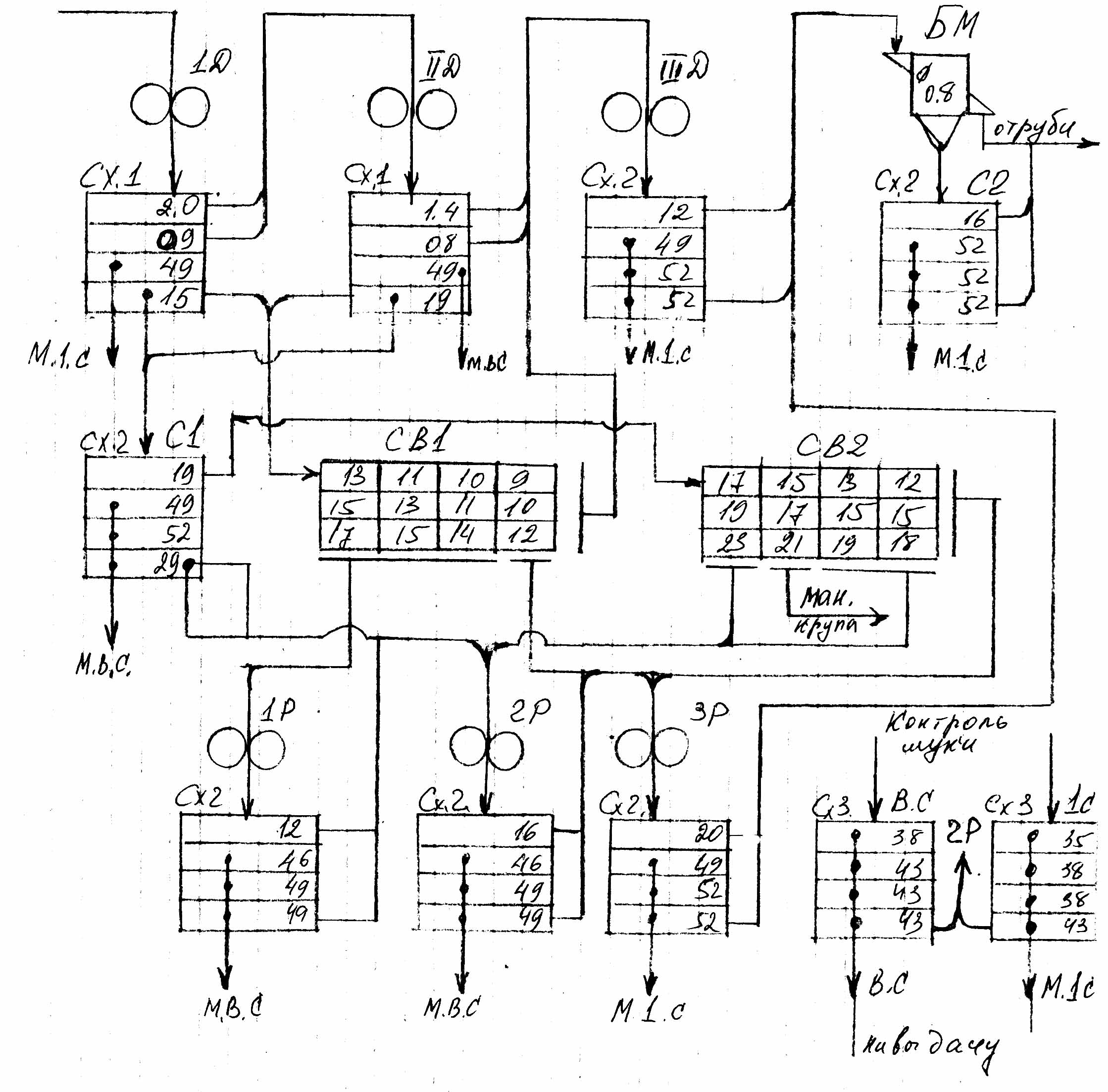
... . В результате такой подготовки зерно, передаваемое из зернохранилищ на мукомольный завод, должно отвечать определенным требованиям. 4. ОПИСАНИЕ УСОВЕРШЕНСТВОВАННОГО ТЕХНОЛОГИЧЕСКГО ПРОЦЕССА ПЕРЕРАБОТКИ ЗЕРНА В МУКУ Технологическая схема переработки зерна пшеницы в муку представлена на листе № 4 графической части проекта. После уборки урожая зерно содержит различные посторонние примеси. В зерне ...
... осуществлять трудовую деятельность более эффективно, творчески, а также способствует выходу личности на новые уровни своего развития. 1.2 Педагогические подходы к реализации программы профессиональной подготовки заливщиков металла Учебные занятия, как правило, проводятся в виде лекций, консультаций, семинаров, практических занятий, лабораторных работ, контрольных и самостоятельных работ, ...

... , преобразования их в цифровую форму, передачей их в ПК через параллельный порт и последующей обработки этих данных разработанной программной системой автоматического контроля технологических параметров. 9.2 Структура лабораторного стенда Лабораторный стенд основывается на интегральной микросхеме аналого-цифрового преобразователя 572ПВ4, которая представляет собой 8-ми канальную 8-ми ...
... ) и т. п. Перечень работ, выполняемых при ремонте агрегатов, весьма разнообразен и велик. Участок в большей степени специализирован на ремонт двигателей.. Годовой объем работ, выполняемых на агрегатном участке составляет Тагр.г. = 39835 чел-ч (см. проектную часть дипломного проекта). Число рабочих, занятых в агрегатном участке составляет 22 человека. К основному оборудованию относятся: ...
0 комментариев